传统食醋浓缩醋膏工艺条件优化
2020-05-12 06:59:52张小凤吴亚楠刘小菁赵方圆
中国酿造 2020年3期
刘 静,张小凤,赵 楠,吴亚楠,刘小菁,贾 雯,赵方圆,郑 宇*
(天津科技大学 生物工程学院 天津市微生物代谢和发酵过程控制工程研究中心,天津 300457)
传统食醋因其富含酚类、类黄酮、类黑素、有机酸、氨基酸、多糖和四甲基吡嗪等营养功效成分,被誉为健康食品[1]。研究表明传统食醋具有抗疲劳、调节血糖、调节血脂、降血压、抗氧化、抗癌、促进食欲、预防骨质疏松等多种生理功能[2]。食醋中的抗氧化活性物质具有清除自由基的能力,在预防氧化应激相关疾病中发挥着重要作用[3],其抗氧化活性与多酚、黄酮等功能组分有关[4]。
醋膏产品简单而言是食醋经过日积月累日晒夜露自然浓缩而成的膏状体[5]。有记载说到醋膏的制作工艺是将酿造好的食醋放进醋缸子中,让食醋经历夏天三伏天的暴晒,冬天三九天的冷冻,重复这样的过程长达二十年左右,陈醋就变为膏状的东西,则称之为醋膏[6]。陈酿过程发生了挥发、酯化、缩合等复杂的物理化学作用,不仅改善了食醋的口感,同时也浓缩了功效成分,提高了产品的品质[7]。经过长时间的陈酿过程得到的醋膏产品的基本指标应该要达到基本老陈醋的基本指标,甚至要优于其老陈醋的指标。因此本次工艺得到的醋膏产品最终采用国家对老陈醋[8]所指出的主要指标,其指标为总酸≥9.0 g/100 mL、氨基酸态氮≥0.3 g/100 mL和无盐可溶性固形物≥20.0 g/100 mL。利用“夏伏晒,冬捞冰”原理,将冷冻浓缩工艺和蒸馏浓缩工艺结合起来制备醋膏,不仅利用低温将食醋中的水以冰晶的形式析出,还利用蒸馏浓缩工艺的加热处理加速了酯化反应、美拉德反应、缩合反应[9]等反应使食醋的陈酿速率得以提升,使食醋中的多酚、黄酮、四甲基吡嗪等有益成分得到富集,从而提高醋膏产品的品质[10]。本研究采用冷冻浓缩和蒸馏浓缩技术制备醋膏,并通过单因素试验及响应面试验优化醋膏工艺条件,旨在开发一款新型的食醋衍生产品,以更好满足市场需求。
1 材料与方法
1.1 材料与试剂
某品牌山西食醋:购于天津市大润发超市;酒石酸、L-苹果酸、乳酸、柠檬酸、琥珀酸(纯度均>98%):美国Sigma公司;乙腈(色谱纯):德国Merck公司;复合酸味剂:法国LALLE-MAND公司;葡萄糖、邻苯二甲酸氢钾、亚硝酸钠、氢氧化钠、酒石酸钾钠、亚硫酸(均为分析纯):国药集团化学试剂有限公司;酵母抽提物:安琪酵母有限公司;食盐、白砂糖:市售。
