改性花生壳基型焦性状研究
2020-04-02 02:17:10陈娟,刘喆,周吉,刘儒
工业催化 2020年2期
陈 娟,刘 喆,周 吉,刘 儒
(1.榆林学院化学与化工学院,陕西 榆林 719000;2.陕西省低变质煤洁净利用重点实验室,陕西 榆林 719000;3.国家煤及盐化工产品质量监督检验中心(榆林),陕西 榆林 719000)
我国是煤炭资源生产大国,更是消费大国,在能源消费结构中占比超过60%,其中,20%的煤被用于民用散烧,造成严重的大气污染、雾霾、温室效应等极端气候[1-3]。神府煤田作为世界七大煤田之一,具有低灰、低硫、低磷及高发热量的特点[4-5]。以粉煤制备型焦作为一种洁净煤技术受到关注。型煤经过高温热解,约60%的硫和30%的氮可被脱除[6],所得型焦具有低硫、低氮、高热值和少灰分的优点[7]。
制备型焦过程中,粘结剂是关键。利用唯一可再生、可替代化石能源的廉价废弃生物质,通过一定改性处理作为制备型焦的粘结剂,具有综合利用废弃生物质和减少环境污染的双重功能[8-9],也为陕北煤资源的清洁生产和高效利用提供了评价依据。笔者近些年致力于研究开发生物质型煤型焦技术,取了一定研究成果[10-12]。
无论工业型焦还是民用型焦,抗压强度、跌落强度及机械强度是衡量型焦质量的重要指标,本实验以神府低变质煤为主要原料,配合改性花生壳粘结剂,制备性能强度较好的民用型焦,研究NaOH浓度、粉煤粒度对型焦性能的影响规律。
1 实验部分
现场采制陕西省神木市石窑店煤矿煤(简称神木煤),经空气干燥、破碎、缩分与筛分分别得(3~1.5) mm、(1.5~1) mm、(1~0.425) mm、(0.425~0.1) mm、(0.1~0.074) mm 和<0.074 mm六组粒级储于试样瓶中备用。花生壳取自榆林市周边植物油加工厂,清洗干净,自然干燥破碎至3 mm以下储于密封广口瓶备用。另配制质量分数1.5%和2.5%NaOH溶液备用,原料煤与花生壳工业分析数据如表1所示。

表1 原料煤与花生壳工业分析数据
称取一定量质量分数为1.5%和2.5%NaOH溶液分别置于锥形瓶,加入质量分数5%花生壳粉末加热至80 ℃进行水解反应,并恒温一段时间,得两种NaOH改性花生壳粘结剂。
将不同粒级的神木煤与改性花生壳粘结剂以9∶1的比例混捏,置于成型机模具内,20 MPa条件下冷压成型,制备规格为φ50 mm×50 mm生物质型煤。将所得型煤置于马弗炉中,氮气气氛条件下以5 ℃·min-1升温速率升至900 ℃,保温3 h,冷却至室温得改性花生壳基型焦。
采用德国布鲁克公司TEN-SOR 27型傅里叶红外光谱仪测定试样的红外光谱。
采用德国蔡司公司σ300场发射扫描电镜观察样品的形貌特征。
抗压强度按照MT/T 748-2007测定,利用型煤压力试验机,对型块表面积相等的两个面匀速加压至试样破碎前所能承受的最大压力即为抗压强度。
跌落强度按照工业型煤落下强度测定标准MT/T 925-2004进行测定。
机械强度测定按照GB/T2006-94《冶金焦炭机械强度的测定方法》进行,利用米库姆转鼓实验测得M25值表示抗碎强度,M10值表示耐磨强度。
2 结果与讨论
