
改性聚乙烯亚胺CO2加合物发泡的阻燃聚氨酯硬泡研究*
2020-04-17 09:26安佳宁樊翠蓉谢兴益
聚氨酯工业 2020年4期
安佳宁 樊翠蓉 谢兴益
(四川大学高分子科学与工程学院 四川成都 610065)
聚氨酯泡沫属于易燃物质,需提高其阻燃性能。含有磷、卤素等阻燃元素的添加型阻燃剂已经在聚氨酯泡沫塑料行业得到了广泛的应用[1-2]。近年来,反应型阻燃剂由于克服了添加型阻燃剂的挥发和迁出等问题,更为环保,在聚氨酯材料领域受到重视[3-5]。
聚氨酯的传统发泡剂一氟二氯乙烷(HCFC-141b)和二氯甲烷等属于消耗臭氧层物质(ODS),对地球环境造成不利影响。ODS的替代是当前聚氨酯泡沫行业面临的重大问题[6-7]。
本实验室前期通过接枝改性聚乙烯亚胺,在室温下与CO2反应形成加合物,从而制备出新型的环境友好型发泡剂[8-10],并可替代ODS发泡剂。研究表明,该发泡剂通过吸收聚氨酯的反应热,释放出CO2进行发泡;同时释放CO2后剩余的改性聚乙烯亚胺几乎不参与聚氨酯的聚合反应[9]。残留的聚乙烯亚胺含有大量的氮元素,属于阻燃元素。
本研究通过将这种含氮发泡剂与反应型阻燃剂氯代聚磷酸酯复配使用,研究其对硬质聚氨酯泡沫塑料的阻燃效果。
1 实验部分
1.1 主要原料
多亚甲基多苯基异氰酸酯(PM-200),万华化学集团股份有限公司;聚醚4110(羟值430 mgKOH/g,f≈4)、匀泡剂L-3102、辛酸亚锡(T-9)、催化剂A-33,成都高端聚合物有限公司;聚醚MN-450(羟值450 mgKOH/g,f=3),淄博诺立化工有限责任公司;反应型阻燃剂氯代烷基多聚磷酸酯YK-8006(羟值136 mgKOH/g,磷质量分数6.2%,氯质量分数33.0%),襄阳亚克化学有限公司。以上原料均为工业级。
丙二醇丁醚接枝的聚乙烯亚胺的CO2加合物(R-PEI-CO2,见图1),接枝率11%,CO2质量分数24.8%,侧链质量分数24.7%,氮质量分数16.4%,实验室自制,合成方法见文献[8]。
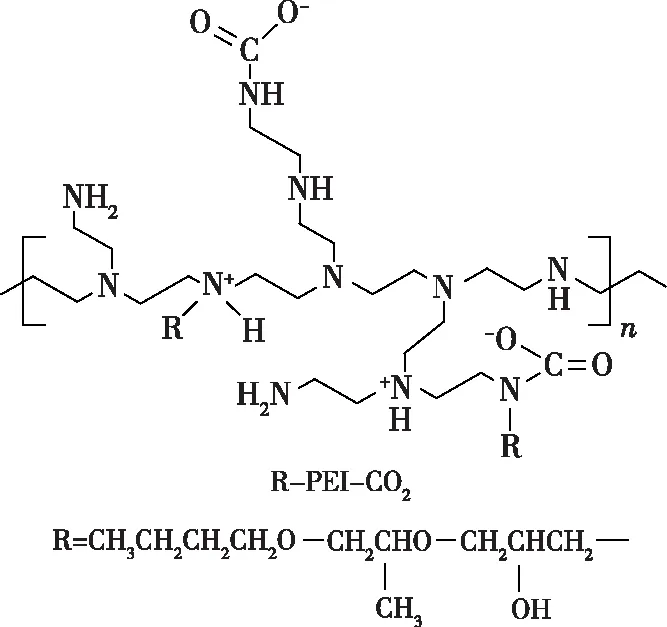
图1 实验室自制发泡剂的化学结构
1.2 硬质聚氨酯泡沫塑料的制备
硬质聚氨酯泡沫塑料的配方见表1(聚醚多元醇总量为100份),其中配方1~4采用水发泡,配方1′~4′采用R-PEI-CO2发泡。

表1 聚氨酯硬泡的配方
将表1配方中相应的白料组分加入塑料杯中,在1 000 r/min下机械搅拌1 min,使各组分均匀混合。称取相应量的黑料PM-200加入白料中,以1 500 r/min的转速搅拌30 s,静置让其自由发泡,得到聚氨酯硬泡样品。
1.3 分析和测试
压缩性能采用美国英斯特朗公司的Instron 5507型万能试验机,按照GB/T 8813—2008进行测试,压缩变形率25%,压缩速率3 mm/min;极限氧指数(LOI)采用JF-3型氧指数测试仪,根据GB/T 2406.2—2009进行测试;燃烧测试采用CZF-5型垂直水平燃烧测定仪、根据GB/T 2408—2008进行,记录余焰时间、熔滴情况、水平燃烧速率等;热失重分析采用美国TA公司的NETZSCH TG209 F1型热失重分析仪,样品约5 mg,N2气氛,升温速率10 ℃/min,温度范围30~700 ℃;密度通过测量泡沫质量和体积之比计算得到,每组测试5个试样。
2 结果与讨论
2.1 泡沫密度和力学性能
图2为所制备的8个聚氨酯硬泡样品的密度和压缩强度对比。