1.2 仪器与设备
1260 infinity高效液相色谱(high performance liquid chromatography,HPLC)仪:美国安捷伦仪器科技有限公司;Diamonsil(R)C18高效液相色谱柱(150 mm×4.6 mm,5 μm):北京迪马科技有限公司;WFZUV-2000紫外可见分光光度计:尤尼柯(上海)仪器有限公司;AR1140电子分析天平:奥豪斯国际贸易(上海)有限公司;5804R高速台式冷冻离心机:德国Eppendorf公司;STARTER3100 pH计:奥豪斯仪器(上海)有限公司;DW-86L386超低温冰箱:中国海尔集团。
1.3 实验方法
1.3.1 醋膏加工工艺流程及操作要点
食醋→冷冻浓缩→蒸馏浓缩→调配→过滤→均质→杀菌→冷却→醋膏
操作要点:
冷冻浓缩:将食醋进行冷冻处理,首先进行预冷,预冷温度在4 ℃,预冷时间为24 h,预冷处理中可以过滤除掉一些淀粉、蛋白、脂肪等大分子化合物,提高产品稳定性。预冷过滤后的醋液进行冷冻浓缩处理。冷冻温度为-10 ℃,冷冻浓缩处理时间为12 h,冷冻处理是将水以冰晶形式析出,从而得到冷冻浓缩醋液。
蒸馏浓缩:将冷冻浓缩处理后得到的冷冻浓缩醋液进行加热浓缩,加热温度为55 ℃,真空度为0.1 MPa,冷凝水温度为15 ℃,加热浓缩处理时间为30 min,分别得到蒸馏醋液和浓缩醋液。
调配:分别对浓缩醋液和蒸馏醋液进行调配,向浓缩醋液中加入一定量的酵母抽提物、食盐、白砂糖、复合酸味剂等进行搅拌混匀得到调配醋膏。
过滤:将调配的醋膏原料进行过滤,除去原料中的不溶性大颗粒杂质物质。
均质、杀菌:经调配过滤得到的醋膏原料经过均质机处理,使其颗粒均一。均质温度25 ℃、压力20 MPa;灭菌条件:温度121 ℃、时间10 s。
冷却:经过杀菌的产品冷却至25 ℃后得到灭菌的醋膏产品。
1.3.2 醋膏的感官评价
采用定量描述法对醋膏产品进行感官评定[11],由经过感官品评培训并筛选后的10名成员组成品评组,收集评价结果进行统计分析。醋膏感官描述词汇及定义见表1,感官评分标准见表2,满分10分。

表1 醋膏感官描述词汇及定义Table 1 Vocabularies and definitions of sensory description for vinegar paste

续表

