LNG冷能用于橡胶粉碎的流程优化研究
2020-05-25 16:32:32苗沃生李琦芬杨涌文杨天海王朝龙
天然气化工—C1化学与化工 2020年2期
苗沃生,李琦芬*,杨涌文,杨天海,王朝龙
(1.上海电力大学,上海 200090;2.上海明华电力技术工程有限公司,上海 200090;3.上海发电设备成套设计研究院有限责任公司,上海 200090)
天然气作为清洁燃料之一,在我国的能源结构调整、控制大气污染等方面发挥不可替代的功效。2018年,我国天然气进口量世界第一,LNG进口量达到5378万t[1]。低温LNG(-162℃)在进入官网前需增压气化,并释放出大量冷能,约830kJ/kg。然而接收站大多通过水浴式气化器或空温式气化器气化LNG,导致LNG的高品位冷能被白白浪费。目前大批学者针对LNG所含冷能用于空气分离[2]、轻烃分离[3]、CO2液化[4]、冷能发电[5]等方面的研究较多,而针对橡胶低温粉碎的研究较少。若将LNG冷能用于橡胶粉碎[6],不仅能减轻生态环境压力,也可缓解我国天然橡胶不足[7]的局面。
针对LNG冷能用于橡胶粉碎,国内学者提出几种不同流程方案。熊永强等[8-9]设计两套废旧橡胶低温粉碎的流程。其一、选用R22作为冷媒回收冷能,再制取低温空气冷冻胶粉。经计算,此方案与空气涡轮膨胀法对比,生产能耗可降低198.5kWh/t,且工程投资总额不相上下;其二、利用空分装置产生的低压氮气作为换热介质,制取低温氮气并用于橡胶冷冻,经模拟计算得出此流程回收LNG冷能的效率为70.7%。相比较于利用涡轮膨胀机提供冷能,此流程可降低能耗约437.3kWh/t。杜琳琳等[10]设计一套LNG冷能用于橡胶粉碎流程,回收LNG-76℃至-100℃的冷能。该系统具有两级换热器,并根据不同装置特点选取冷媒。初级换热器以乙烷-乙烯为冷介质,次级换热器以氮气为介质,LNG经换热后升至-76℃进入其他冷能利用流程。刘颖等[11]提出一种利用LNG冷量的低温粉碎系统。该流程考虑到LNG易燃易爆特性以及防止胶粉与空气产生氧化反应,选用氮气冷媒,经板翅式换热器换热后的氮气直接进入冷冻室和粉碎机内与胶粉换热。
通过对上述等文献的分析发现,普遍存在LNG换热器温差过大、系统整体效率不高、流程模拟数据缺失等问题。此外,与LNG进行换热的低温介质选取也存在争议,整体粉碎系统的效率也并未经过严格计算。本文从上述几个问题出发,利用模拟软件进行模拟分析各部件的损失情况,采用Vincenzo La Rocca[12-13]给出的LNG冷能回收系统效率的相应计算公式,对流程进行分析,并介绍了LNG冷能用于橡胶粉碎系统流程和Aspen HYSYS模型搭建,研究了不同的LNG进口温度、气化压力、天然气出口温度对流程的影响,并根据数据分析提出改进版系统流程,以期对LNG冷能在胶粉粉碎方面提供有益参考。
1 常规低温粉碎流程介绍及模型搭建
1.1 常规低温粉碎流程介绍
此流程设计基于LNG梯级利用原则,一般LNG冷能梯级利用根据其气化曲线分为三级:深冷位(-100℃以下)、中冷位(-100℃~-50℃)、低冷位(-50℃~15℃)[14]。可作为一级利用的有空气分离、轻烃分离、冷能发电等工艺。其一,LNG冷能用于空气分离技术在日本、韩国等[15]国家已十分成熟,我国也有投产项目[16],而且空气分离所需温度位与LNG温度最为匹配[17],冷能发电方式虽便于推广,但冷能回收率较低[15];其二,空气分离工艺产生的污氮气可作为低温粉碎流程的冷媒使用,污氮气其氮气纯度在97%~99%[18]左右,且不含水分。相对于空气作为冷介质,污氮气既可减轻胶粉在粉碎过程中的氧化作用,省去空气处理这一环节,也能避免氮气资源的浪费。
综上所述,本文以空气分离作为LNG冷能利用第一级,经第一级的LNG出口温度设定为-105℃,橡胶低温粉碎作为LNG冷能利用的第二级;污氮气作为此流程冷介质。
本文以某港口为例,其LNG组分如表1。LNG冷能用于废旧橡胶粉碎系统流程图如图1。

表1 LNG组分成分表
工艺流程简介:经过常温粉碎后,40~50目的胶粉被送入低温粉碎流程。经冷冻室和低温粉碎机换热后的低温氮气进入预冷室预冷粗胶粉,再将粗胶粉送入冷冻室、低温粉碎机进行冷冻、粉碎。来自空分装置的20℃的污氮气经两个低温换热器与LNG换热后降至-90℃左右,进入冷冻室和低温粉碎机冷冻胶粉。经低温粉碎的胶粉经过分离器与氮气分离后筛分、包装,作为成品出售。

