
重载齿轮钢退火态带状组织控制
2020-05-16 05:08刘永昌袁淑君戈文英
山东冶金 2020年2期
刘永昌,袁淑君,戈文英
(1山东钢铁股份有限公司,山东 济南250100;2山钢股份莱芜分公司,山东 济南271104)
1 前 言
对于齿轮钢而言,带状组织是一种很严重的内部缺陷,对齿轮钢的性能和加工、热处理等带来严重的影响:破坏了钢基体的连续性,使钢的力学性能出现各向异性,降低了横向性能;恶化了钢的切削性能,使齿轮表面光洁度降低;导致齿轮渗碳硬度不均匀、淬火变形不均匀,影响齿轮的使用寿命[1]。
莱钢生产齿轮钢历史悠久,年生产量近50万t。莱钢齿轮钢带状组织在热轧态下一般控制在2.5级以下,可满足大部分用户使用要求。但随着下游重载汽车齿轮生产厂家对钢的带状组织日益严格的要求,且引入退火态带状组织的检验要求,莱钢现带状组织控制水平无法满足此项要求。因此针对重载汽车齿轮生产厂家要求退火态带状组织≤2.5级的要求,莱钢开展了齿轮钢退火态带状组织工艺控制研究工作。
2 带状组织简介
带状组织是指在热轧低碳结构钢显微组织中,沿轧制方向平行排列,形成层状或条带状分布的铁素体晶粒与珠光体晶粒[2]。钢的带状组织检验通用标准为GB/T 13299《钢的显微组织评定方法》,其根据带状铁素体数量增加,并考虑带状贯穿视场的程度、连续性和变形铁素体晶粒多少的原则进行评定。
形成带状组织的直接原因是元素偏析:由于各合金元素的扩散速度不一致,在铸坯凝固过程中产生枝晶偏析,导致钢中枝晶和枝干部分Ar3温度不一致,进而先共析铁素体形核时间与速率不同;冷却过程中,Ar3温度较高的区域优先析出铁素体,随着温度的下降,此区域的碳元素向Ar3温度较低区域富集,最终此区域转变为珠光体,从而形成铁素体-珠光体带状组织[3-4]。
