提高重汽093主轴心部硬度的试验探讨
2020-09-10 07:22杨延凯
内燃机与配件 2020年7期
关键词:主轴
杨延凯


摘要:由于材料淬透性偏低,我公司093主轴渗碳淬火后,无论AICHELIN还是Ipsen多用炉,都出现了心部硬度低的情况。为解决这一问题,我公司技术工作人员进行了一系列的工艺调整及工艺试验。通过调整油淬淬火温度、淬火油温度、淬火油搅拌速度、油槽添加新淬火油、相对降低整炉装炉量,多种措施综合调整淬火冷却介质的冷却能力,并对多组试验数据及工艺参数进行分析,最终确定了最佳工艺,即:多用炉油淬,淬火温度900℃,油温30℃,搅拌速度1500r/min,油槽添加新淬火油3桶,整炉装炉量74根。工艺参数确定后,重汽093主轴心部硬度能够达标。
Abstract: Due to the low hardenability of the material, our company 093 spindle carburizing and quenching, whether AICHELIN or Ipsen multi-purpose furnace, there is a low hardness of the heart. In order to solve this problem, our technical staff carried out a series of process adjustment and process test. By adjusting the oil quenching oil quenching temperature, quenching temperature, quenching oil, stirring speed, adding new quenching oil tank, the relatively lower furnace furnace charging quantity, various measures, a comprehensive adjustment of cooling capacity of quenching cooling medium and the multiple sets of test data and the process parameters were analyzed, and finally the optimum process was determined, i.e., the multi-purpose furnace oil quenching, quenching temperature 900℃, the oil temperature 30℃, stirring speed 1500r/min, adding new quenching 3 barrels of oil tank, the whole furnace furnace charging quantity 74. After the process parameters are determined, the core hardness of the main shaft of sinotruk 093 can reach the standard.
关键词:主轴;心部硬度;淬透性;油淬
Key words: main axis;heart hardness;hardenability;oil quenching
0 引言