表2 醋膏的感官评分标准Table 2 Sensory evaluation standards of vinegar paste
1.3.3 理化指标的测定
总酸、还原糖、氨基酸态氮、无盐可溶性固形物、黄酮、多酚含量等指标参照国标GB/T 19777—2013《地理标志产品山西老陈醋》中规定的方法进行测定;碳水化合物含量(淀粉含量+还原糖含量)按国标GB/T 5009.9—2008《食品中淀粉的测定》中规定的方法测定食醋中淀粉;食醋中有机酸的检测采用HPLC法。
1.3.4 浓缩醋膏冷冻温度及蒸馏温度优化
预处理温度的确定:预处理温度分别设定为-5 ℃、-3 ℃、0 ℃、4 ℃、25 ℃,分别考察不同预处理温度对总酸、氨基酸态氮及无盐可溶性固形物等醋膏理化指标的影响。
冷冻温度的确定:冷冻温度分别设定为0℃、-5℃、-10℃、-15 ℃、-20 ℃条件下,分别考察不同冷冻温度对总酸、氨基酸态氮及无盐可溶性固形物等醋膏理化指标的影响。
蒸馏温度的确定:将冷冻浓缩得到的醋液进行蒸发处理,将蒸馏温度分别设定为45 ℃、50 ℃、55 ℃、60 ℃、65 ℃,分别考察不同蒸馏温度对总酸、氨基酸态氮及无盐可溶性固形物等醋膏理化指标的影响。
1.3.5 醋膏工艺条件优化
(1)Plackett-Burman试验
采用Plackett-Burman试验设计优化醋膏工艺条件。以单因素确定的各因素最佳添加水平为中心点,选取高低两个水平[12],分别设酵母提取物(A)、食盐(B)、白砂糖(C)、预冷温度(D)、冷冻温度(E)、蒸馏温度(F)为自变量,以感官评分(Y)为因变量。Plackett-Burman试验设计见表3。
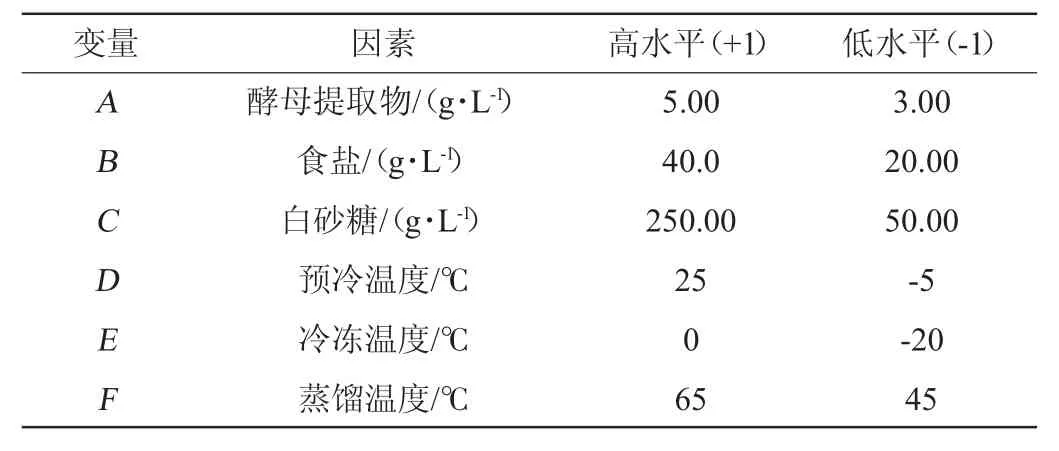
表3 Plackett-Burman试验因素与水平Table 3 Factors and levels of Plackett-Burman tests
1.3.6 Box-Behnken设计及响应面分析[13]
为了确定醋膏最佳工艺条件,根据Box-Behnken中心组合实验设计原理,采用3因素3水平的三元二次响应面分析方法,以最陡爬坡试验得出酵母提取物(X1)、白砂糖(X2)及蒸馏温度(X3)3个显著因素的较优值作为中心点,每个因素在中心点上下适当范围内再取两个水平,分别编码为-1、0、+1,以感官评分(Y)为响应值,Box-Behnken试验设计因素与水平见表4。

