
基于控制图的绞吸船横移挖泥操作参数范围设定
2020-04-09 06:19郑凯
水运工程 2020年3期
郑 凯
(中交天航滨海环保浚航工程有限公司,天津 300450)
绞吸挖泥船挖泥操作参数一般在试挖后结合经验进行确定,这种经验式的挖泥参数设定方法很难对挖泥操作过程进行严格控制,不可避免地出现随意性和盲目性操作,即使出现异常操作,也不易追查问题原因。因此为弥补依靠人经验判断的不足,增加驾驶员挖泥操作的可衡量性和科学性就必须采取科学的方法控制挖泥过程。
统计过程控制(statistical process control,SPC)是一种借助数理统计方法进行过程控制的工具,它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施以消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。通过借鉴控制图在定额管理、检测结果质量控制、生产工艺参数、测量标准质量控制等领域的应用,创新地将该种统计方法应用于船舶施工中,利用控制图对绞吸船横移挖泥操作过程中绞刀压力和水下泵吸入真空两个参数范围进行设定,从而对挖泥操作参数进行实时控制,有助于在出现异常情况时及时追查原因并处理。利用控制上限和下限来设定挖泥操作参数,可为船员操作提供参考,有助于船员操作的标准化,并提供改善的基础,进而提高船舶生产率。
1 绞吸挖泥船横移挖泥操作特点
疏浚施工的挖泥操作属于水下工程,其最大特点是“看不见、摸不着”。操作过程中,驾驶员可以参考仪表反映出的参数信号,对驾驶台相关操作手柄、旋钮和拨钮实现挖泥操作。横移时,一般结合绞刀压力、吸入真空值、排出压力值及流速等参数判断实际挖泥状况。当仪表指针接近参数范围上限而仍有上升趋势时,应降低横移速度;当仪表指针接近参数范围下限而仍有下降趋势时,应提高横移速度。横移过程主要关注的参数是:
1)绞刀压力和吸入真空。由于仪表尤其是浓度仪表的反应滞后,而绞刀压力和吸入真空反应相对较快,因此在横移过程中,当其他挖泥参数在正常范围内时,主要关注绞刀压力和吸入真空参数来调整横移速度。
2)浓度和流速。工程条件确定时,流速由浓度决定,浓度与真空度相关,控制思路为:以横移速度保持真空的稳定,据真空变化调整横移速度,从而实现稳定的流速和排压。平稳的高产量取决于合理的流速和持续较高的浓度,单独的高浓度或高流速,难以保持高生产率。
2 横移挖泥操作参数控制图的绘制方法
2.1 参数控制图的数据选取原则
横移挖泥操作参数数据主要来源于计算机监控系统所记录的实时数据。在进行挖泥操作的过程中,计算机监控系统每2 s记录1次。挖泥操作一般可分解为横移、换向、倒台车和移锚等工序。针对不同工序必须从大量的数据中筛选出适用的数据进行分析。
2.1.1数据筛选原则
1)工况条件一致。数据应选自同一艘挖泥船在相同的施工区域,可以保证施工土质等级相近、施工环境相似。2)操作平稳,具有连续性。3)产量持续维持在正常水平,排除发生意外停机或故障时的数据。4)同一挖泥深度的横移数据。选取台车行程无变化并且绞刀深度相近的数据。
2.1.2控制图参数数据的选取
选择绞刀压力和水下泵吸入真空两个参数数据绘制控制图[1]。横移是实现挖泥的主要工序,横移过程中重点关注绞刀压力、吸入真空等参数,结合实际工况变化调整横移速度,目标是获得持续较高的浓度和流速,实现较高的生产率。
2.2 参数范围设定方法
