
航空发动机整体叶盘磨料水射流开坯加工技术研究进展综述
2020-03-25 10:30高航袁业民陈建锋王宣平
航空学报 2020年2期
高航,袁业民,陈建锋,王宣平
大连理工大学 机械工程学院,大连 116024
整体叶盘这类复杂曲面零件在航空航天领域有着广泛的应用,其制造水平代表着一个国家制造业的核心竞争力。国家在“两机”专项、《中国制造2025》、“十三五”科技重大专项等系列重大战略规划中都着重强调了上述高端制造的重要地位。
现代航空发动机为不断提升其推重比、涵道比和压气机效率等使役性能指标,多采用整体叶盘结构,是航空发动机实现结构创新与技术跨越的核心部件[1-2];采用整体叶盘结构一方面使轮缘径向高度、厚度和榫头连接部分尺寸减少,另一方面避免了分体结构榫齿根部缝隙气体逸流及叶片轮盘装配不当造成的微动磨损、裂纹等故障,从而使部件结构大为简化、减重效果明显,有利于大幅提升发动机气动效率[3]。
制造整体叶盘的材料多采用钛合金、镍基合金以及新一代金属基复合材料,这些材料往往具有高的比强度、低密度、高刚度和极佳的耐高温性能,属于典型难加工材料。整体叶盘具有坯料加工余量大、叶片薄、扭曲大、叶展长、强几何干涉、加工可达性差等特点[4-8]。整体叶盘开坯作为后续精加工和表面抛光处理强化的基础阶段,要保证开坯后叶片、叶根留有均匀余量,在此基础之上,如何快速提高叶盘开坯效率已经成为国际性难题。目前国内外主推整体叶盘数控铣削加工技术[3,9],整体叶盘数控铣削加工主要包括毛坯的粗加工以及叶片通道粗加工、叶片型面半精加工和精加工等,其中材料去除余量大部分是通过通道粗铣加工完成。从毛坯到叶盘零件的制造过程中,材料去除量超过80%,材料利用率低、占机成本高[10]。尽管通过对加工路径优化和刀具材料、结构的研发,一定程度上提高了刀具的使用寿命,并使生产成本有所降低,一些学者[11-13]也已开展插铣工艺实验,加工效率得到提升,但属于强力切削方式,五轴插铣难度大、材料粗加工余量大,在整体叶盘粗铣加工过程中未能解决加工效率低,成本高的问题。如此高的生产成本和生产周期较长严重制约了发动机整体叶盘类零件的批产制造能力,仍需寻求更为经济、高效、精准的材料去除加工工艺。如何降低发动机整体叶盘零件的制造成本和生产周期,已经成为航空发动机制造企业亟待解决的关键难题之一。
磨料水射流(Abrasive Water Jet, AWJ)加工技术因其独特的高效切割特性、无热影响区域、适用材料广泛及可加工复杂形状等优点,在航空航天高性能零件低成本高效加工中逐渐受到关注和重视,并成为研究热点。将磨料水射流技术应用到整体叶盘开坯加工中能够高效的减少后续精加工的加工余量,提高粗加工效率并降低加工刀具的成本,且对后续精加工没有影响。本文着眼于整体叶盘磨料水射流开坯技术的研究进展,对比分析了国内外磨料水射流开坯过程中涉及到的材料去除机理、轨迹优化、加工参数优化和设备研究进展,探索了磨料水射流整体叶盘开坯工艺,提出磨料水射流加工整体叶盘的关键问题及解决方案,指出磨料水射流加工整体叶盘技术发展方向。
1 磨料水射流加工基本原理及其应用概况
1.1 磨料水射流加工基本原理
磨料水射流加工是利用高压水射流(300~400 MPa)的动能携带微小自由磨粒以极高速度流经集束管,形成高能束(600~800 m/s)喷射到工件表面,进行冲蚀、撞击和破坏,实现对工件材料的切割和去除,如图1所示。相对于传统加工(如:车削、铣削等)和非传统加工(如:激光、等离子束、电解等),磨料水射流加工几乎不受材料属性的限制,效率高、成本低、切削力低(<10 N/mm2)[14],工件具有不易产生变形、无热影响区(<50 ℃)[15]、不需要模具、灵活方便等关键优势。磨料水射流作为一种“软体”刀具,对集束管造成的磨损较轻,且其特征加工多维运动参量(如:喷射角度、驻留时间、靶距等)和多物理量(如:水压、磨粒供给量、磨粒型号等)容易协同调控,便于实现复杂曲面零件多维控形加工。


图1 磨料水射流设备射流喷嘴实物及内部原理图
1.2 磨料水射流在航空发动机复杂曲面难加工材料零部件方面的应用
随着科技的不断进步与发展,航空发动机的需求逐年增加,航空发动机是飞机的“心脏”,其工艺复杂,制造难度较大,从而给发动机的加工制造带来了很大的加工难度,而磨料水射流加工技术(如:切割/修剪、车削/开槽、钻孔等)所具有的优异加工能力在航空发动机的零部件加工制造中得到了极大的推广应用,如图2所示,通过磨料水射流加工技术可以高质高效完成对复杂曲面或难加工材料的加工[16]。

