
基于碳足迹的再制干酪混合机绿色设计
2020-05-06 02:48张峻霞田恺宋雅慧
食品工业 2020年4期
张峻霞,田恺,宋雅慧
天津科技大学(天津 300222)
再制干酪(Processed cheese),是一种利用不同成熟时期的同种或2种以上天然奶酪作为主要加工原料,辅以标准范围内的添加物,经过特殊条件下的一系加工工艺而形成的一类乳制品[1-4]。和天然奶酪相比,再制干酪具有更加丰富的营养和口味,且产品储藏时间久[5-6],越来越受到消费群体青睐。由于缺乏天然优质奶源,中国干酪制品制造行业生产的该类产品均为再制干酪。有研究表明,干酪生产碳排放在乳制品生产行业中属中等偏上,与液态奶占乳制品生产碳排放的1/3[7-8]。随着再制干酪产品产量与消费量日益提升,该行业对全球气候变化的影响也得到国内外各政府、国际组织及乳制品行业企业广泛关注。
因此,研究选取再制干酪作为乳制品全生命周期碳足迹分析的研究对象,展开产品碳足迹分析清单研究,并结合研究结果选取其中生产加工阶段碳足迹结果较为严重的单元过程中的生产设备,针对性展开设备绿色优化设计,充实乳制品碳足迹研究内容,为行业绿色优化发展提供参考。
1 国内外乳制品碳足迹的研究进展
一些国家政府、民间组织和再制干酪生产企业自身已建立严格的监管和控制措施,实施控制乳制品生产加工过程甚至于产品全生命周期的碳排放情况。如爱尔兰政府通过有力措施和严格监管做到每吨乳制品能源消耗量下降16%,单位工厂的碳排放量下降26%[9]。在加拿大,相关组织研究发现利用畜牧业作物排放估算系统可完成乳制品行业温室气体排放计算,而研究结果表明,从奶源(约占整体研究90%)到加工再到出口,除地区特点差异和环境区别外,酸奶每千克碳排放高于液态奶,而黄油每千克产品碳排放量则为最高[10]。西班牙相关组织研究发现奶源和加工阶段的碳排放占整个行业生产碳排放的80%~96%,因此该国依照ISO/TS 14067标准的体系框架建立适用于该国乳制品行业特点和自身发展情况的奶制品监管体系,并设有专门的奶制品审核部门严格监测该国乳制品企业的环境影响[11]。
在中国,广州风行牛奶有限公司于2013年启动其旗下巴氏杀菌鲜牛奶946 mL系列产品的碳足迹评价和碳标签认证工作,属中国首家乳制品生产行业产品首次展开碳足迹标签工作的企业[12]。该体系具有明确的乳制品巴氏杀菌牛奶生产系统边界、行业全生命周期及各个阶段数据收集要求、质量及内容报告,并配备有验证该生产领域的碳足迹研究内容的专业方法。研究发现,不同类别乳制品碳排放均较高,而其中奶酪的碳排放更是居世界食物碳排放量第三,仅次于牛肉和羊肉[8]。
干酪生产碳排放在乳制品生产行业中属中等偏上,与液态奶占乳制品生产碳排放的三分之一,具有较高研究意义[7-8]。由于缺乏天然优质奶源,中国干酪制品制造行业生产的该类产品均为再制干酪。