表4 Box-Behnken试验因素与水平Table 4 Factors and levels of Box-Behnken tests
1.3.7 统计分析
所有测定值均平行测定3次。结果表示为平均值±标准偏差,所有方差分析均使用SPSS 18.0软件进行,品种间差异采用单因素方差分析和邓肯检验,P<0.05。相关系数(R)采用Pearson相关检验。
2 结果与分析
2.1 浓缩醋膏冷冻温度及蒸馏温度
2.1.1 预处理温度的确定[14]
设定不同的预处理温度对食醋进行处理,再以-10 ℃的冷冻温度处理得到的冷冻浓缩醋液进行理化指标测定结果见表5。
由表5可知,预处理对最终的冷冻浓缩醋液的氨基态氮的影响较为明显,在较低的温度下进行预冷处理对食醋的氨基酸态氮的含量有所损失,但是在4 ℃的预冷处理对氨基态氮的含量基本不影响。综合各因素最终确定预冷温度为4 ℃时,不仅能提高冷冻浓缩醋液的总酸的同时还能保持氨基酸态氮和无盐可溶性固形物的含量不发生损失,因此确定最终的冷冻浓缩工艺的预处理温度为4 ℃,冷冻温度为-10 ℃。

表5 不同预处理温度对浓缩醋液理化指标的影响Table 5 Effect of different pretreatment temperature on physicochemical indexes of concentrated vinegar
2.1.2 冷冻温度的确定
冷冻浓缩醋液主要理化指标测定结果见表6。

表6 不同冷冻温度对浓缩醋液理化指标的影响Table 6 Effect of different freezing temperature on physicochemical indexes of concentrated vinegar
由表6可知,冷冻温度为0 ℃时,冷冻浓缩的醋液的总酸为(5.56±0.12)g/100 mL、氨基酸态氮为(0.19±0.01)g/100 mL、无盐可溶性固形物为(5.78±0.12)g/100 mL。当冷冻温度降低到-10 ℃时,冷冻浓缩的醋液的总酸为(8.29±0.17)g/100 mL、氨基态氮为(0.27±0.03)g/100 mL、无盐可溶性固形物为(7.56±0.08)g/100 mL。再进一步将温度降低其主要的理化指标没有发生明显的变化。因此最终确定冷冻温度为-10 ℃。
2.1.3 蒸馏温度的确定[15]
设定不同蒸馏温度工艺对食醋进行蒸馏浓缩处理,并对所得产品进行主要理化指标测定,结果见表7。