图2 水射流技术在航空发动机上的应用[16]
近10年来航空发动机在控制油耗、改进效率、降低噪声、提高安全可靠性方面取得了重要进步,这与发动机广泛采用具有很高机械物理性能的新材料密不可分,如:碳纤维增强环氧树脂复合材料(Carbon Fibre Reinforced Plastics, CFRP)、金属基/陶瓷基复合材料(Metal/Ceramic Matrix Composites MMC/CMC)、新型钛合金和高温合金等,这些新型材料在航空叶片、叶盘、涡轮等具有复杂曲面特征零部件上面应用广泛,属于典型难加工材料。磨料水射流技术在上述难加工材料领域的应用越来越广泛,其研究应用取得显著增长,已逐渐成为航空航天特种加工领域不可或缺的重要手段。表1总结了航空发动机新型难加工材料的磨料水射流加工工艺现状[17-37]。

表1 航空发动机难加工材料磨料水射流加工应用
2 整体叶盘磨料水射流开坯工艺特性分析
2.1 整体叶盘磨料水射流加工结构特性
由图3(a)可以看出整体叶盘的流道深而窄,叶片薄、扭曲大、叶展长、叶根与边缘过渡曲率半径小、开敞性很差,开坯过程中需要兼顾叶片等余量和叶盘根部无“过冲蚀”、“欠冲蚀”两种工艺特点,且整体叶盘毛坯广泛采用高强度难加工材料,所需材料去除率很高,严重影响了整体叶盘加工质量和效率。因此,磨料水射流开坯整体叶盘时,面临的主要问题首先是实现叶片扭曲曲面等剩余余量加工,鉴于切割头集束管和叶片间距狭小区域几何干涉状况,射流轨迹线局限于加工凸形折线形状(如图3(b)所示),因此易出现所谓的凹曲面“欠加工”问题。这种凸形折线开坯形状因其相对理想曲面加工余量存在较大的不均匀性,将给后续精密铣削加工带来切削断续、误差复映等不良问题;其次,由于磨料水射流本身射流特性,随着切削深度增加,磨料携带的动能变小,切割效力减弱,射流柱出现偏折和分离,磨粒对材料的去除作用由切削磨损去除变为变形磨损去除,导致加工面出现分层现象,即在射流出口处出现“扫尾”现象(如图4所示),尾部切割面出现明显条纹弯曲。为实现叶片等余量加工和抑制开坯过程中“扫尾”现象对工件尺寸精度及后续加工的影响,需要根据开坯试切结果对走刀路径进行偏移补偿和射流柱冲蚀角度进行调整。

图3 磨料水射流整体叶盘结构及开坯叶片特征
2.2 开坯叶片曲面射流轨迹特性
基于整体叶盘结构特性,在磨料水射流开坯整体叶盘过程中,为避免叶片之间狭小空间干涉导致集束管和被加工工件发生碰撞现象,需要对叶片曲面射流柱轨迹特性进行分析。图5(a)为提取射流柱冲蚀叶片特征轨迹线,图5(b)为均匀余量走刀轨迹仿真图。从图中可以看出,整体叶盘叶片扭曲较大,外轮廓型面余量分布不均匀。为抑制射流柱沿轨迹特征线加工过程中系统让刀严重、多轴联动引起集束管剧烈震颤、集束管与工件干涉等现象,在五轴数控控制系统轨迹优化过程中,常采用样条曲线插值和角度补偿等策略来生成平滑走刀轨迹。

图5 整体叶盘型面加工轨迹线
2.3 叶盘开坯加工区域规划
整体叶盘加工主要分为近净成形开坯加工(粗加工)、精加工、激光强化以及抛光等主要工艺过程,如图6所示[38]。最终使横截面线轮廓度达到0.05 mm,叶片表面粗糙度低于0.4 μm。磨料水射流开坯做为整体叶盘加工的第1道工序,开坯过程中材料去除率多达70%,所以对加工区域合理规划显得十分必要。

图6 整体叶盘加工成形工艺顺序[38]
整体叶盘开坯区域规划需要综合考虑路径运动几何特性、材料去除均匀性以及剩余余量控制等问题,对复杂曲面通道空间进行合理的计算和规划来确定加工区域,其生成质量直接决定加工效率和后续光整加工质量。将同一通道内的2个叶片曲面和轮毂曲面偏置并延伸相交后,把叶尖子午线回转后得到4个回转面与通道上下平面充分相交截取,得到叶盆和叶背的临界曲面,这5个面共同围成的1个封闭区域就是规划的通道加工区域,也是整体叶盘开坯过程中去除大量材料的通道区域[39],如图7(a)所示,图7(b)为材料去除后通道型面。