采用不同的热处理手段可以改变带状组织级别,这主要是通过控制冷却速度来进行改善或恶化的。对热轧圆钢进行退火处理,其冷却速度较慢,在先共析铁素体转变区域停留时间过长,先共析铁素体得到充分的析出长大,因此带状组织变得更加严重[5]。从莱钢同一炉钢材在热轧态、退火态下带状组织检验情况(见图1)可看出,退火态带状组织相较热轧态下将提高1.0~2.5级左右,退火态带状组织严重时可达5.0级。
重载汽车齿轮与普通齿轮相比,需承受更高的抗弯强度、接触疲劳强度,要求更高的耐磨性,从而要求所使用的齿轮钢淬透性更高、韧性更好,因此一般为CrMo、CrNiMo系齿轮钢。此类钢种在热轧态下,其组织一般为铁素体+珠光体+贝氏体非平衡组织;而在退火态下,其组织成为铁素体+珠光体平衡组织,因此检验此类钢种在退火状态下的带状组织是比较合理的。
3 生产工艺改进
针对CrMo、CrNiMo系重载齿轮钢退火态带状组织≤2.5级的控制目标要求,在前期理论研究工作的基础上,莱钢通过成分优化设计、连铸工艺优化、轧制工艺优化3个方面对生产工艺进行了调整。以22CrMoH齿轮钢为例,具体如下。
3.1 成分优化设计
对于22CrMoH齿轮钢,其主要合金元素Si、Mn、Cr、Mo均会发生微观偏析,其中Si、Mo为提高Ar3温度元素,Mn、Cr为降低Ar3温度元素,因此通过合理设计上述4个元素的含量,使其对Ar3温度的影响相互抵消,从而减轻钢中不同区域Ar3温度差,可以改善带状组织。同时,结合后续退火工艺冷速慢的特点,可适当增加Si、Mo元素(提高Ar3温度的元素)含量,也可改善带状组织。会形成加重偏析的P、S有害元素,尽量往低水平控制。结合各元素对钢种淬透性的影响,对主要元素含量进行合理优化设计,具体优化情况见表1。
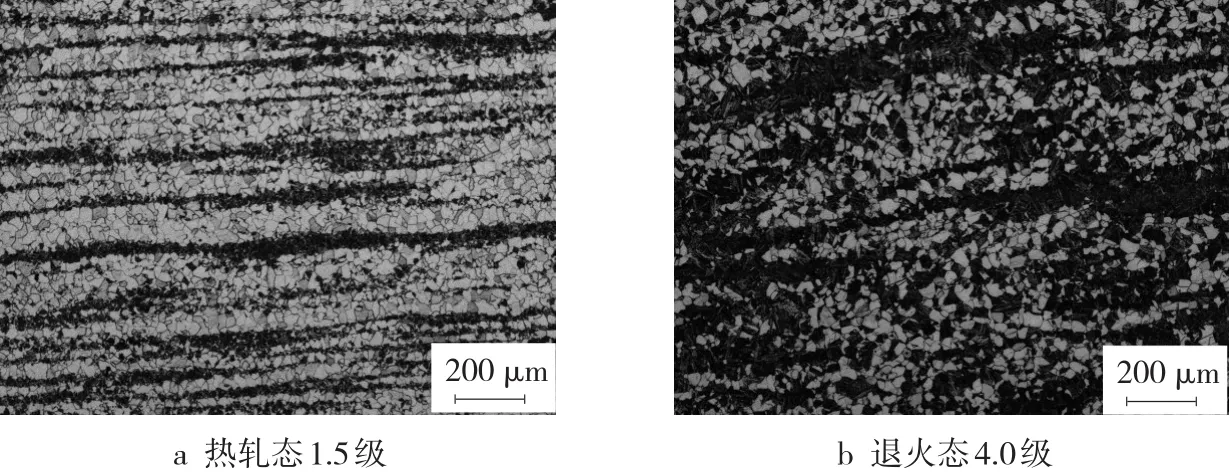
图1 不同状态下带状组织100×

表1 22CrMoH齿轮钢内控成分%
3.2 连铸工艺优化
