
履带用渗碳渗透件的返修热处理工艺
2020-05-15 03:27:00陈丹马强张诗正
金属加工(热加工) 2020年5期
陈丹,马强,张诗正
山推工程机械股份有限公司 山东济宁 272023
履带用渗碳销套是工程机械履带底盘件中的关键零件,在使用过程中要求销套具用高的耐磨性能和良好冲击韧度,销套材料一般为20CrMnTi进行渗碳淬火处理,内外表面硬度要求57~63HRC,内外硬化层深要求2.2~3.5mm,心部硬度30~45HRC,表面碳浓度0.7%~0.9%。为达到以上要求,我公司采用的热处理工艺为气体渗碳炉渗碳,缓冷后通过感应透热工艺进行销套加热淬回火。在生产过程中,由于渗碳工序控制不良或设备故障出现销套渗层渗透的现象(心部wC为0.4%~0.5%)。对于渗透的工件一般采用高温长时间脱碳处理,为防止氧化采用较低的碳势进行保护,在脱碳过程中定期取样进行检查,达到脱碳要求后再进行正常的渗碳处理。此方法返工周期很长,返工成本高于销套价值,往往对渗透的销套直接进行报废处理,造成制造成本的增加。
1 返修热处理工艺
为了解决以上问题,结合公司的实际设备情况,通过多次试验,找到了一种较为经济的销套渗碳渗透返工的工艺方法。
渗碳渗透件返修工艺:渗碳→缓冷→透热淬火→外周感应淬火→回火。即对渗透返修件按正常的渗碳淬火处理后再进行外周感应淬火、回火。其具体方法如下:
1)渗碳渗透销套感应透热淬火:加热温度840~900℃,回火温度160~220℃,采用水基淬火液进行强制冷却,使销套渗透截面全部硬化。
2)外周感应淬火,内孔喷液冷却:全部硬化的返工件,采用外周感应淬火、内孔喷液冷却的方法,对外周进行感应热处理,使外部再次硬化;内孔在加热时进行喷液冷却,因此仍然保持第一次淬火硬度。此方法使内外表面硬度高,而心部由于外周加热热影响区造成心部硬度下降,从而实现外部硬而心部较软的技术要求。
3)返修件进行去应力回火,回火温度160~240℃,保温时间150min以上。
2 质量确认
渗碳渗透的销套按以上返修工艺处理后进行表面硬度、硬化层深检查,金相组织及压扁试验。同时与正常件进行了对比,结果如下。
2.1 表面硬度与硬化层深检查
表1为返修渗碳销套与正常生产销套结果对比,从中可以看出:
1)表面硬度在58~61HRC,满足热处理技术要求,同时与正常件相比无明显区别。
2)外层硬化层深在3.0mm,内层硬化层深2.8mm,满足热处理技术要求。
3)心部硬度最低在31HRC,而正常件心部硬度最低42HRC,两者相比,正常生产件的心部硬度比返修工件心部硬度高。
这是由于返修工件在外周淬火时,由于热影响区温度过高造成高温回火现象,从而造成心部硬度降低。而正常件生产时心部组织为低碳马氏体,因此心部硬度较高。

表1 销套截面硬度检查结果

图1 销套硬化梯度对比
2.2 金相组织对比
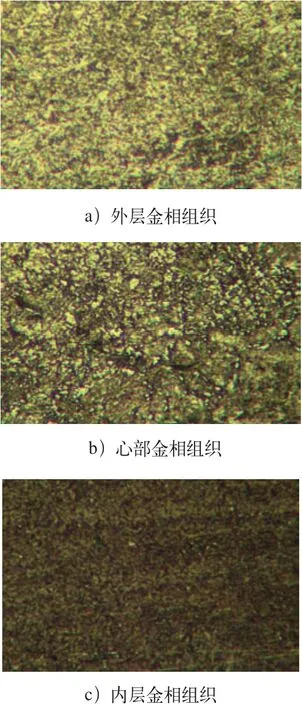
图2 返修工件(400×)
图2 为返修销套内外表层与心部金相组织,图3为正常销套内外表层与心部金相组织。返修销套内外层金相组织为针状马氏体+少量残留奥氏体及极少量碳化物,心部组织为托氏体+铁素体+回火索氏体等混合组织,这是由于心部wC为0.4%~0.5%,在感应透热时得到马氏体组织,在第二次外周淬火时处于热影响区的组织温度较高,心部部分组织被回火得到回火索氏体,部分组织重新加热到A+F两相区间,在随后的冷却时得到F及极细的类P组织。因此造成返销套的心部组织为S回+F+托氏体的混合组织。而正常工艺生产的销套心部组织为板条状低碳马氏体组织。
2.3 压扁试验对比
对返修的销套进行压扁试验,断点力为82.79kN,断点位移为1.84mm,与正常件压扁无明显区别,如图4所示。

图4 压扁试验
3 结束语
通过对渗碳渗透件的返修热处理及检验可以得出:
1)返修的渗碳销套表面硬度、硬化层深、心部硬度均能达到渗碳销套的热处理技术要求。
2)与正常工艺生产的销套相比,返修销套心部硬度较低。
3)从金相组织来看,内外层近表面组织无明显变化,心部组织返修工件为托氏体+铁素体+回火索氏体的混合组织,正常件为低碳马氏体组织。
4)从压扁试验结果来看,返修工件与正常件断点力与断点位移无明显区别。
基于以上结果,我们对渗碳渗透工件按返修工艺方法进行热处理,然后全部进行MT检测,无裂纹产生。同时进行装机试验并跟踪发现返工的销套与正常件使用性能无明显区别,达到了预期的效果。
猜你喜欢
中国冶金文摘(2024年2期)2024-05-20 09:54:49
煤气与热力(2023年1期)2023-02-10 02:53:54
中国特种设备安全(2021年11期)2021-05-05 06:13:08
名作欣赏·学术版(2021年1期)2021-02-08 08:35:50
阅读与作文(英语初中版)(2020年10期)2020-11-06 05:50:11
科技风(2019年23期)2019-10-21 21:09:05
中小企业管理与科技(2018年7期)2018-11-06 09:11:34
汽车实用技术(2018年20期)2018-10-26 08:19:46
汽车实用技术(2018年19期)2018-10-22 08:39:32
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