图7 整体叶盘开坯加工区域规划
鉴于水射流实现的是贯穿式加工,当进行整体叶盘开坯时,叶片通道之间凹凸曲面严重干涉刀具运行轨迹,为避免射流柱冲蚀引起的不良加工特征,使被加工叶片更加趋近于叶片轮廓线,除了角度补偿和多轨迹逼近之外,还需要对水压和磨料流量等多物理量之间实时协调控制有更深的了解。
3 整体叶盘磨料水射流开坯加工技术及装备进展
3.1 磨料水射流加工材料冲蚀机理
磨料水射流加工是大量磨料颗粒持续冲蚀材料表面的加工过程。对于单颗磨料而言,其冲蚀机理非常复杂,从磨料粒子引起材料的破坏方式,可将其分为微切削、耕犁、脆性断裂和塑性流动[40-42],在加工过程中这几种加工机理并不是单独作用,而是几种机理的相互综合作用,如图8所示。


图8 磨粒微观材料去除机理
针对钛合金、铝合金、复合材料这类整体叶盘常用材料磨料去除机理(图8(a)),国外相关学者进行了大量的基础研究工作,从已发表文章来看磨粒引起材料去除模型主要有微切削模型、切削变形模型、耕犁-磨损模型等。Finnie和Mcfadden[43]、Bitter[44]通过研究低攻角下刚性磨粒冲蚀塑性材料的磨损现象,较为完整定量给出冲蚀率与攻角关系的数学模型;随后,通过高速摄影和金相组织分析,Tilly[45]提出二次冲蚀模型,即第一阶段磨粒冲击材料表面产生压痕,第二阶段产生压痕后反弹破碎的磨粒进行第二次冲蚀,指出材料被冲蚀总量等于两次冲蚀之和;Magne[46]在总结微切削冲蚀模型和动量损失模型的基础上,将磨料和材料硬度都引入冲蚀模型中,更加符合实际磨粒冲蚀状态,对磨料水射流加工塑性材料具有很大的参考意义。
以磨料水射流加工Ti6-Al-4V为例,Hascalik 等[47]针对加工表面提出了初始损伤区(Initial Damage Region,IDR)、光滑切割区(Smooth Cutting Region,SCR)、粗糙切削区(Rough Cutting Region,RCR),如图9所示,表明射流柱能量自上而下不一致,导致加工零件底部出现明显条纹,即“扫尾”;此外“扫尾”现象还与AWJ加工参数(如:进给速度、水压、磨料流速)不稳定和集束管加工系统振动有关[48];Shipway等[49]通过研究低角度冲击材料,发现可以有效抑制磨粒的二次冲击,进而有利于的降低表面粗糙度,同时也发现,表面磨粒嵌入是疲劳失效的根源。
