
直缝埋弧焊管铣边坡口实时测量系统及其应用
2020-05-12 06:24:38王习彬郝大顺
焊管 2020年4期
王习彬,郝大顺,刘 东
(渤海装备巨龙钢管有限公司,河北 青县 062658)
铣边是直缝埋弧焊钢管生产的主要工序之一,其目的是通过对原料钢板两边进行铣削加工,使加工后的板宽达到钢管外圆周长,并为后续钢管焊接过程提供焊接坡口,以保证钢管成型过程的几何形状和尺寸精度以及后续焊接加工质量。 因此,实时检测铣边坡口数据,对保证其满足生产工艺要求具有重要的意义。
1 铣边坡口测量系统设计
1.1 坡口形貌及参数
钢板坡口形貌及参数如图1 所示。 实际生产中,受到工况等因素的限制,通常需要操作人员使用卷尺、游标卡尺等测量工具对铣边坡口进行抽点测量,需停机操作,测量数据的准确性受人为因素影响,且测量过程存在安全风险。 本研究基于激光测量技术,开发了可实时测量铣边过程中钢板坡口数据的测量系统。
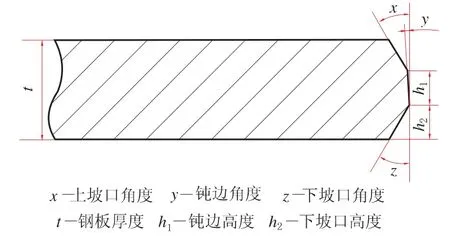
图1 钢板坡口形貌及参数
1.2 铣边坡口测量系统设计思路
铣边坡口测量系统主要由超高速轮廓测量激光传感器、编码器、PLC 控制器、伺服电机及其驱动器、线性模组、传感器固定支架、网络交换机和计算机等构成,通过超高速轮廓测量激光传感器对坡口进行测量,输出端通过网络接口接入计算机对数据进行采集、分析和输出。 测量系统结构如图2 所示。
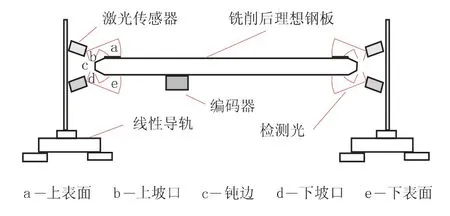
图2 测量系统结构示意图
该装置适用于Φ508 mm~Φ1 422 mm 直缝埋弧焊管生产过程中铣边坡口参数的测量,具体使用范围见表1。 系统测量、控制流程整体设计如图3 所示。 首先,根据设置的钢板宽度参数,PLC 控制伺服电机旋转,带动高速轮廓测量激光传感器安装支架在线性模组上运动至测量位置,做好测量的准备工作。 其次,铣边过程中钢板在辊道上移动,编码器对钢板位置进行计长标定,激光传感器采集钢板轮廓数据,数据通过网络传输至计算机。 最后系统软件通过核心算法对激光传感器采集的钢板坡口轮廓数据进行处理分析,最终得出坡口参数,在软件人机界面上实时显示。

表1 测量装置适用范围

图3 系统测量、控制流程图
1.3 铣边坡口测量系统硬件及软件的选择
铣边坡口测量装置中选用西门子S1200 型PLC,内置 PROFINET 接口,12 路输入点和 14 路输出点。 选择德国SmartRay 公司的ECCO75-100型3D 激光传感器,视野范围72~124 mm,测量范围100 mm,工作距离 150 mm,垂直分辨率5~12 μm,水平分辨率 42~70 μm,线性度0.08 μm/mm,重复精度 0.8 μm,可识别细微缺陷,实现可靠的检验和测量。 生产过程中原料钢板会出现翘边及波浪弯等情况,为了保证测量范围和角度,两个激光传感器为1 组,呈一定角度固定安装。 在生产过程中,为了降低电磁干扰,激光传感器和计算机之间的连接使用6 类网络电缆。 为了降低强烈光线对激光传感器的干扰,现场需要做相应的防光线干扰处理。
电机使用松下MHMJ042P1S 型伺服电机,实现位置、速度和力矩的闭环控制,同时能够实现激光传感器测量位置的精确定位。 其一般额定转速能达到2 000~3 000 r/min,测量过程中出现激光传感器和钢板碰撞时能够驱动传感器在安全时间内返回原点位置。
系统软件基于Visual Studio.NET 开发平台,实现数据的处理和输出。 当待测钢板进入激光传感器测量区域时,激光传感器读取钢板坡口轮廓数据,系统软件通过核心算法对轮廓数据进行处理计算,最终得出铣削后钢板板边坡口参数: 上坡口角度、钝边角度、下坡口角度、钝边高度及下坡口高度。 通过编码器对钢板计长标定,实现测量位置及对应钢板坡口参数的实时显示。 该平台具有界面友好、操作简单、图形显示直观、便于检测等特点。软件还有质量报警功能,通过对钢板检测数据进行测量值范围标定,对超过测量标准的数据进行报警提示。 软件的测量系统界面如图4 所示。

图4 测量系统界面
2 试验及测量结果分析
2.1 试验方法
对 Φ508 mm×14.2 mm、Φ1 016 mm×21 mm、Φ1 422 mm×25.7 mm 共3 种规格直缝埋弧焊管生产过程中铣边坡口进行测量试验,每种规格的钢板各选取5 处不同位置,分别使用激光测量和人工测量方法进行测量。 现场测量装置如图5 所示。

图5 激光测量装置实物图
2.2 测量结果与分析
使用激光测量和人工测量方法对Φ508 mm×14.2 mm、Φ1 016 mm×21 mm、Φ1 422 mm×25.7 mm三种规格直缝埋弧焊管的测量结果见表2~表4。 从表2~表4 可以看出,铣削后上坡口角度、钝边角度、下坡口角度、钝边高度及下坡口高度,激光测量数据和人工测量结果基本一致,符合工艺要求。 激光测量准确度满足使用要求,且具有更高的精度,高度测量精度0.1 mm,角度测量精度0.25°。

表2 Φ508 mm×14.2 mm 直缝埋弧焊管坡口测量结果

表3 Φ1 016 mm×21 mm 直缝埋弧焊管坡口测量结果

表4 Φ1 422 mm×25.7 mm 直缝埋弧焊管坡口测量结果
3 结 论
(1) 使用线激光传感器对铣边坡口参数进行测量的方法可行,且具有较高的测量精度。
(2) 铣边过程中,激光测量可以完成实时数据的读取,不需停机操作,避免了安全风险。 同时通过伺服电机的精确控制,可以满足不同规格直缝埋弧焊管生产过程中铣边坡口参数的测量。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31 07:24:36
中国金属通报(2022年1期)2022-06-02 02:09:56
建筑与预算(2022年3期)2022-04-22 10:48:50
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
建材发展导向(2019年11期)2019-08-24 06:35:28
现代冶金(2016年6期)2016-02-28 20:53:11
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