控制好铸坯的枝晶偏析和促进合金元素的均匀化是减轻带状组织的有利手段。连铸工序中,需先控制好铸坯疏松、裂纹等宏观缺陷,再获得细小、致密的凝固组织可促使合金元素的均匀分布。即可采用低过热度浇注、“三恒”操作、加大末端电磁搅拌强度以及合理设置二冷参数等控制手段来达到改善带状组织的目的。优化后连铸主要工艺参数见表2。

表2 连铸工艺参数
同时优化生产组织,对于每一浇次前两炉非稳态浇注的炉次不能用于生产对退火态带状组织要求严格的品种。杜绝铸坯热装热送,应采用冷装冷送工艺,即铸坯需入坑缓冷后,再进行轧制生产。这是因为铸坯温降至室温过程中,奥氏体组织发生相变,生成铁素体和珠光体等组织;相变时,铁素体和珠光体等组织形核长大,并伴随着元素的扩散。相变发生后,显微组织细化,元素偏析减小,因此铸坯采用冷装冷送工艺可以降低钢材上带状组织等级。
3.3 轧制工艺优化
合理的轧制工艺将有效地抑制带状组织的形成,尤其加热制度、开轧温度、变形量以及冷却速度等参数影响较大。结合莱钢轧线配置、轧机能力以及冷却能力,为改善退火态带状组织,重点从优化加热制度方面着手研究。适当提高加热温度和延长高温段保温时间,使铸坯中元素扩散更加充分、均匀,可以达到改善带状组织的作用。同时通过较长时间加热可以使钢中奥氏体晶粒长大,使铁素体形核核心减少,也可以达到改善带状组织的作用。加热制度优化前后情况见表3。

表3 加热制度
4 生产情况
4.1 小批量试制情况
结合上述优化措施,组织生产了一浇次共8炉22CrMoH齿轮钢,铸坯坯型为Φ500 mm,其中后6炉判定为要求退火态带状组织的22CrMoH齿轮钢;成材规格为Φ120~150 mm。其实物化学成分见表4,淬透性以及退火态带状组织检验情况见表5,退火态带状组织检验图见图2。
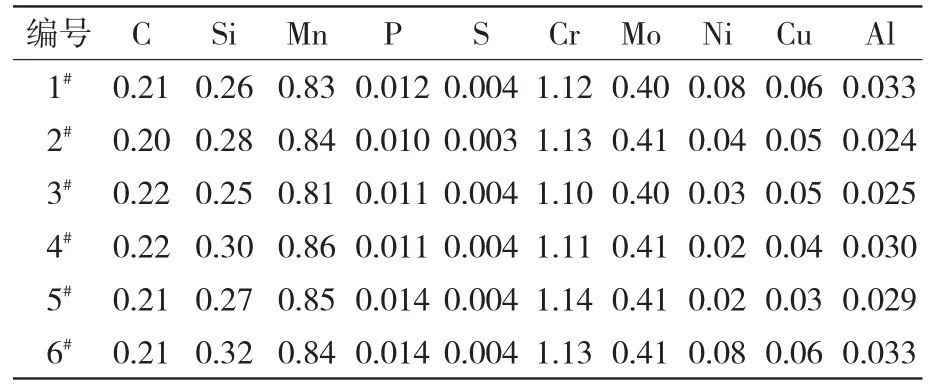
表4 实物化学成分%