质量分数1.5%NaOH与2.5%NaOH改性花生壳基型焦抗压强度如图1所示。由图1可知,不同粉煤粒度下,两种粘结剂所得改性花生壳基型焦的抗压强度趋势线变化趋势一致,即随着粉煤粒度减小,抗压强度降低,且两条线之间抗压强度数值大小差异不大,表明NaOH浓度对改性花生壳基型焦的抗压强度影响不大。神木煤粒度为(3~1.5) mm,质量分数2.5%NaOH改性花生壳基型焦抗压强度最大为5 187.15 N,神木煤粒度<0.074 mm,其型焦抗压强度最低为695.55 N。分析认为,粉煤粒度偏大,颗粒之间空隙较大,可容纳较多的类似“水泥”的生物质粘结剂,在一定压力压实所得型煤强度较高,炼焦过程中,这些粘结剂与煤粒共同参与成键成焦并形成炭质骨架,增加了成焦组分,进而保证了型焦强度。

图1 改性花生壳基型焦抗压强度Figue 1 Compressive strength of modified peanut shell-based formed coke
质量分数1.5%NaOH与2.5%NaOH改性花生壳基型焦跌落强度如图2所示。由图2可知,神木煤粒度为(3~0.074)mm时,花生壳基型焦跌落强度较高,大于95%。当神木煤粒度<0.074 mm,型焦跌落强度瞬间降低,质量分数2.5%NaOH改性花生壳基型焦的跌落强度最低,为69.34%。因为粉煤粒度较大时,成焦过程中胶质体可以较好的在惰性质点之间流动浸润,起到粘结固定颗粒的作用。神木煤粒度较小(<0.074 mm),不能产生胶质体的惰性质点较多,透气性好,膨胀压力小,不利于粘结。也表明原煤过于细碎,降低其粘结性和结焦性[13],相当于起到瘦化作用。
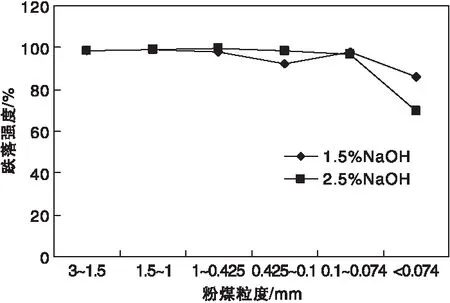
图2 改性花生壳基型焦跌落强度Figue 2 Drop strength of modified peanut shell-based formed coke
质量分数1.5%NaOH与2.5%NaOH改性花生壳基型焦机械强度如图3所示。由图3可知,质量分数1.5%NaOH与2.5%NaOH改性花生壳基型焦的机械强度趋势线相似,且两条曲线之间的数值差异不大,表明NaOH浓度对型焦的机械强度影响不大。神木煤粒度(3~0.425) mm时,质量分数1.5%NaOH与2.5%NaOH改性花生壳基型焦抗碎强度为76%~84%,耐磨强度为16%~24%。神木煤粒度减小至(0.425~0.074) mm,抗碎强度急剧降低至0,耐磨强度为100%。神木煤粒度为(3~1.5) mm时,质量分数1.5%NaOH改性花生壳基型焦抗碎强度最大,为83.95%,耐磨强度最小,为16.05%。分析认为,型焦机械强度主要与焦炭气孔结构特征有关。气孔大小不一、气孔壁薄厚分布不均,转鼓强度不高。因此,粉煤粒度减小,所得型焦的内部气孔结构不规整,严重影响型焦的性能强度。综上所述,当神木煤粒度为(3~1.5) mm,质量分数2.5%NaOH改性花生壳基型焦的性能强度更优,抗压强度为5 187.15 N,跌落强度为98.4%,抗碎强度与耐磨强度分别为82.08%和17.92%。