图2 聚氨酯泡沫的密度和压缩强度
由图2可知,所制备的泡沫密度相差不大。除了配方4′的密度略高以外(*表示p<0.05),其余无统计学差异。故在本研究中基本上可以排除密度对燃烧性能的影响。水发泡的泡沫(配方1~4)比相应的R-PEI-CO2发泡的泡沫(配方1′~4′)压缩强度高。这是因为水发泡在聚氨酯的链结构中生成了更多的脲键,分子间氢键更强,有利于提高强度。
2.2 泡沫阻燃性能
2.2.1 极限氧指数
图3为在不同反应型阻燃剂YK-8006用量下,不同发泡剂发泡得到的泡沫的极限氧指数。

图3 聚氨酯泡沫的极限氧指数
由图3可知,YK-8006用量为0时,水发泡聚氨酯泡沫的LOI值仅为19.6,R-PEI-CO2发泡的聚氨酯泡沫的LOI值为20.4。随着反应型阻燃聚醚YK-8006添加量的增加,极限氧指数也增加。YK-8006添加量为0~30.4份,使用R-PEI-CO2发泡的聚氨酯与水发泡的聚氨酯相比,氧指数提高了0.3~0.8。当YK-8006添加量为45.4份时,水发泡硬泡和R-PEI-CO2发泡硬泡的LOI相当。
2.2.2 垂直及水平燃烧试验分析
表2为8个聚氨酯硬泡样品的垂直及水平燃烧测试结果。

表2 聚氨酯泡沫样品燃烧实验结果
由表2可知,所有样品在垂直燃烧过程中均无熔滴现象。当YK-8006添加量较低时,R-PEI-CO2发泡样品和水发泡样品相比,前者的余焰时间缩短,燃烧速率降低,表明R-PEI-CO2的加入对阻燃性能有贡献。当YK-8006添加量到45.4份时,水发泡的泡沫阻燃效果更好一些,与LOI测试结果一致。
2.3 泡沫热失重分析
表3列出了各聚氨酯泡沫样品的热失重数据。

表3 聚氨酯泡沫的热失重数据
由表3可见,添加YK-8006使得聚氨酯泡沫初始分解温度T5%有所降低(如配方1和配方2相比),这可能是由于YK-8006中P—C键热分解温度较低,引起泡沫中的含磷链段分解温度降低[11]。随着添加量提高,T5%开始回升,这是由于阻燃性能提高所致。所有泡沫在最大失重率时的温度Tmax相差不大。从残炭量来看,随着YK-8006添加量增加,泡沫残炭量提高。YK-8006添加量为0~30.4份时,R-PEI-CO2发泡和水发泡相比,前者所得泡沫的残炭量更高;添加量为45.4份时,添加YK-8006的水发泡泡沫残炭量高于使用YK-8006和R-PEI-CO2制得的泡沫残炭量。
2.4 阻燃元素含量对聚氨酯泡沫阻燃性能的影响
从LOI、垂直和水平燃烧实验以及热失重测试结果来看,本研究的大部分数据显示R-PEI-CO2发泡剂制备的泡沫与同等密度的水发泡聚氨酯相比,前者的阻燃性能好于后者。仔细分析各泡沫的配方有利于理解其阻燃性能的差异。
图4分析了各泡沫样品中配方阻燃元素(N、P和Cl)总含量和PM-200含量的变化。

图4 聚氨酯泡沫的黑料和阻燃元素的含量
由图4可见,一方面,水发泡的聚氨酯硬泡(配方1~4)和相应的R-PEI-CO2发泡的聚氨酯硬泡(配方1′~4′)相比,前者的黑料PM-200占比更大,高出约5%,PM-200含有大量的苯环,有利于水发泡阻燃性能的提高。另一方面,加入R-PEI-CO2后导致所得泡沫氮元素质量分数提高约0.6%,且使R-PEI-CO2制备的泡沫总的阻燃元素含量高于水发泡的泡沫,这有利于R-PEI-CO2制备的泡沫阻燃性能的提高。当YK-8006含量较低时(0~30.4份范围),添加R-PEI-CO2发泡剂的阻燃效应大于水发泡(PM-200含量高)的阻燃效应,故前者所得泡沫的阻燃性能好于后者。
实际上,配方1′~4′制备的聚氨酯硬泡中总阻燃元素含量比相应配方1~4的硬泡分别高出0.69%、0.53%、0.48%和0.43%,并随着YK-8006的增加而减小。故当YK-8006含量较高时(用量为45.4份),阻燃元素增加导致的阻燃效应就不如水发泡中黑料占比高的阻燃效应了,故此时水发泡的泡沫阻燃性能更好。
3 结论
(1)同等密度条件下,水发泡聚氨酯泡沫压缩强度比R-PEI-CO2发泡的泡沫高。
(2)YK-8006用量为0~30.4份范围时,R-PEI-CO2发泡的聚氨酯泡沫的阻燃性能比水发泡的泡沫好,残炭量比水发泡的泡沫高;YK-8006用量增加到45.4份时,水发泡的聚氨酯泡沫LOI和R-PEI-CO2发泡的泡沫相当,但前者残炭量略高。
(3)R-PEI-CO2含有的氮元素还可以对所制备的聚氨酯泡沫起到一定的阻燃作用。通过适当的配方设计,可以使R-PEI-CO2制备的泡沫阻燃性能好于同等密度的水发泡的泡沫。
猜你喜欢
辽宁化工(2021年10期)2021-11-04
炼油与化工(2021年5期)2021-10-19
建材发展导向(2021年1期)2021-02-24
综合智慧能源(2020年7期)2020-08-04
大众科学·上旬(2020年7期)2020-06-29
中国新技术新产品(2020年4期)2020-05-05
建材发展导向(2020年4期)2020-03-25
质量安全与检验检测(2018年1期)2018-04-27
中国塑料(2016年4期)2016-06-27
中国塑料(2015年8期)2015-10-14