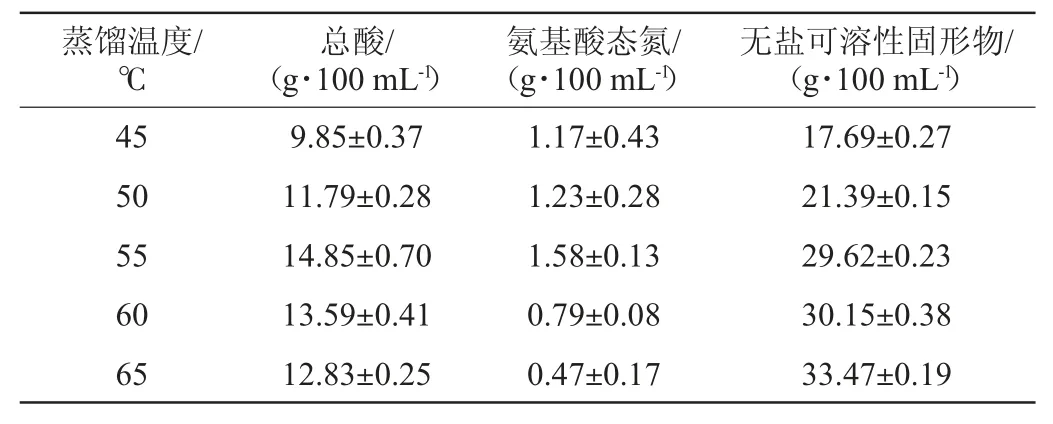
表7 不同蒸馏温度对醋膏理化指标的影响Table 7 Effect of different distillation temperature on physicochemical indexes of vinegar paste
由表7可知,55 ℃的蒸馏温度下,醋膏原料的各项理化指标都优于其他蒸馏温度下的醋膏原料的理化指标,总酸为(14.85±0.70)g/100 mL、氨基酸态氮为(1.58±0.13)g/100 mL、无盐可溶性固形物为(29.62±0.23)g/100 mL。随着蒸馏温度的增加,最终得到的醋膏原料的无盐可溶性固形物的含量在不断的增加,但是氨基酸态氮的含量是现增加后下降。所以综合考虑最终确定蒸馏浓缩工艺的蒸馏温度确定为55 ℃。
2.2 醋膏工艺条件优化
2.2.1 影响醋膏风味的主要因素的确定
利用感官评价的方法分析并确定了影响醋膏产品风味的主要因素,结果见图1。
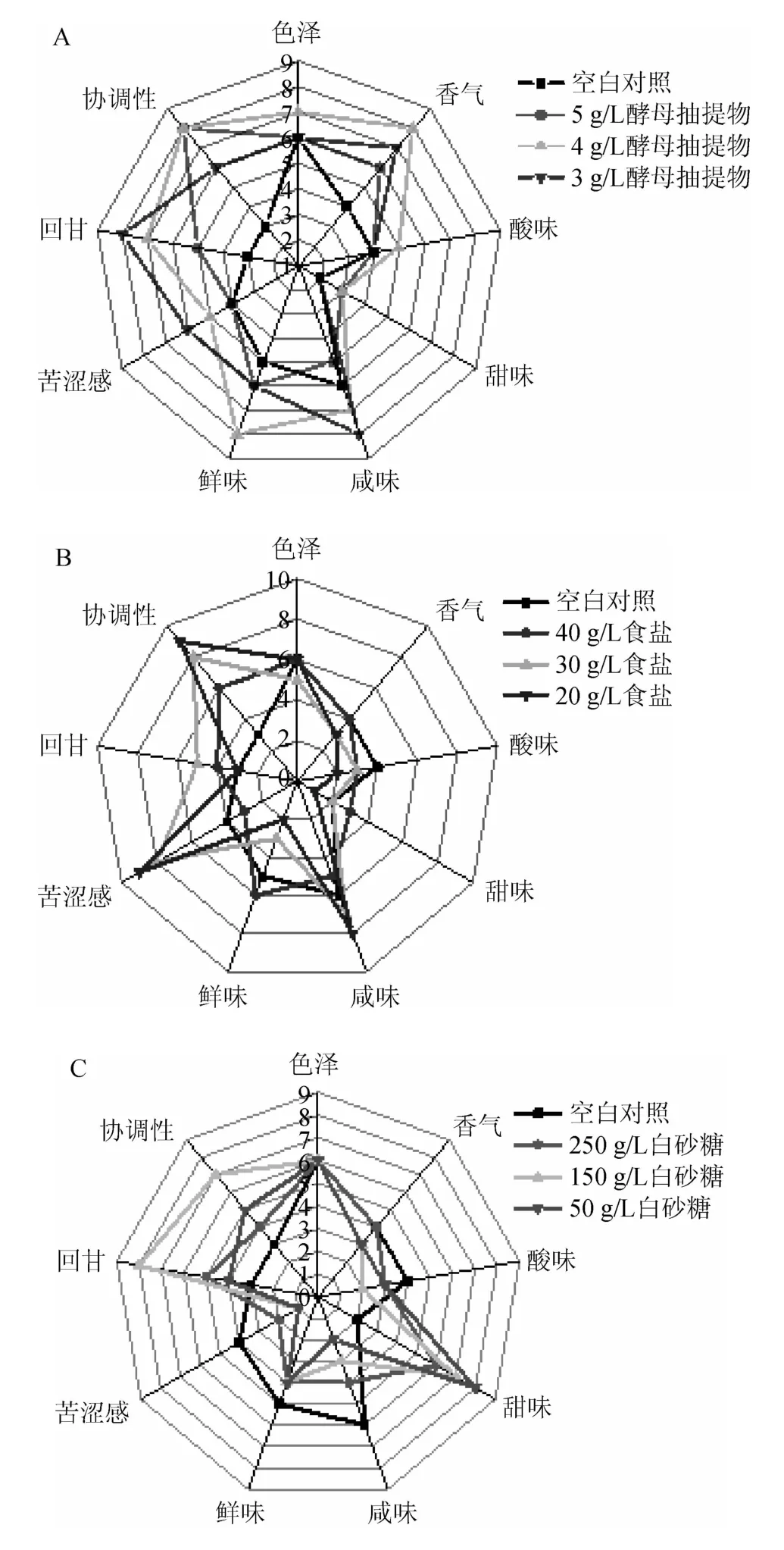
图1 不同组分对醋膏产品风味影响雷达图Fig.1 Radar maps of effect of different components on the flavor of vinegar paste product
由图1可知,通过感官品评实验对添加不同种配料与空白对照进行对比,添加了酵母抽提物对产品具有增鲜提味及口味协调方面具有突出贡献[16],以4 g/L添加量效果最佳。白砂糖作为一种甜味剂能中和醋膏中的酸味,随着添加量的增加,回甘效果会减弱,以150 g/L添加量效果最佳。但由于蒸馏过程中温度变化,糖类、脂类、蛋白类物质会发生美拉德反应,赋予醋膏更为丰富的色泽及香味[17]。食盐能够产生咸味,但添加过量则会使醋膏产生苦涩味,影响口感,故食用盐以30 g/L添加量效果最佳。
将浓缩醋膏与辅料进行复配,制成醋膏,在风味和口感上得以提升,并对食醋的营养物质进行了保留。根据雷达图的结果确定酵母抽提物、食盐、白砂糖能够影响醋膏产品的口感,需进一步优化。
2.2.2 Plackett-Burman设计筛选显著因子[18-19]
酵母提取物(A)、食盐(B)、白砂糖(C)、预冷温度(D)、冷冻温度(E)、蒸馏温度(F)为自变量,以感官评价综合得分为因变量。Plackett-Burman试验设计结果见表8,各因素效应分析见表9。