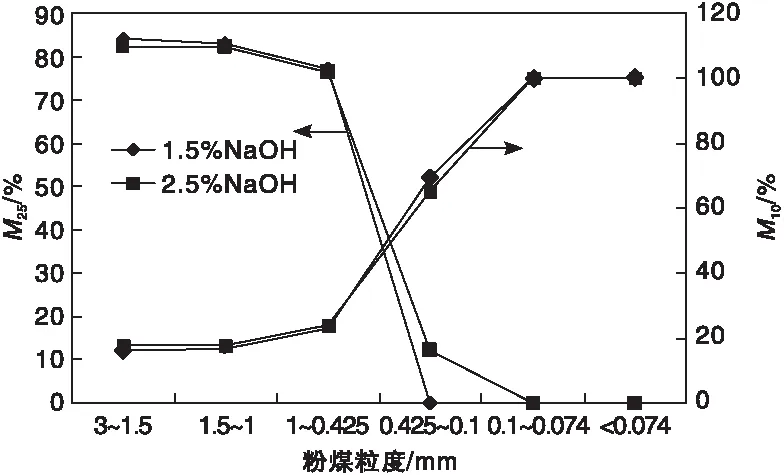
图3 改性花生壳基型焦机械强度Figue 3 Mechanical strength of modified peanut shell-based formed coke
2.5%NaOH改性花生壳基型焦傅里叶红外谱图如图4所示。由图4可见,6条红外谱线相对简单,峰型相似,峰数目相对较少,峰数目与出峰位置一致,但峰强弱略有差异。约3 400 cm-1处强而宽的吸收峰为酚类与醇类-OH伸缩振动吸收产生,代表酚类、醇类化合物,随着神木煤粒度减小,该处吸收峰有增强趋势。(2 850~2 920) cm-1处脂肪烃的-CH2和-CH3伸缩振动吸收峰与1 450 cm-1处脂肪烃的-CH2和-CH3弯曲振动吸收峰在改性花生壳基型焦中几乎没有吸收,表明热解过程中,该类物质发生了裂解与气液相迁移,迁移到煤气与煤焦油中。矿物质吸收峰主要体现在约1 035 cm-1处,由于许多矿物质性质稳定,在900 ℃不分解不挥发,残留于型焦中,随着神木煤粒度减小,该处的吸收峰强度减弱。

图4 改性花生壳基型焦傅里叶红外谱图Figue 4 FT-IR spectra of modified peanut shell-based formed coke1~6谱线是神木煤粒度分别为(3~1.5) mm、(1.5~1) mm、(1~0.425) mm、(0.425~0.1) mm、(0.1~0.074) mm 和<0.074 mm改性花生壳基型焦红外光谱
3 结 论
(1) 神木煤粒度为(3~1.5) mm,质量分数2.5%NaOH改性花生壳基型焦性能强度更优,抗压强度为5 187.15 N,跌落强度为98.4%,抗碎强度与耐磨强度分别为82.08%和17.92%。
(2) NaOH浓度对改性花生壳基型焦性能强度影响不大,随着神木煤粒度减小,抗压强度逐渐降低,跌落强度大于95%,但当粉煤粒度<0.074 mm,跌落强度瞬间降低。神木煤粒度为(3~0.425) mm时,改性花生壳基型焦抗碎强度76%~84%,耐磨强度16%~24%;神木煤粒度<0.425 mm时,抗碎强度急剧降低至0,耐磨强度高达100%。
(3)改性花生壳基型焦红外谱线均相对简单,出峰数目少,峰型相似,出峰位置一致,但峰强弱略有差异。
猜你喜欢
中国煤炭(2024年2期)2024-03-11 13:24:26
氮肥与合成气(2021年8期)2021-08-26 06:18:16
Journal of Pharmaceutical Analysis(2020年4期)2020-09-04 09:33:20
煤炭转化(2019年5期)2019-09-23 09:27:46
科教新报(2018年48期)2018-06-11 07:19:21
中氮肥(2018年4期)2018-01-30 03:05:10
广东饲料(2016年8期)2016-02-27 11:10:02
江西煤炭科技(2015年1期)2015-11-07 03:06:32
能源(2015年8期)2015-05-26 09:15:44
武汉轻工大学学报(2013年2期)2013-03-18 15:26:26