2.2.1控制图的原理
控制图是用来分析和判断过程是否处于稳定状态并带有控制界限的图形。控制图法是一种将显著性检验的统计原理应用于控制生产过程的图形方法,是将过程核查数据画到有预定控制界限的控制图上,若数据处于控制界限以内,表明测量过程处于统计控制状态;反之就是过程失控,应采取纠正措施直到再受控。
1)控制界限的设定。在统计原理中,一组数据服从正态分布,则有99.73%在μ±3σ(μ为期望值,σ为标准差)的范围内。根据正态分布的性质,取μ±3σ作为控制图的控制界限,这样参数值出现在界限以外的概率为0.27%,如果在横移操作过程中有参数值超过界限以外,就可以判定为异常[2]。控制界限的一般公式为:
UCL=E(x)+3σ(x)
(1)
LCL=E(x)-3σ(x)
(2)
CL=E(x)
(3)
式中:UCL 为单侧上界;LCL 为单侧下界;CL为中心线;E(x)为期望值;σ(x)为标准差。
2)控制图的选择。根据控制图控制的数据不同,可以分为两大类,即计量值控制图和计数值控制图。横移挖泥操作参数属于计量值,因此适用于计量值控制图[3]。计量值控制图又分为平均值-极差控制图、单值-移动极差控制图以及中位数-极差控制图。根据横移挖泥操作参数数据特点,选择单值-移动极差控制图,单值控制图用于控制平均值,极差控制图用于控制离散程度。
每批样本中只包含1个数据,即n=1的情况下,可以采用单值-移动极差控制图分析工艺过程的统计受控状态。移动极差指相邻两批数据之差的绝对值。将移动极差值标示在控制图上就是单值-移动极差控制图。控制界限的一般公式为:
单值图:
CL=X
(4)
UCL=X+E2Rs
(5)
LCL=X-E2Rs
(6)
式中:X为过程均值;Rs为移动平均极差;E2为常数。
移动极差图:
CL=Rs
(7)
UCL=D4Rs
(8)
LCL=D3Rs
(9)
式中:D4、D3为常数。各常数取值见表1。
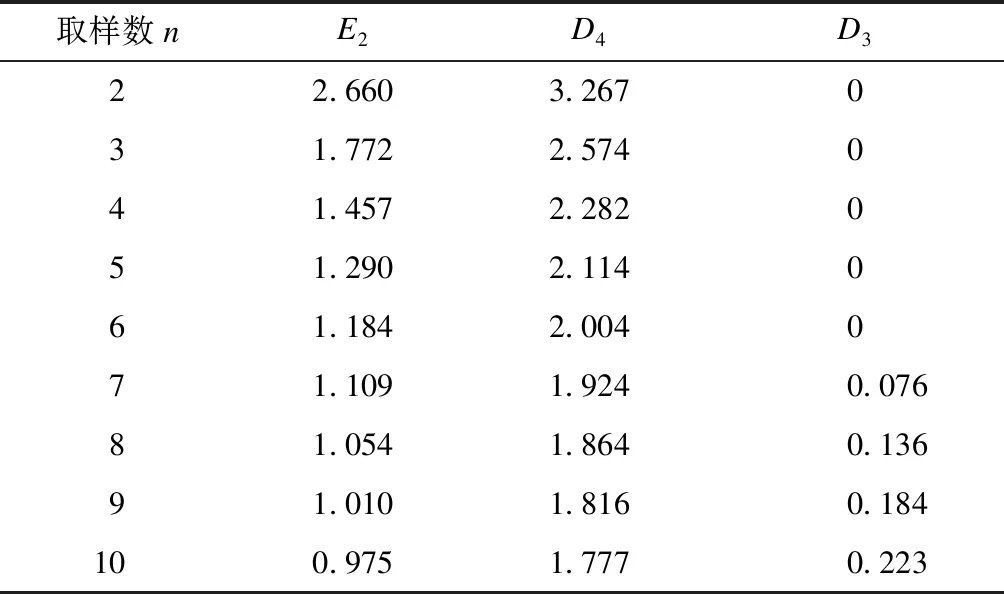
表1 单值-极差控制图的常用系数
2.2.2参数范围设定过程
1)整理数据。按照上文数据筛选原则筛选数据后,按不同船员的操作数据进行分类整理。
2)船员操作水平对比。利用不同船员的生产效率数据绘制直方图,对比操作差异,选取生产效率均值较大、离散程度较小的船员作为标杆。
3)利用标杆船员在横移操作过程的绞刀电压和水下泵吸入真空数据计算控制界限,绘制单值-移动极差控制图[4]。
3 实例
3.1 工况条件
工程地点属盘锦航道,土质3~4级,分2层进行施工,第1层挖深为7.5 m,第2层挖深为10.0~11.5 m。水上、水下管线长分别为900、3 050 m,陆地管线长168 m,总长为4 118 m。使用水下泥泵+舱内2#泥泵的泵机组合;绞刀转速为25~30 rmin,绞刀压力为9~15 MPa,水下泥泵转速为940~950 rmin,2#泵柴油机转速为910~940 rmin,负荷65%~75%,水下泵功率为1 300~1 600 kW,真空-70~-30 kPa,流速4.0~5.0 ms,泥浆浓度20%~50%,横移速度5~15 mmin。
3.2 数据整理
1)选取船员A和B在一个班次(6 h)的操作数据。
2)参数:台车行程、绞刀深度、绞刀压力、水下泵吸入真空、生产率。
3)台车行程稳定,绞刀深度为9 m,生产率大于5 000 m3h。
3.3 船员A和船员B的生产率对比