Shanmugam等[50]就AWJ加工石墨/环氧复合材料分层机理进行了深入分析,结果表明,初始裂纹是由射流柱冲击波产生,分层是由于水楔和磨料嵌入导致,并基于能量守恒的方法在减少分层的基础上建立了解析模型;Mieszala等[51]通过进行单颗磨粒分别撞击纳米晶、微晶、单晶镍基合金实验,研究了微观结构和机械性能对侵蚀机理的影响,发现AWJ侵蚀速率与晶粒尺寸成正相关,与硬度成非线性负相关,结合对表面和亚表面特征分析,阐明了表面出现加工硬化的主要原因是塑性变形导致晶间错位;波音公司和Northwest National Laboratory[52]联合采用磨料水射流加工航空铝合金支架时,发现其疲劳寿命提升30%,通过测量其表面硬度发现,成形后的表面硬度较基体材料有所提升,表明磨料对加工表面起到了一定的强化作用。
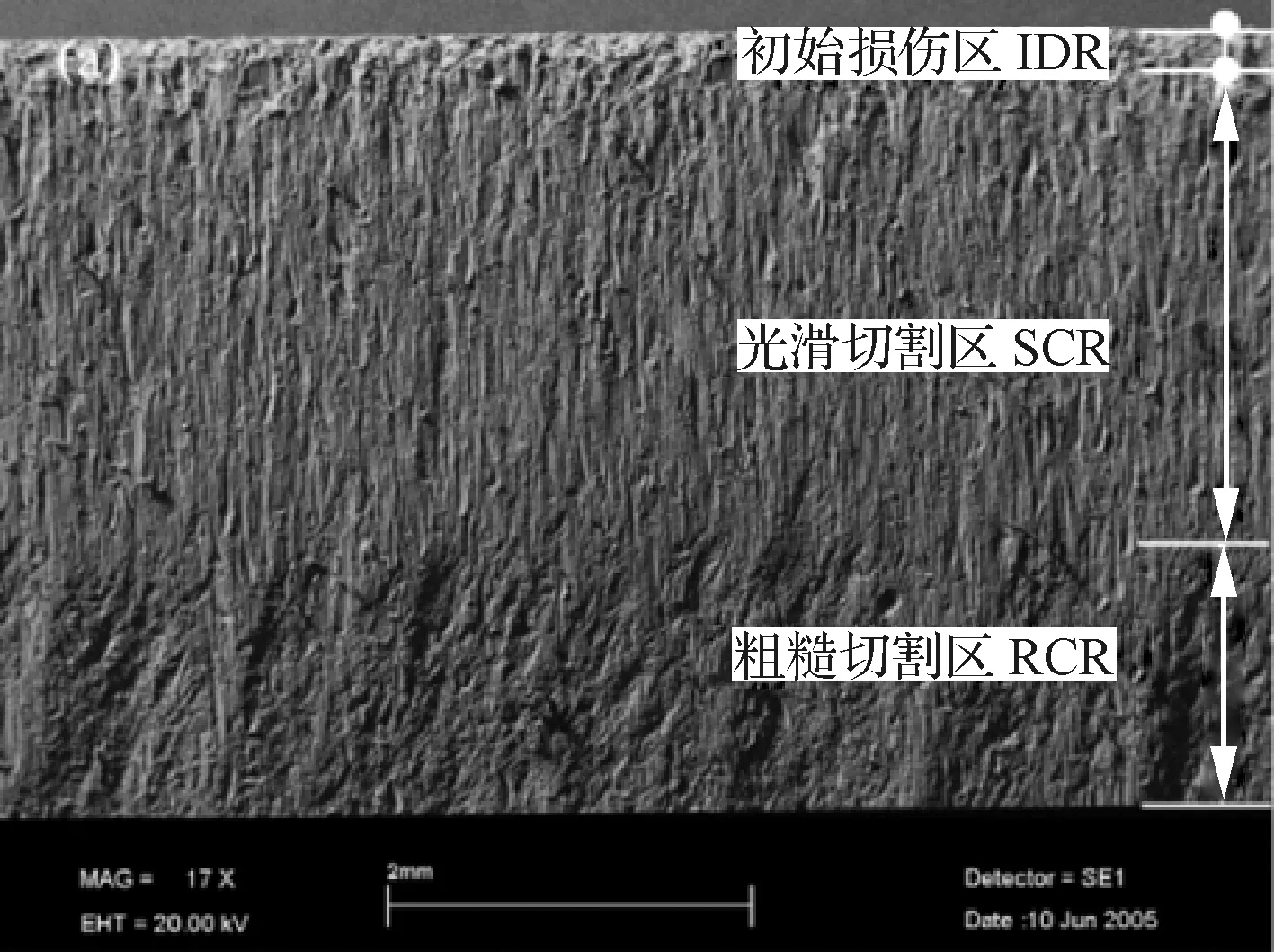
图9 AWJ加工表面形貌SEM图[47]
针对叶片陶瓷基涂层这类脆性材料(图8(b)),国外研究学者大多基于压痕断裂力学理论,主要有弹性模型、弹塑性模型、磨粒喷射模型等。弹性模型是指磨粒的冲蚀完全是由于接触应力的作用形成切削和裂纹扩展[53];弹塑性模型在弹性模型的基础上增加了横向裂纹是磨粒冲蚀引起材料去除的主要原因,侧向裂纹的深度与径向裂纹的尺寸成比例关系[54];磨粒喷射模型主要考虑是基于磨粒所携带的能量多少,决定引起脆性材料的冲蚀是穿晶断裂还是晶间断裂[55]。
在国内,山东大学黄传真等在材料去除机理上做了大量的研究工作,分析了磨料水射流形貌、速度、磨料、能量分布,建立了不同材料冲蚀成形机理,在AWJ加工硬脆材料时,提出了工件产生径向/中位裂纹和侧向裂纹的冲蚀动能临界条件模型,引入的脆性断裂冲蚀阻RCE和脆性冲蚀加工数M的概念,解决了脆塑转变机理[56-59];Shu等[60]针对切缝轮廓形貌差异,揭示了射流柱发散和射流柱能量衰减对加工表面质量的影响,并建立了切缝轮廓形貌预测模型;Liu等[61]利用CFD建立了磨料水射流模型,分析了射流柱动力学特征,结果表明射流柱沿中心轴向速度快速衰减,在射流柱横截面方向,能量呈现出两边高、中间低,这与实际加工情况较为相似;此外,蔡志刚等[62]、张成光等[63]、赵伟和郭楚文[64]等众多学者也进行了大量机理研究工作,促进了磨料水射流技术的发展。
3.2 磨料水射流开坯路径优化
关于复杂曲面磨料水射流加工轨迹优化的相关文献不多,针对整体叶盘开坯的轨迹优化更是鲜有报道,但是从本团队在整体叶盘磨料水射流开坯过程中所遇到的问题来看,可以将不良缺陷分为以下几种情况,如图10所示:
1) 过冲蚀(图10(a))。过冲蚀主要发生在通道下表面根部,主要原因是当切割头到此处时,受叶片之间的曲面干涉,切割头的AC摆角需要做出调整,同时切割头沿曲面轨迹也要执行加/减速,导致射流柱能量发生偏折,出现严重的二次冲蚀,进而形成“过冲蚀”缺陷。