图1 LNG低温粉碎流程图
1.2 Aspen HYSYS模型建立
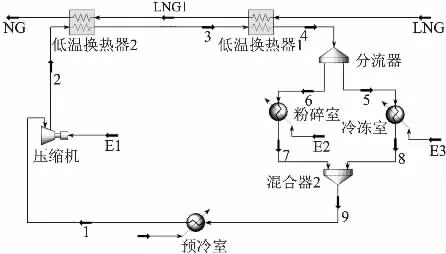
图2常规工艺流程模拟图
采用Aspen HYSYS软件对流程(如图2所示)进行模拟以得到各节点的相关参数,模拟基于以下设定条件:
工艺流程为稳态,默认此流程无气体泄漏;
换热器压降10kPa,空气压缩机、低温泵、膨胀机工作效率默认75%;
循环物流为污氮气,其组成为N298%、O22%。
经过HYSYS模拟的系统的节点参数见表2。主要设备的功、能流参数见表3。

表2工艺流程模拟节点参数

表3 工艺系统主要设备功、能流参数
2.1 热力学分析

低温换热器1:
低温换热器2:

系统:


表4 各设备损及效率值

表4 各设备损及效率值
?

图3 损分布
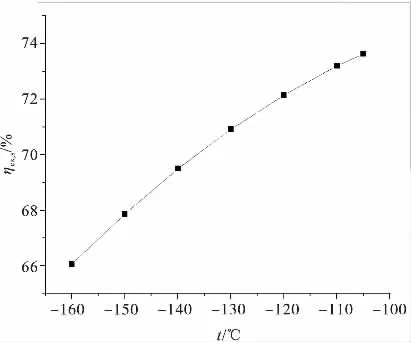
图4 低温粉碎系统效率随LNG进口温度变化曲线
2.2 流程优化分析
文献[19]提出:若将粉碎后的低温胶粉的冷量回收60%,整体系统可降低能耗约60%,但并没有给出具体计算。根据前文分析,在原有流程的基础上增加冷能回收室装置以回收低温胶粉的冷能。由于没有学者在冷能回收方面做过相关研究,因此本文根据Aspen HYSYS软件特点及模块特性,使用cooler模块对冷能回收室进行模拟,工艺流程模拟图如图5。

图5 改进系统工艺流程模拟图
经模拟的系统的物流点参数见表5。主要设备的功、能流参数见表6。
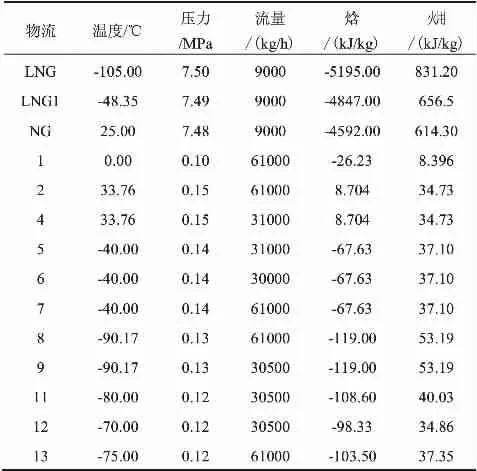
表5 工艺流程模拟物流点参数
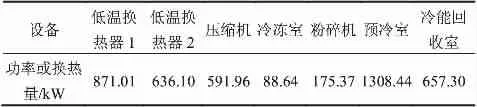
表6 工艺系统主要设备功、能流参数
表7 设备损及效率值

表7 设备损及效率值
?
通过降低两低温换热器的冷热物流温差,改进流程中的两低温换热器的最小接近温度皆有下降,对数平均温差也大幅下降,而且低温换热器的损占比也从49%下降到30%(图6)。
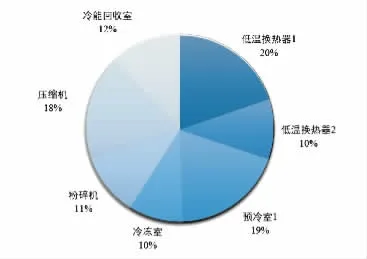
图6 改进流程的设备损占比
综上所述,本文根据常规流程分析结果及相关学者提出的冷能回收概念的改进流程效果明显,不仅节省大量宝贵LNG冷能,也降低的低温换热器的
3 结论及展望
根据文献展现的问题,利用Aspen HYSYS模拟软件对LNG冷能用于橡胶粉碎流程模型中损失和效率进行模拟计算和分析,对LNG冷能用于橡胶粉碎流程模型具有一定的指导意义
另外,文中提出的改进流程还存在诸多问题需要进一步研究,LNG冷能多级利用新流程也需要进一步研究和拓展。
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
中国公路(2017年10期)2017-07-21 14:02:37
当代化工研究(2016年5期)2016-03-20 16:21:32
中国资源综合利用(2016年6期)2016-01-22 07:28:54
天然气勘探与开发(2015年1期)2015-02-28 17:00:44
建筑材料学报(2015年3期)2015-02-28 02:36:39
橡胶工业(2015年8期)2015-02-23 23:41:15
小天使·六年级语数英综合(2014年10期)2014-10-20 07:03:37
河南科技(2014年19期)2014-02-27 14:15:31