2 再制干酪全生命周期的碳足迹计算和分析
研究以PAS 2050准则体系为碳足迹核算依据建立再制干酪碳足迹系统边界,根据产品实际情况在准则中选取对应计算依据,代入相关数据完成再制干酪生命周期内碳足迹计算。
2.1 再制干酪碳足迹系统边界的确立
按照原料获取-产品加工生产、运输、销售和回收处理的全生命周期,根据研究对象自身特点以及行业要求,在确保各环节连续性的同时,深入了解产品各阶段特点和内容,整理形成产品生命周期流程框架。该框架是碳足迹分析的基础,为研究确定系统边界和内容、找出碳足迹排放节点提供支持。
研究目的是进行以乳制品生产设备绿色优化设计,再制干酪全生命周期碳足迹分析的系统边界划分和评价模型建立,是基于指导判断再制干酪生产设备碳排放较大、有待绿色优化改进意义的基础。其中,为重点突出该阶段研究对于后续产品绿色优化设计的作用和指导,再制干酪全生命周期碳足迹分析重点涉及方面如图1所示。
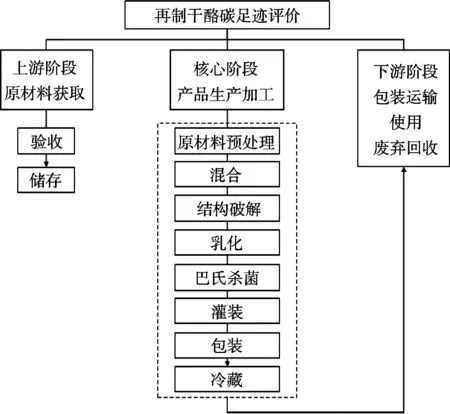
图1 再制干酪的系统边界模型
为尽可能保证碳足迹结果对生产设备选取的针对性,碳足迹模型仅就各单元过程中的能源消耗展开研究,由于物料产生的碳排放可能增加结果数值,影响绿色优化设计对象的选择结果,故忽略不计。
2.2 再制干酪碳足迹的计算
能源排放的碳足迹。再制干酪能源排放主要涉及的单元过程为原材料获取和产品生产加工,主要能源为电力和蒸汽。按照PAS 2050准则关于产品碳足迹计算的规定,再制干酪原材料获取阶段即利用初级数据或次级数据乘以活动数排放因子进而转换为温室气体排放量,记为产品单位功能单元的温室气体排放量。单位功能单元的温室气体排放量之和,即为该阶段整体碳足迹结果,具体见式(1)。

式中:Ei为第i类能源实物量;ai为第i类能源生产排放因子。
废水排放处理的碳足迹。结合国家要求和企业实际生产过程中关于废水处理的措施,主要涉及废水的输出及企业关于废水厌氧处理排放,其排放污染物为生物需氧量BOD,排放的温室气体为甲烷。按照联合国政府间气候变化专门委员会(IPCC)和中华人民共和国国家发展和改革委员会(NDRC)的推荐,关于废水的甲烷排放计算如式(2)~(4)所示。
式中:ED为废水甲烷排放量;EDt为废水处理过程中甲烷排放量;EDd为直接排放废水所造成甲烷排放量;BODDt为有氧环境下,废水处理时可生物降解有机物含量;BODDd为有氧环境下,直接排放废水时可生物降解有机物含量;BO为甲烷回收量,为0;MCF为甲烷最大生产力,0.6 kg CH4/kg BOD;R为甲烷修正系数,废水处理为0.458,直接排放废水为0.1。
基于中国甲烷回收工作仍不成熟,无法构成足够规模,因此,研究中加完回收量设为0[13]。按照PAS 2050规范中废弃物产生的非二氧化碳排放量时要求,将甲烷排放量折算成二氧化碳当量,如式(5)所示。