图10 AWJ整体叶盘开坯不良特征缺陷
2) 欠冲蚀(图10(b))。欠冲蚀主要发生在两叶片之间的上下通道曲面部分,主要原因是由于在此处增加了部分插值点,导致射流柱轨迹不能平滑过渡,引起切割头急剧震颤从而产生“欠冲蚀”缺陷。
3) 加工面条纹(图10(c))。整体叶盘厚度较大,AWJ开坯时如果不采取轨迹补偿策略,由于射流柱动能衰减,磨料粒子动能减少,切割能力减弱,对材料的去除由切削磨损变为变形磨损,表面条纹就会出现,且线性从上至下逐渐加深。
4) 叶片上下型面不一致(图10(d))。叶片上下型面不一致即没有实现等余量去除,叶片横截面会有锥度出现,锥度的出现不仅与射流柱具有能量有关,也与靶距、磨粒喷射角度密切相关,通过给出合理的轨迹,可以实现叶片等余量去除。
关于通过轨迹优化消除整体叶盘开坯过程中出现“过冲蚀”“欠冲蚀”缺陷,目前很难查到有价值的参考文献,不过针对于通过轨迹优化抑制表面条纹和降低锥度国内外学者还是进行了大量的研究工作。
在理论分析上面,Kong等[65]针对复杂曲面零件几何形状自由生成,考虑射流柱路径方向、冲击角度方向、射流柱驻留时间等之间的关系,建立一个通用数学模型,得出了冲蚀速率函数,对于复杂曲面路径轨迹的生成具有一定的参考意义。Torrubia等[66]将有限元与Monte Carlo方法结合,预测了AWJ加工轨迹形状,实验结果表明该方法能准确预测射流柱多次走刀后的平均轨迹形貌,且误差率小于5%;Guillerna等[67]探究了射流柱加工的线性可逆问题,即寻求射流束轨迹的冲蚀轮廓,为解决这一问题,用傅里叶变换分析射流柱几何结构和切割头系统动力学行为,优化轨迹轮廓,减小了模型轨迹与实际轨迹之间的跟踪误差;在工程应用领域,OMAX公司的Peter等[68]研制出了两轴偏摆切割头,配合XYZ三轴的移动,实现了不同角度的偏摆切割,结合先进的CAD/CAM功能,在很短的时间内加工过程中喷嘴的摆动路径,从而精确计算出两轴在不同位置所需要的偏摆方向和摆动路径,进而很好的消除了表面条纹和上下型面不一致的缺陷;Flow公司[16]开发了一种偏摆角更大的动态切割头,在加工复杂曲面零件时,通过提取出叶片的特征轮廓线,导入到智能CNC控制系统,生成开坯轨迹路径,然后根据切割头位置,实时计算出偏转角度,避免了切割头和叶片之间的干涉,进而能够高质高效地完成整体叶盘的开坯工作。
在国内,王军等[69-72]通过冲蚀角补偿、切割头高频振动和多次加工等策略,完全消除了水射流加工切口的锥度;周大鹏[73]通过理论分析和FLUENT流场分析,得出粒子能量分布特点及切割过程能量转移,推导出射流柱加工轮廓特点,并建立切口轮廓锥度模型,根据刀头的切割位置,得出切割头需要的补偿倾角以便消减切口锥度,并通过实验验证了该模型的正确性;王舒[74]用一元三次方程拟合磨料水射流切割厚材料的轮廓曲线,构建了厚材料切缝轮廓曲线的经验模型,对于深入研究3D曲面成形的精密补偿有较强的实用价值。
结合磨料水射流射流柱贯穿式加工特点,为了避免曲面干涉、规避过冲蚀,很好的趋近叶片轮廓线,杨维学[39]采用多个直纹面轨迹线,逐渐逼近的方式获得叶片形状,如图11所示。通过优化切割头在叶盆和叶背处的运动轨迹,并基于轨迹线上采样点作拟合垂直线中点的样条曲线获得新的轨迹直纹面,最终确保叶片双边等余量去除[75]。