船员A和B的生产率见图1。由图可知,船员A和B的平均生产率相近,船员B为8 487 m3h,稍高于船员A,船员B生产率的标准差为593.4 m3h,远小于船员A的777.2 m3h,说明船员B的横移操作较为稳定,因此将船员B的横移操作作为横移操作的标杆。
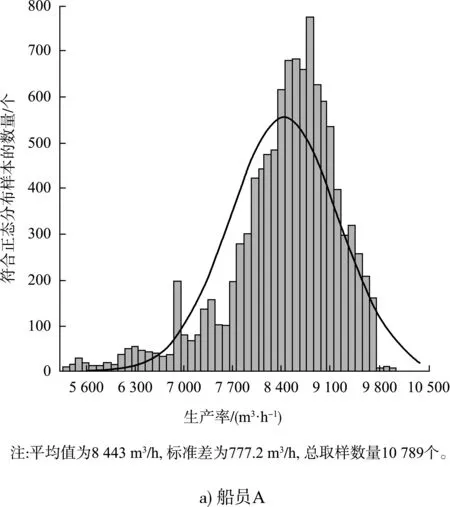

图1 船员A和B 的生产率
3.4 计算控制界限并绘制控制图
3.4.1绞刀压力单值-移动极差控制界限及控制图
1)单值控制界限及控制图[5]。UCL=X+2.66Rs=1 189 kPa,LCL=X-2.66Rs=1 033 kPa,CL=X=1 111 kPa由计算控制上下限得知,在进行横移操作时,绞刀压力参数值范围为[1 033 kPa,1 111 kPa],控制图见图2。

图2 绞刀电压单值控制图
2)移动极差控制界限及控制图。UCL=3.27Rs=96 kPa,LCL=0,CL=Rs=29 kPa。通过计算移动极差控制限得知,中心线为29 kPa,移动极差在96 kPa以内,控制图见图3。

图3 绞刀压力移动极差控制图
3.4.2水下泵吸入真空单值-移动极差控制界限及控制图
1)单值控制界限及控制图。UCL=X+2.66·Rs=-27 kPa,LCL=X-2.66Rs=-49 kPa,CL=X=-38 kPa。由计算控制上下限得知,水下泵吸入真空参数值范围为[-27 kPa,-49 kPa],控制图见图4。

图4 水下泵吸入真空单值控制图
2)移动极差控制界限及控制图。UCL=3.27Rs=13 kPa,LCL=0,CL=Rs=4 kPa。由移动极差控制限得知,连续2次操作时应保持水下泵吸入真空值波动在13 kPa以内,控制图见图5。
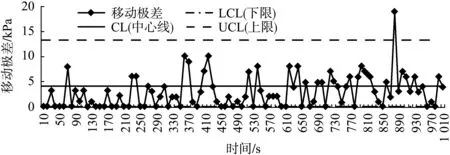
图5 水下泵吸入真空移动极差控制图
移动极差控制图与通常的极差控制图相对应,用于判断工艺参数分散性的变化情况是否处于统计受控状态。在每批只有一个数据的情况下,同时使用单值控制图和移动极差控制图就可以同时检测工艺参数中心值和分散性的起伏变化是否处于统计受控状态,通过控制图使量化数据可视化,便于驾驶员进行施工过程中的参数控制。
4 结论
1)由计算控制上下限得知,进行横移操作,绞刀压力参数值范围为[1 033 kPa,11.89 kPa],一般将绞刀电压控制在1 111 kPa左右。
2)由移动极差控制限得知,连续左右横移操作时应保持绞刀压力波动在96 kPa以内。
3)水下泵吸入真空参数值范围为[-49 kPa,-27 kPa],一般将水下泵吸入真空值控制在-38 kPa左右。
4)由移动极差控制限得知,连续左右横移时应保持水下泵吸入真空波动在13 kPa以内。
猜你喜欢
十几岁(2022年21期)2022-11-19
小资CHIC!ELEGANCE(2022年2期)2022-01-11
水上消防(2021年4期)2021-11-24
初中生世界(2021年43期)2021-11-23
少男少女·小作家(2021年8期)2021-09-13
小资CHIC!ELEGANCE(2019年24期)2019-08-15
东方女性(2016年4期)2016-04-28
中学数学杂志(初中版)(2014年1期)2014-02-28
环球时报(2013-02-22)2013-02-22