式中:Oj为排放的第j类温室气体实物量;GWPj为第j类气体的全球变暖潜能值,取25。
按照研究采用的PAS 2050规范,将时间跨度设定为100年,即甲烷的全球变暖潜能值的参照值为25。
运输过程的碳足迹。该阶段整体涉及的能源主要为汽油和柴油,物料输入方面主要是天然干酪、黄油、成品及其包装以及废弃包装材料物(纸盒)。按照PAS 2050准则关于产品碳足迹计算规定,再制干酪运输阶段碳排放即初级数据或次级数据乘以不同物料输入对应的不同运输距离再乘以交通工具运输的碳排放因子进而转换为温室气体排放量,记为产品单位功能单元的温室气体排放量。单位功能单元的温室气体排放量之和,即为该阶段整体碳足迹结果,如式(6)所示。

式中:Mk为第k类运输产品的质量;Dk为第k类产品的运输距离;γk为第k类产品所用交通运输工具产品的碳排放因子;Ol为排放的第1类温室气体实物量;GWPl为第1类气体全球增暖潜势。
按照企业1年生产2.1×104t再制干酪,每月24 d、每天24 h的工作时间的实际生产数据计算得:再制干酪原材料获取阶段原材料验收碳足迹为983.059 t CO2eq,原材料储存单元过程中碳足迹为1 732.650 t CO2eq;再制干酪生产加工阶段原材料预处理单元过程中碳足迹为1 799.611 t CO2eq,混合机混合单元过程中碳足迹为7 366.964 t CO2eq,结构破解、乳化及巴氏杀菌单元过程中碳足迹为4 123.486 t CO2eq,灌装单元过程中碳足迹为2 123.654 t CO2eq,包装单元过程中碳足迹为1 563.442 t CO2eq,冷藏单元过程中碳足迹为1 761.954 t CO2eq;产品运输阶段碳足迹为1 777.525 t CO2eq。再制干酪运输阶段配送及销售碳足迹为646.965 t CO2eq,供应链及销售终端碳足迹为635.942 t CO2eq,废弃回收运输碳足迹为494.619 t CO2eq。
2.3 关于再制干酪碳足迹计算结果的分析
研究结果表明,企业1年生产2.1×104t的再制干酪条件下,在研究设定的系统边界内全生命周期的碳足迹23 232.381 t CO2eq,如图2~图5所示。其中,原材料获取阶段碳足迹合计2 715.745 t CO2eq,即生产1 t的再制干酪原材料获取阶段排放0.13 t的二氧化碳当量;再制干酪生产和加工阶段碳足迹合计18 739.11 t CO2eq,即生产1 t的再制干酪在生产加工阶段排放0.89 t的二氧化碳当量;运输阶段碳足迹合计1 777.525 t CO2eq,即生产1 t再制干酪排放0.085 t的二氧化碳当量。