图11 多轨迹线切割成形[39]

图12 磨料水射流整体叶盘开坯试验台
大连理工大学高航针对整体叶盘通道扭转角大、空间狭窄特点,另外根据整体叶盘开坯方向,增加了一个旋转轴用于支撑待开坯工件,如图12所示。增加该轴的主要原因是:叶片曲线上各点曲率不同,切割头在水平方向上与叶盆和叶背之间的加工间隙是不一致的,所以会导致叶盆和叶背处的余量差异较大。通过将旋转轴和机床五轴进行联动,不仅可以有效避免刀具和工件之间的相互干涉,还能保证叶盆叶背处的去除量均匀。
3.3 磨料水射流开坯多物理量和机械量参数组合优化
为了消除整体叶盘开坯出现的不良特征缺陷,如图10所示,除了通过轨迹优化之外,若能将多个物理量(水压、磨料流速、射流柱驻留时间等)和机械量(射流柱冲击角、靶距、磨粒尺寸等)之间的关系进行合理优化,同样能够有效避免上述缺陷。
Srivastava等[22]针对磨料水射流车削MMC材料,研究了不同进给速度对表面完整和纹理结构的影响,实验结果对比分析,当进给速度增加20%~30%时,材料去除率降低13.81%,表面会伴随内部裂纹、凹坑、增强剂颗粒断裂等缺陷生成,与此同时亚表面残余压应力也会增加,通过X-ray测得亚表面50 μm处硬度增加7%~9%,可见磨料水射流加工时,获得高材料去除率和好的表面形貌是相互矛盾的,只能在满足精度要求的条件下寻求参数之间的最优组合;Ahmed等[76]通过统计学方法建立加工参数与粗糙度的关系,借助响应面分析法深入研究磨料流速、水压、靶距等物理量和机械量之间的组合对粗糙度的影响,实验结果表明在低进给速度下增加水压、高进给速度下降低水压或者低进给速度下降低靶距都可以获得相同的表面粗糙度值;在保持其他加工参数相同条件下,切割头多次走刀研究结果表明,高进给速度结合多次走刀,较低进给速度结合单次走刀,能获得更高的材料去除率和较低的锥度、表面条纹,主要原因是因为在多次走刀的情况下,相当于射流柱对切割面起到了类似光整的作用,保证了加工表面的完整性[49];Ming等[77]选用不同水压、磨料流速、靶距、进给速度,研究了磨料水射流加工NiTi记忆合金的切口轮廓几何特征和表面形貌,通过选用参数之间的最优组合,不仅能够抑制白化层、晶间变形、裂缝等缺陷,还能使切割面轮廓锥度最低,消除表面条纹不良特征;Gent等[78]选用不同磨料加工韧性材料,探究了磨粒尺寸、磨粒硬度、磨料流速对冲蚀深度的影响,结果表明磨粒尺寸对冲蚀速率影响不大,磨粒硬度对材料的冲蚀速率取决于与被加工材料的相对硬度之差,即磨料硬度与韧性材料的相对硬度之差越大,冲蚀效果越明显,磨料流速对材料冲蚀速率存在一个最优值,也就是说当磨料流速较小时,单位时间内高压水传递给磨料的能量较低,但当磨料流速较大时,磨粒之间的相互碰撞导致的能量损失非常显著。
国内学者刘盾等[79]通过回归模型和响应面分析法分析了加工参数(进给速度、靶距、磨料流速、倾斜角度等)对陶瓷冲蚀深度和表面粗糙的影响,获得最大冲蚀深度和最低表面粗糙度的最优组合参数,根据不同加工参数之间扰动图对比分析表明进给速度对冲蚀深度和表面粗糙度影响最大;陈正文等[80]用磨料水射流切割复合材料来研究进给速度、样品厚度对样品切口表面粗糙度的影响规律,结果表明对于切口表面粗糙度,存在一个最优工艺参数值;张文超和武美萍[81]设计了正交实验,对不同参数组合下磨料水射流加工45#钢的表面粗糙度、材料去除率进行了MATLAB数据分析,同时从材料去除机理方面对磨料粒度、射流压力、横向进给速度、靶距、喷嘴冲蚀角度等加工参数对于表面质量和材料去除率的影响程度和影响趋势进行了分析,结合加工面表面粗糙度和材料去除率,选出最优加工参数组合用于指导工程应用。大连理工大学针高航对厚度为60 mm、叶片长度为18 mm铝合金单叶片开坯成形做了很多基础实验研究,如表2所示,通过不同实验参数条件下的叶片形貌、尺寸精度、加工时间对比可以看出,单从提升加工效率来看,水压越大、磨料流速越大、靶距越小,单叶片成形所用时间也就越少,但此时会有严重的表面条纹、“过冲蚀”缺陷存在;因此需要根据加工精度要求,综合考虑各个加工参数对最终形貌的影响,结合各种智能算法[82-83],找出针对水射流开坯的最优参数组合。