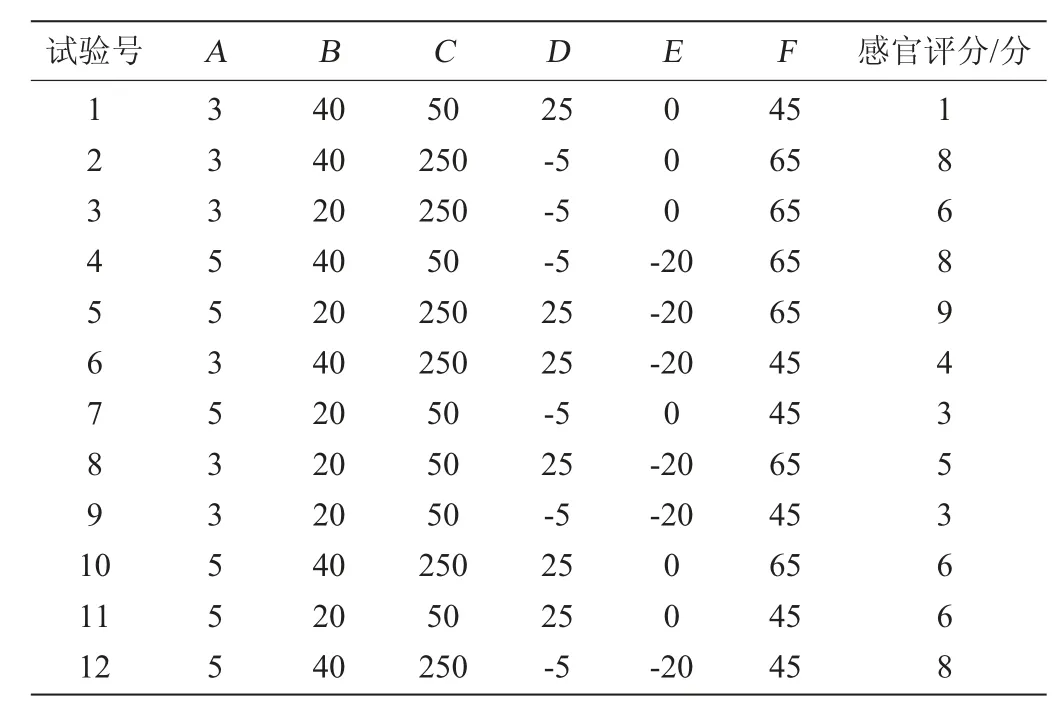
表8 Plackett-Burman试验设计及结果Table 8 Design and results of Plackett-Burman tests

表9 Plackett-Burman试验各因素效应分析Table 9 Effect analysis of each factors of Plackett-Burman tests
由表9可知,Prob>F小于0.10的因素分别为酵母抽提物、白砂糖、蒸馏温度,说明这三个因素对醋膏风味影响较为显著,因而确定这三个因素作为下一步实验的关键因素,由于其他因素影响不显著,其取值则根据各因素效应的正负和大小确定,故确定食用盐添加量为15 g/L,预冷温度为4 ℃,冷冻温度为-10 ℃。
2.2.3 工艺条件优化Box-Behnken 试验
以酵母抽提物(X1)、白砂糖(X2)、蒸馏温度(X3)为自变量,感官评分(Y)为响应值,以3.5 g/L、125 g/L、55 ℃为中心点,进行Box-Behnken试验设计。Box-Behnken 试验设计及结果见表10,方差分析见表11。

表10 Box-Behnken试验设计结果Table 10 Design and results of Box-Behnken tests
利用Design Expert8.0.6软件对表10结果进行二次多项回归拟合[20],获得感官评价对酵母抽提物、白砂糖、蒸馏温度的多元二次回归方程:


表11 回归模型的方差分析Table 11 Variance analysis of quadratic model
由表11可知,模型中F值=28.84,P<0.000 1,说明模型差异极显著(P<0.01);失拟项F值为3.82,P值为0.082,说明失拟项不显著(P>0.05),回归模型可以接受;各二次项的P<0.01,影响极显著,同时交互项X1X3的P<0.05,影响显著,实验所得模型决定系数为97.37%,校正决定系数为94.00%,表明模型拟合程度良好。
通过对回归模型进行响应面分析,各因素交互作用的响应面及等高线见图2。由图2可知,各个因素之间有一定交互作用,在固定酵母抽提物添加量时,白砂糖与蒸馏温度之间交互作用较显著。
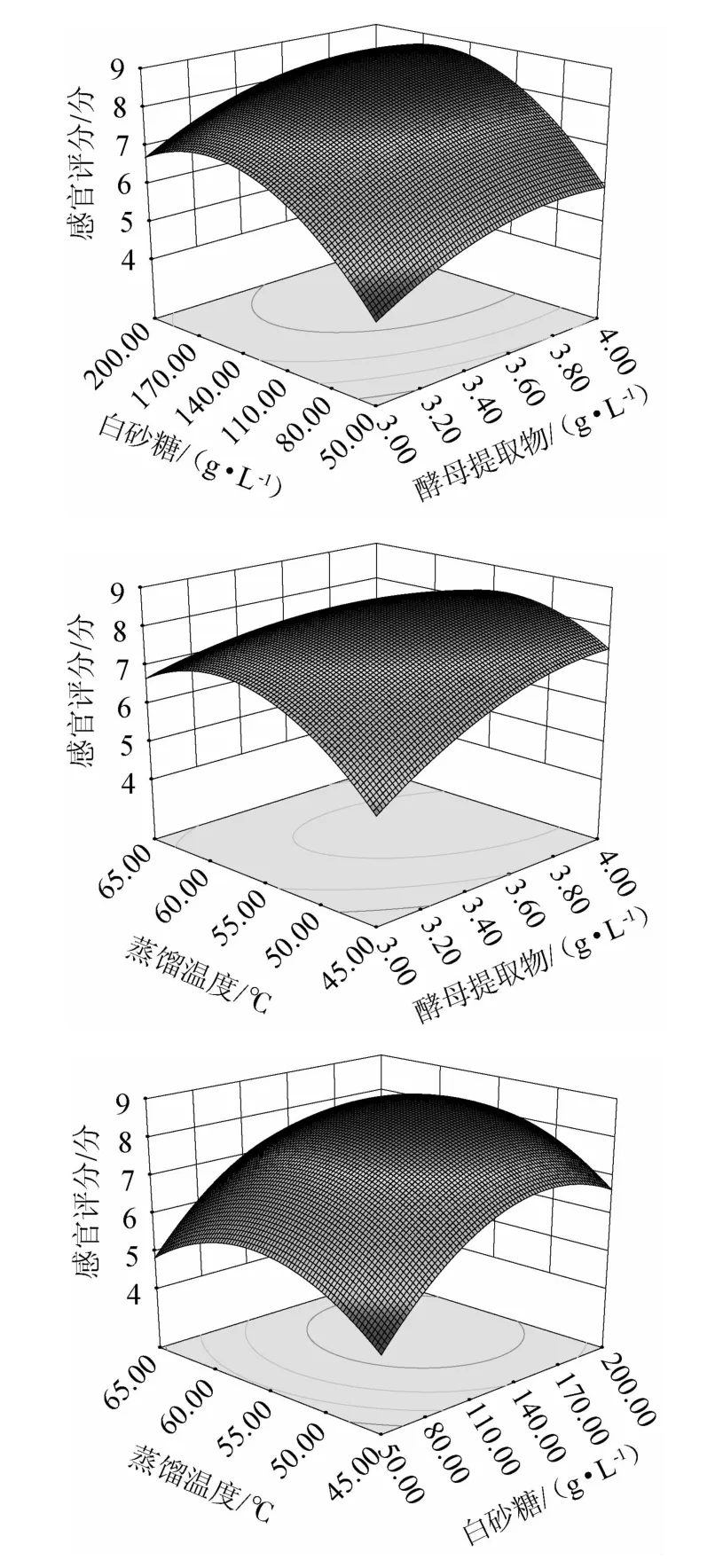