心部硬化是表面硬化处理齿轮硬化层的支撑基础,心部硬度低会影响齿轮的承载能力。作为渗碳齿轮的综合性指标,对承载特性要求是很高的。如果心部硬度偏低,使齿轮材料的屈服点降低,则易产生心部塑性变形,进而使齿轮表面硬化层抗剥落性能及齿根弯曲疲劳性能降低。这篇文章是对我公司重汽093主轴心部硬度偏低原因分析及解决措施。
1 工艺调整及工艺试验总体方案
我公司重汽093主轴本批次材料化学成分分析结果表明,含碳量偏下限,材料淬透性较差,心部硬度较难提高(工艺要求:直径φ52处的心部硬度?叟30HRC)。主要从提高淬火温度、降低淬火油温度、提高搅拌速度、油槽添加新淬火油3桶、相对降低整炉装炉量的方案。
1.1 工艺调整措施
①适当提高淬火温度:油淬试验淬火温度865℃、900℃;②适当降低淬火油温:淬火油温50℃、30℃;③适当加快冷却速度:油淬搅拌试验速度1500r/min;④适当向油槽添加新淬火油:油槽添加新淬火油3桶;⑤适当降低整炉装炉量:模拟093主轴装炉量由满载94根调整为74根。
1.2 工艺试验内容
①单件试验:油淬淬火温度由865℃调整为900℃,试验炉型选择易普森2#多用炉;②单件试验:油淬淬火油温由50℃调整为30℃,试验炉型选择易普森2#多用炉;③单件试验:油槽搅拌速度由1050r/min调整为1500r/min,试验炉型选择易普森2#多用炉;④单件试验:油槽内更换3桶新淬火油,试验炉型选择易普森2#多用炉;⑤单件试验:093主轴装炉量模拟由满载94根调整为74根,试验炉型选择易普森2#多用炉;⑥整炉试生產试验:综合各项有效调整措施后,进行整炉试生产,试验炉型选择易普森2#多用炉。
2 工艺试验具体实施过程及结果
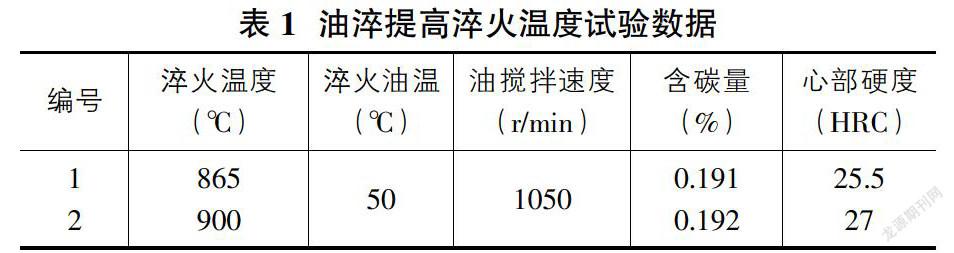
2.1 单件油淬提高淬火温度试验
①试验目的:提高淬火温度对093主轴心部硬度的影响;
②试验过程:选择易普森2#多用炉,试验将淬火温度由865℃提高到900℃,追踪淬火后心部硬度检测结果;
③试验数据如表1所示。
④试验结果分析:
从表1可以看出,本批次的093主轴油淬时,提高淬火温度,心部硬度有提高,但是仍然不能达标。
对于渗碳热处理的工艺时间可完全保证奥氏体成分的均匀化,提高淬火温度的目的是提高过冷奥氏体转变成马氏体的转变量,从而提高心部硬度。
2.2 单件油槽降低淬火油温试验
①试验目的:降低淬火油温对093主轴心部硬度的影响。
②试验过程:选择易普森2#多用炉。试验将淬火油温由50℃调为30℃,追踪淬火后心部硬度检测结果。
③试验数据如表2所示。
④试验结果分析:
由表2可以看出,本批次的093主轴油淬时,随淬火油温的降低,心部硬度有升高趋势,但依然不能达标。
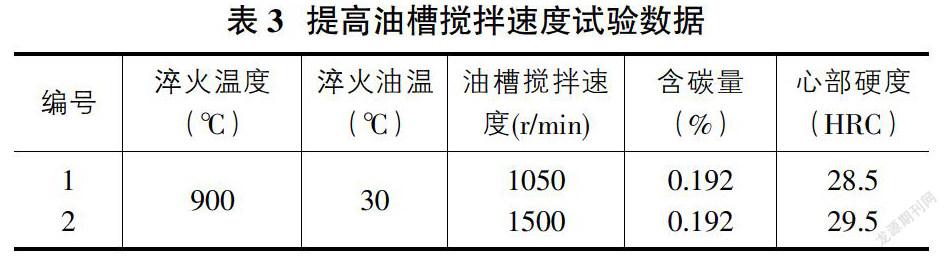
2.3 单件油淬提高油槽搅拌速度的试验
①试验目的:提高油槽搅拌速度对093主轴心部硬度的影响。
②试验过程:选择易普森2#多用炉,试验油槽搅拌速度1050r/min与1500r/min,追踪淬火后心部硬度检测结果。
③试验数据如表3所示。
④试验结果分析:
由表3,可以看出,本批次的093主轴油淬时,提高油槽搅拌速度,对心部硬度提高有一定影响,但仍然不能达标。鉴于淬火油槽搅拌速度上限为1500r/min,无法再提高油槽搅拌速度。故没有再进一步做提高油槽搅拌速度的试验。
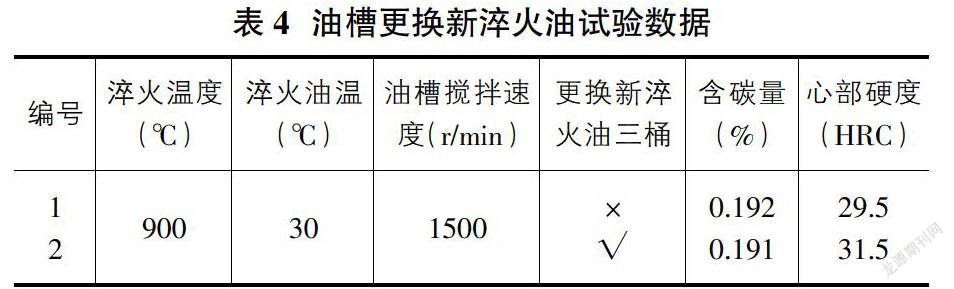
2.4 单件油槽添加新淬火油试验