表2 不同加工参数磨料水射流单叶片加工成形对比分析
3.4 整体叶盘磨料水射流开坯装备进展
整体叶盘开坯传统方法有电解加工、激光熔覆、数控铣削等,各种开坯方法对比如表3所示[84-87],然而这些方法普遍面临周期长、污染严重、刀具磨损等问题,所以为寻求更为经济绿色的工艺方法,磨料水射流开坯应运而生,据国外研究报告,采用水射流开坯可以使生产成本减半,周期缩短为原来的1/4~1/5。整体叶盘的材料去除主要是在开粗加工阶段完成的,因此提高通道开槽切削的效率是实现叶盘高效加工的关键。整体叶盘开坯加工的目的就是要高效率地去除叶盘多余材料,并为精铣加工阶段提供均匀的加工余量。下面主要介绍磨料水射流开坯国内外装备研究现状,为航空发动机高效高质加工提供参考。
3.4.1 整体叶盘磨料水射流开坯国外设备研究进展
国外在磨料整体叶盘水射流开坯方面已经做了大量研究工作,美国Flow公司(图13[88])在水射流加工方面最先起步,其生产的Aquarese系列的六轴机械手机器人是目前最为先进的水射流整体叶盘开坯机器人,主要优势是该机器手在五轴基础上,在集束管上集成柔性自由度的关节臂,让集束管可以从任何角度接近工件,结合最先进的在线优化CNC控制系统,将预测模型和计算机模拟技术同步连接,一旦开始加工时,集束管遵循光滑、准确、可重复的走刀路径,以创建精确的切割和轮廓,从而完成发动机叶盘整体开坯工作,装备比较成熟、灵活性高,容易实现。此外,相对于铣削和其他常规加工来讲,该机器人对装夹要求较低,大大节省夹具成本,研究报告表明Aquarese机器人已经成功应用在波音公司整体叶盘水射流开坯上面,该机器人已经证明其足够的耐用性和精确性,能够满足航空航天整体叶盘开坯所要求的严格公差。以加工直径804 mm、31个叶片的Ti6Al4V叶盘为例,与铣削开坯相比,该机器人将整体叶盘成形周期从200 h缩短至35 h(节省83%),同时装夹成本费用降低为72%,极大促进了整体叶盘加工效率。
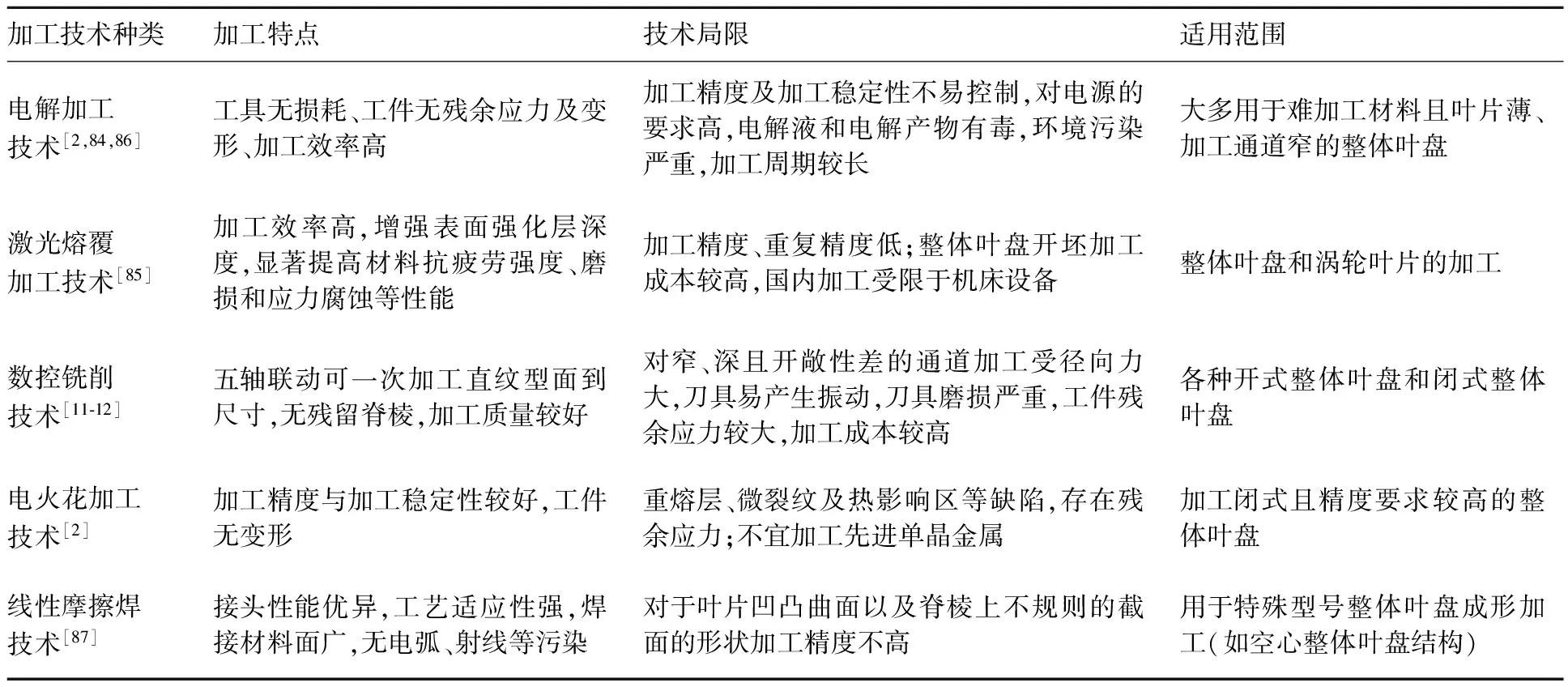
表3 整体叶盘开坯加工技术对比

图13 Flow公司磨料水射流整体叶盘开坯设备[88]
Jet-Edge水射流采用直接驱动泵(图14(a)),水压可达520~620 MPa,AB轴摆角±50°,切割头能够切入整体叶盘两叶片之间的狭小间隙内,改善切割头在叶盆和叶背之间的曲面干涉状况;五轴运动控制由交流无刷数字伺服电机和单双机架耦合,用滚珠丝杆精确驱动,加上运控控制系统与水箱分离开来,有利于提高抗干扰性和鲁棒性,抑制由机床运动引起的工件震颤,在加工时采用基于多点定位走刀方式、实现安装—检测—优化集成控制的自适应成形加工技术,通过工装与机床切割头之间实现自适应数控联动,在提高工作效率的同时,能够保证复杂曲面工件的加工尺寸精度,最大限度的确保零件最终加工质量;通过合理优化加工工艺参数,获得水压、磨料供给量、靶距、倾斜角度之间的最优组合可使开坯效率提升至40%~50%,操作成本降低40%。以铝合金闭式整体叶盘加工为例(图14(b)),加工后叶片表面粗糙度可达6.4~12.5 μm,叶型精度公差为-0.5~+0.5 mm,叶片单边余量1~2 mm,加工表面一致性较高,便于执行后续精加工程序。