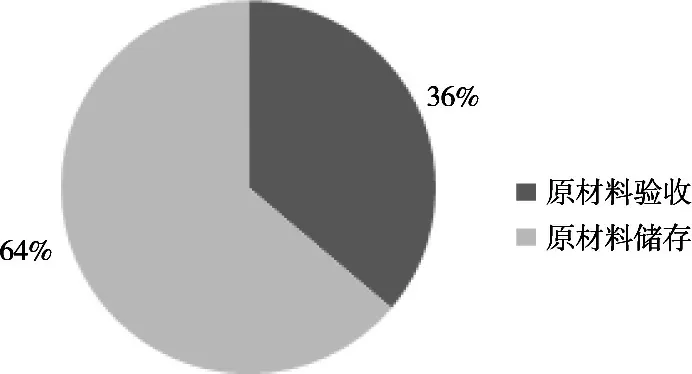
图2 再制干酪原料获取阶段碳足迹
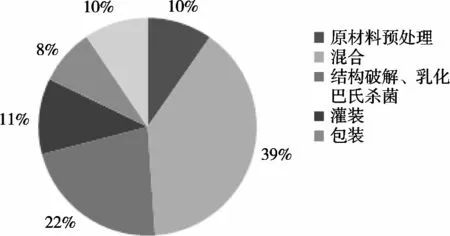
图3 再制干酪生产加工阶段碳足迹
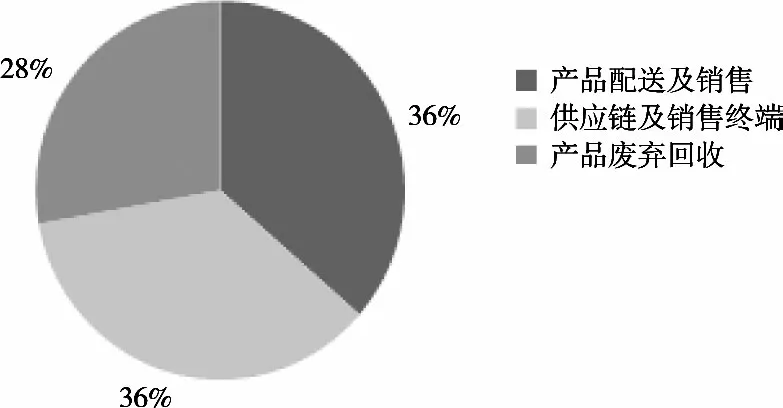
图4 各阶段涉及运输环节的碳足迹
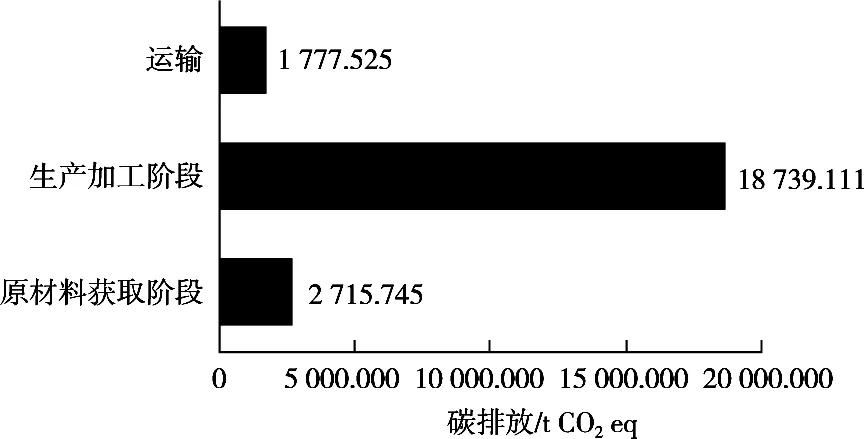
图5 再制干酪生命周期碳足迹总体情况
3 再制干酪混合机的绿色优化设计
结合再制干酪生命周期内的碳足迹计算和结果分析得再制干酪生产加工阶段产品混合机混合单元过程的碳排放量在整个生产加工阶段处于较高排放量。因此,研究选取该阶段作为再制干酪生产设备绿色优化设计研究重点,建立再制干酪混合机绿色优化设计方案。
3.1 再制干酪混合机原材料的绿色优化设计
再制干酪混合机的原材料目前主要采用的是Q245碳素结构钢。在确保原材料的基本性能和保证食品安全的基础上,更换使用率或者是废弃回收率更加优化的原材料,绿色优化设计方案给出几方面设计内容。
1) 考虑应用较为广泛且利用率高的原材料。良好的加工性能能够确保材料在加工、使用环节更少地出现漏洞,提高产品成型率的同时也是节约能源消耗的隐性表征之一。设计促进产品性能优化的最大效率发挥,提升设备的使用年限,从而达成产品绿色优化效果。狭义上讲,前者是能源效率的优化,后者则是物料效率提升的设计。
2) 原材料废弃途径较为成熟且回收率较高。原材料回收处理率较高,拥有良好且壮大的回收处理再利用市场,回收率随回收处理技术发展而提升,表明该材料对相关模块零件的报废回收有较为积极绿色的影响。
原材料绿色优化设计一方面是能源节约型设计,在提升零件加工刚性方面得到应用,另一方面则是材料节约型设计。在挡圈结构绿色优化设计方面,两项兼顾的设计结果恰好满足资源节约型设计要求,更加贴合于绿色优化设计目标。由于Q345B性能的优化,该材料在价格上会比Q245碳素材料略贵一些,但是,综合产品的绿色优化设计和综合环境指标性能改善后性价比提升,在原材料选购上有一定优势。
3.2 再制干酪混合机制造加工的绿色优化设计
再制干酪混合机各模块间的分工较为清晰,主要有水平奶酪桶、封闭式奶酪桶、排水垫圈、鼓式排水器、搅拌机和排水式搅拌机。为方便设备日常清洗、巡检、维修和更换模块等工作,提升工作效率,延长产品使用寿命,体现可持续的绿色设计原则。乳制品混合机的设计采用Solid Works建模完成,如图6所示。
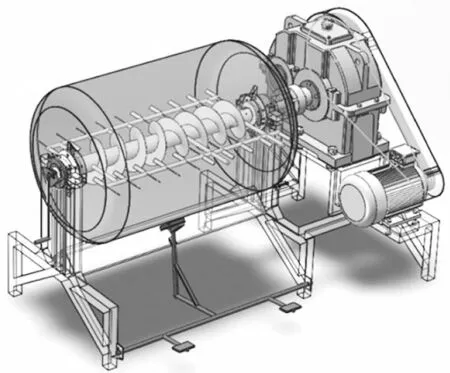
图6 利用Solid Works建立的乳制品混合机模型