①试验目的:油槽添加新淬火油对093主轴心部硬度的影响。
②试验过程:选择易普森2#多用炉,试验分别添加新淬火油(型号:Y15-Ⅱ)三桶后(我们采用了添加新淬火油以提高淬火冷却介质的冷却能力),追踪淬火后心部硬度检测结果。
③试验数据如表4所示。
④试验结果分析:
由表4可以看出,本批次的093主轴油淬时,更换新淬火油三桶后对心部硬度有影响,心部硬度满足工艺要求,但心部硬度检测值处工艺要求下限。鉴于未新添加淬火油的冷却性能均已满足我司其他产品的要求,且考虑到新淬火油成本方面的原因,不宜再继续做添加新淬火油的试验。
2.5 模拟降低整炉093主轴装炉量的试验
①试验目的:降低整炉093主轴装炉量对093主轴心部硬度的影响。
②试验过程:选择易普森2#多用炉,模拟093主轴装炉量由满载94根调整为74根,追踪淬火后心部硬度检测结果。
③试验数据如表5所示。
④试验结果分析:
由表5可以看出,本批次的093主轴油淬时,综合采取各项措施后,淬火温度为900℃,淬火油温度为35℃,油槽搅拌速度为1500r/min,模拟装炉量为74根(减少装炉量可在某种程度上提高淬冷烈度以使心部硬度提高),心部硬度能够达标合格(较试验2.4的心部硬度提高2HRC)。鉴于093主轴装炉量已减少20根,若再降低装炉量综合性价比将会较低,故未继续做降低整炉093主轴装炉量的试验。
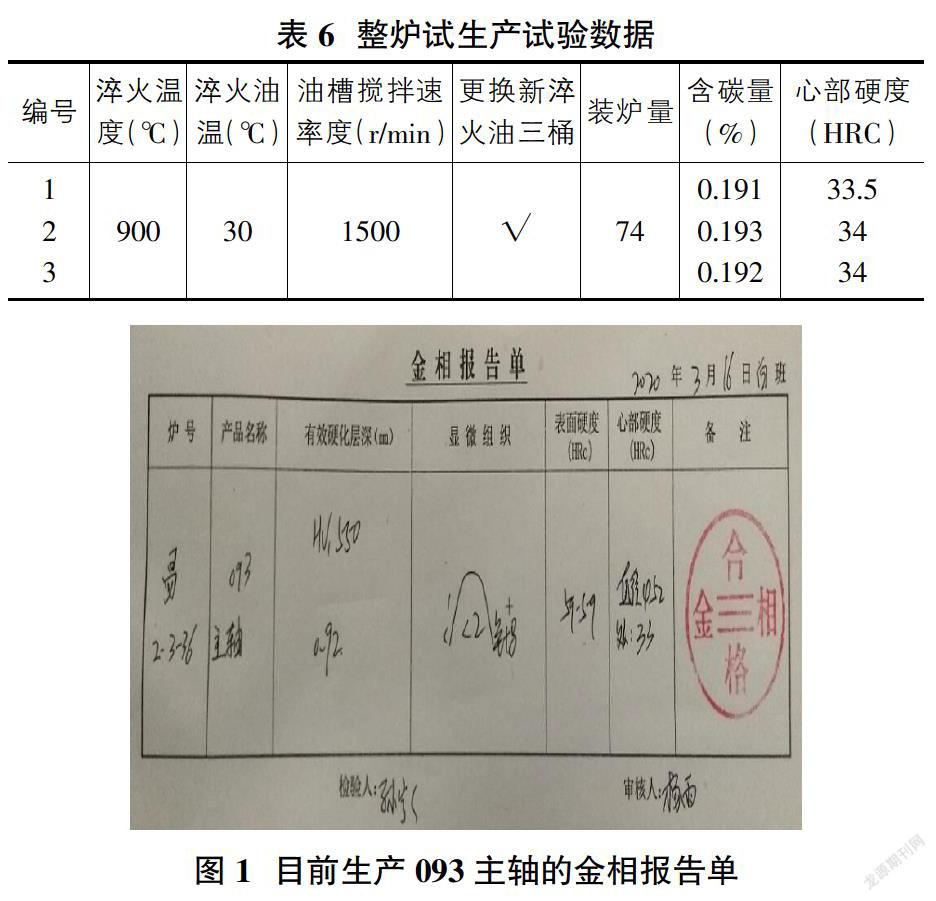
2.6 整炉试生产试验
①试验目的:检验整炉生产时工艺的可靠性。
②试验过程:选择易普森2#多用炉,试验条件:淬火温度900℃,油温30℃,搅拌速度1500r/min,油槽添加新淬火油3桶,整炉装炉量74根,结果见表6。
③试验数据如表6所示。
④试验结果分析:
由表6以及图1可以看出,采用试验确定的最终工艺,在本批次093主轴整炉试生产时,心部硬度能够合格,工艺较稳定,适合大批量生产使用。
3 结论
由于考虑到不同时期钢材成分的差异性,本组试验结论只针对本批钢材做研究参考。现小结如下:通过采取综合措施后,093主轴易普森工艺最终确定为:多用炉油淬,淬火温度900℃,油温30℃,搅拌速度1500r/min,油槽添加新淬火油3桶,整炉装炉量74根,093主轴心部硬度合格。对于用于汽车渗碳齿轮的参数,要求是很高的,不仅需要达到一定的抗弯强度,还同样需要具备足够的抗冲击性等。这样高标准的要求下,有利于控制并减少热处理时出现变形的情况,在不断进步的工艺中得到高质量的齿轮。
参考文献:
[1]刘超.汽车渗碳齿轮的心部硬度控制[J].时代汽车,2019(01):141-142.
[2]李玉婕,赵洪花.汽车渗碳齿轮的心部硬度控制[J].金屬加工(热加工),2018(08):13-16.
[3]陈文涛.齿轮齿根及心部硬度不足原因分析及修正措施[J].工具技术,2010,44(09):120.
猜你喜欢
科技研究(2021年21期)2021-10-12
科学与技术(2019年18期)2019-04-17
环球市场信息导报(2018年17期)2018-08-05
中国科技纵横(2017年3期)2017-03-29
科学与财富(2016年34期)2017-03-23
科技与创新(2016年11期)2016-06-28
读与写·下旬刊(2016年6期)2016-06-24
中国机械(2015年1期)2015-10-21
中国机械(2014年24期)2014-10-21
科技致富向导(2013年18期)2013-10-31