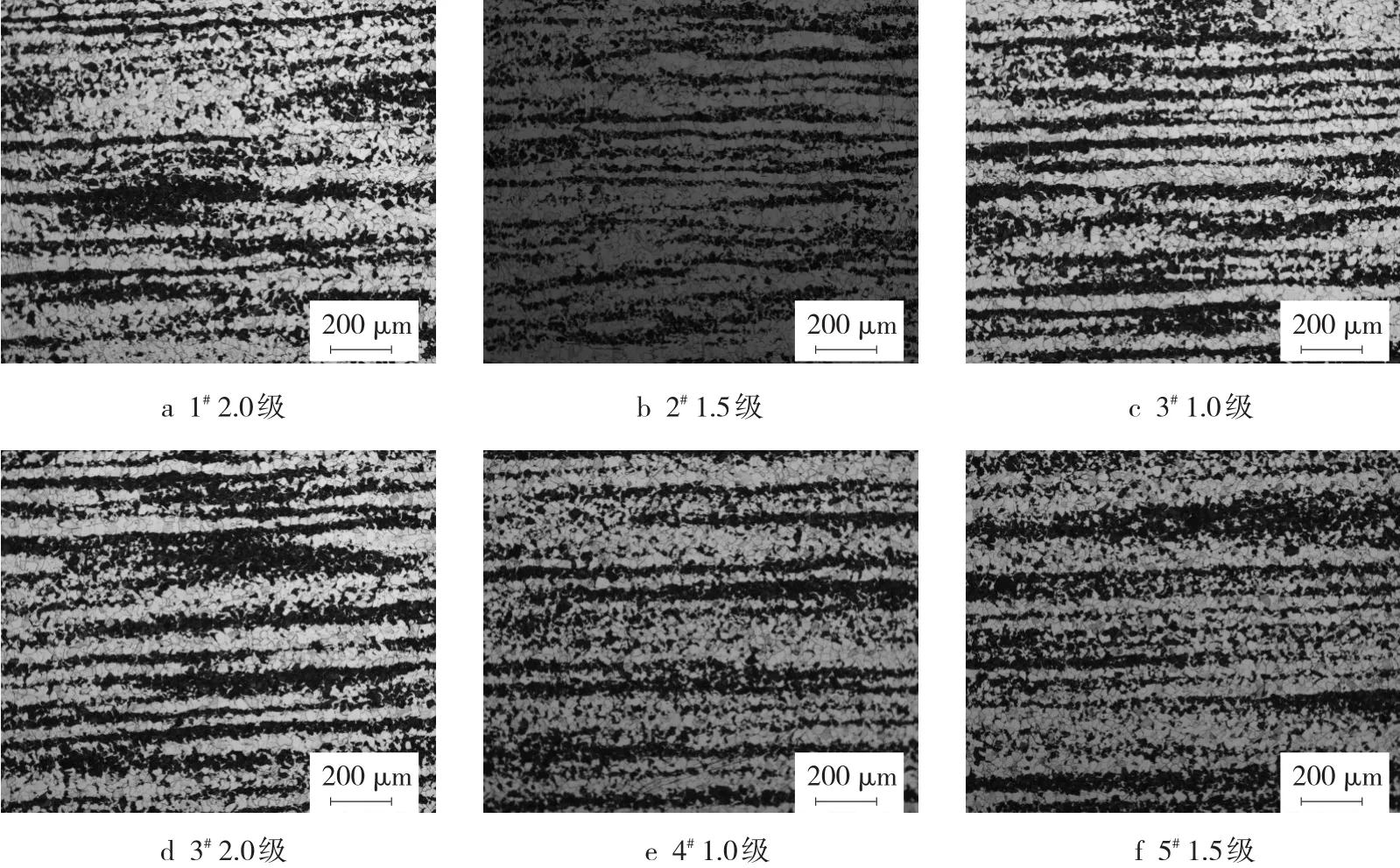
图2 退火态带状组织

表5 淬透性及退火态带状组织
从表5可以看出,此小批量试制的22CrMoH齿轮钢退火态带状组织控制在1.0~2.0级水平,满足标准要求;同时其淬透性值J15均满足标准要求,表明适当的成分优化调整未影响到钢的淬透性性能。因此可以判定本次工艺优化调整对改善退火态带状组织是可行的、有利的。
4.2 批量生产情况
对后续生产的90余炉次22CrMoH齿轮钢检验情况进行分析,见图3。
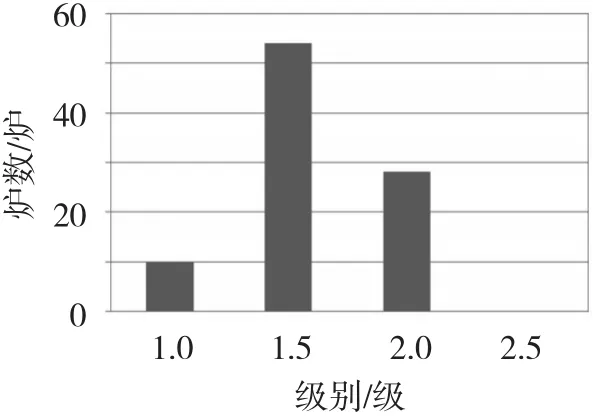
图3 带状组织控制情况
从图3可以看出,共92炉次齿轮钢中退火态带状组织控制在1.0级的有10炉,1.5级的有54炉,2.0级的有28炉,均控制在2.5级以下。
5 结语
针对CrMo、CrNiMo系重载齿轮钢原先退火态带状组织控制在3.0~5.0级的情况,莱钢通过成分优化设计、连铸工艺优化(低过热度浇注、“三恒”操作、铸坯冷装冷送)、轧制工艺优化(提高加热温度、延长加热时间)等工艺优化措施的实施,较好的改善了铸坯及钢材成分和组织的均匀性,退火态带状组织稳定控制在2.5级以下水平,满足了技术要求。
猜你喜欢
航空制造技术(2022年5期)2022-07-15
鞍钢技术(2021年2期)2021-04-20
山西冶金(2021年1期)2021-03-27
内燃机与配件(2020年7期)2020-09-10
河南冶金(2020年3期)2020-09-10
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
四川冶金(2019年1期)2019-03-22
现代冶金(2018年1期)2018-04-08
中国资源综合利用(2017年12期)2018-01-21