乳制品混合机的绿色优化设计的研究对象主要围绕设备材料和结构展开,具体设计内容和方法主要从可拆卸设计、可回收设计、模块化设计以及轻量化设计等方面入手展开产品综合分析和绿色优化设计评估、分析,以资源节约型设计为研究目标,找到产品待开发的绿色优化内容,完成产品的设计。
1) 模块组件间的可拆卸优化设计。如在奶酪桶底端设计脚踏装置,如图7所示,一方面便于产品模块间的分离从而提升设备使用过程中的工作效率;另一方面可拆卸化的绿色优化设计能够更加优化模块间关系。先进的拆解方法有嵌入式可拆解设计和主动拆解设计。针对生产设备类产品,设计一般选用前者为依托手段,通过出发一个拆解特征,这里即通过脚踏装置完成产品2个模块间自我拆解。该设计是从模块零件间的集合特征入手,在考虑组件、紧固件等部分的空间布局特点而形成的设计内容。
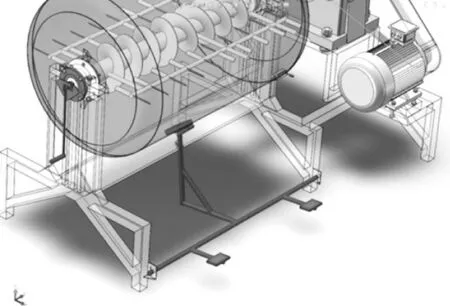
图7 脚踏可拆卸滚筒装置
2) 设备轻量化设计。通过优化设备制造过程中的加工工艺,从而提升此阶段的工作效率,能够在耗能情况基本相同条件下,提升设备生产效率,是对能源消耗碳排放的间接降低,从而达到设备绿色优化设计的效果。如轻量化设计即在满足设备使用性能和效果基础上,优化组件尺寸和各部分关系,节省使用材料且降低设备重量。
3.3 再制干酪混合机废弃回收的绿色优化设计
结合乳制品混合机使用年限一般为15年的背景现状,在混合机绿色优化设计初期即考虑产品报废后的回收再利用是绿色优化设计的内容之一。然而,除了在不改变混合机工作运转能效的基础上对产品自身属性的优化设计外,还包括突出产品可回收价值标识的设计。如设备外包装将设计有可回收利用的标识等。
4 结语
随着科学技术的飞速发展,原材料和生产加工技术也将快速升级。作为以生产再制干酪为目的的混合机,其在食品安全和环境要求等方面有着特殊需求。因此,在其绿色设计过程中则需要更加针对性优化,如涉及温度、湿度甚至于材料毒性等考虑。在不脱离基本要求的基础上,选择更加优化原材料,如选择脱离不锈钢领域原材料,升级选取使用寿命更长且使用率更高的材料作为未来设备绿色优化设计。此外,降低产品使用环节能耗、减少机器清洗频率,或是提升使用效率等,如完善设备结构,提高清洁效率从而降低设备清洗用水等制造加工阶段的优化,也是设备绿色设计发展方向之一。
猜你喜欢
现代畜牧科技(2021年11期)2021-12-21
现代畜牧科技(2021年10期)2021-11-19
意林(儿童绘本)(2018年9期)2018-10-12
中国乳业(2018年3期)2018-04-13
心声歌刊(2018年6期)2018-01-24
中国乳业(2016年4期)2016-11-07
现代食品(2016年24期)2016-04-28
工业设计(2016年12期)2016-04-16
社会与公益(2016年2期)2016-04-13
小主人报(2015年5期)2015-02-28