图2 各因素交互作用对醋膏感官品质影响的响应曲面及等高线Fig.2 Response surface plots and contour lines of effect of interaction between each factors on sensory quality of vinegar paste
2.3 醋膏产品品质分析
醋膏产品进行基本理化指标分析,结果见表12。由表12可知,醋膏产品含有较为丰富的多酚、黄酮等功效成分。有机酸是食醋的重要组成部分,有机酸具有抗菌、抗炎、抗肥胖等多种生物效应[21]。醋膏产品中有机酸的主要成分为醋酸和乳酸,约占总有机酸组成的90%,说明调配最终得到的醋膏产品不仅具有保健功效还拥有丰富的口感。

表12 醋膏理化指标及有机酸含量分析结果Table 12 Analysis results of physicochemical indexes and organic acid contents of vinegar paste
3 结论
本研究利用了食醋为原料,通过催陈、浓缩的技术将液体食醋制成一款醋膏。在制作工艺上,冷冻浓缩方法,有效保留了食醋酿造过程中产生的香气物质,醋香浓郁,也使醋液品质的得以提升;蒸馏浓缩过程加速了分子热运动加快食醋中营养物质的积累,同时蒸馏浓缩对食醋中的微生物具有杀菌作用。结果表明,最佳工艺条件为预冷温度4 ℃,冷冻温度-10 ℃,蒸馏温度55 ℃,酵母抽提物3.5 g/L,白砂糖125 g/L。利用该优化工艺得到的醋膏产品膏体浓稠,风味怡人,具有良好的推广应用前景。
猜你喜欢
天津农学院学报(2023年5期)2023-12-25 10:34:28
煤气与热力(2022年4期)2022-05-23 12:44:58
食品安全导刊(2021年20期)2021-08-30 06:40:24
煤气与热力(2021年7期)2021-08-23 01:11:10
中学生数理化·八年级物理人教版(2017年3期)2017-11-09 03:05:39
中国调味品(2017年2期)2017-03-20 16:18:25
水科学与工程技术(2016年2期)2016-07-10 10:19:57
妇女生活(2016年1期)2016-01-14 11:54:21
中国果菜(2015年8期)2015-12-10 06:37:50
中国酿造(2014年9期)2014-03-11 20:21:03