图14 Jet-Edge 整体叶盘开坯加工原理图
诺丁汉大学(University of Nottingham)与Rolls-Royce公司在校内成立了水射流整体叶盘开坯实验室,用于研究高质高效整体叶盘成形。在整体叶盘开坯基础上,诺丁汉大学Axinte等[89-93]研究了材料去除函数模型、材料去除机理、轨迹路线规划以及实验工艺的相关研究,为实现整体叶盘半精加工奠定了丰富的理论基础,他将水射流开坯与干涉仪在线测量技术结合起来,不仅可以完成磨料整体叶盘开坯工作,在后续加工采用纯水射流进行叶片表面喷丸强化[94],针对性解决了常规喷丸表面粗糙度增大、残余压应力分布不均缺点,显著提升表面疲劳强度。图15[90]所示为叶盘开坯所用机床,该机床位置精度±0.001°,双向重复定位精度为±0.001 mm,垂直度和直线度为±0.003 mm,AB轴倾斜角为±60°,C轴旋转角度为±440°,装有激光定位、实时声发射传感器监测切削是否出现异常状态。可以实现叶型线轮廓精度控制在+1.0~+1.6 mm以内,叶盆、叶背的重复精度<1.5 mm,通过锥角补偿克服叶片底部“扫尾”现象,加工面无热损伤、硬化层等缺陷;据报道,该技术叶盘开坯已经成功应用在Rolls-Royce系列发动机上面。


图15 Rolls-Royce公司整体叶盘开坯加工设备[90]
此外,国外也有很多其他公司和科研机构在不断探索,如德国OMAX和Hammelmann Corp、瑞士Bystronic、法国Suteau-Anver集团、日本sodic公司、Flow在MIT成立水射流研究中心、佐治亚理工学院高性能五轴整体叶盘开坯研究中心等。这些企业和机构不断对磨料水射流设备创新的持续升级,使设备不断朝着自适应能力强、高度柔性化、集成化发展,控制系统更加智能化、数字化、专业化、模块化;目前国外顶尖水射流设备生产商针对整体叶盘开坯,大部分采用CATIA实体建模结合CNC编译处理,然后集成切割模型,针对性开发CAD(数据导入、零件设计、工装、材料属性选择)和CAM(编程、模拟、路径修正等)为末端处理器,大幅度提升整体叶盘开坯效率。在设备和控制系统发展的同时,对磨料水射流开坯时涉及的材料去除机理、加工面损伤预防、整体叶盘通道多轴加工的无干涉刀具路径适量规划、运动量与几何量协同控制、磨料精确供给等工艺不断研究和优化,使水射流加工整体叶盘技术不断成熟,促进了航空制造业的发展。
3.4.2 整体叶盘磨料水射流开坯国内设备研究现状
我国水射流相关技术理论自20世纪90年代开始大力发展,在水射流整体叶盘开坯方面,涂运凤和冯燕[95]、齐娜和王叙英[96]分别提出机器人七轴水射流整体叶盘切割装置,即机器人为六关节联动,在装有毛坯料的工作台上再增加一个旋转自由度,这样既保证了切割机器人的刚度,同时提高了夹具的定位精度,因而可以实现整体叶盘开坯工作;山东大学黄传真与北京工业自动化所合作[97],建立了磨料水射流六轴机器人工作站,进行磨料水射流加工复杂空间曲面的基础工艺研究。沈阳黎明航空发动机、西安飞机工业在磨料水射流开坯做了很多工作,但是受限于设备和对开坯机理探究不够,最终没有获得成型产品;除此之外,国内对于磨料水射流实现对复杂3D空间曲面高效、高精度加工相关报道甚少。
在加工设备方面,国内虽然起步较晚,但是经过不断的技术累积,已经具备了自主创新能力,众多水射流设备制造商也拥有自己的核心技术,专业领域的研究机构及公司企业得到了飞速发展,如表4所示,从这些资料表明,国内对水射流开发的设备的研究领域主要集中在用于各种清洗作业;用于各种不同合金、岩石混凝土、复合材料特种切割加工;用于废旧炮弹处理、军工、轨道交通精密件切割等。然而,对于结合水射流特性,能够精确执行3D复杂曲面轨迹,完成水射流整体叶盘开坯的机床设备相当匮乏;这一点上与高压水射流技术发达的美、日、德等国家相比,产业梯队和高端制造技术水平还存在较大的差距。

表4 国内水射流制造机床对比
综合各种因素,国内关于射流整体开坯技术还存在很多不足,主要体现在以下几个方面。
1) 整体叶盘朝着轻质、耐高温、刚性好等方面发展,因此关于整体叶盘材料的去除机理需要进行深入研究。对材料本身的去除特性、去除规律、模型精度,结合对射流与磨粒混合、磨粒加速、射流与大气的相互干涉、磨粒在射流柱中的分布等基础研究的理解程度决定了磨料水射流开坯的效率和型面精度。
2) 目前国内对于磨料水射流整体叶盘开坯的研究基础理论不足,对于射流柱冲蚀材料的流场特性、本构方程的研究较少,关于射流柱驻留时间和材料去除率之间的数学模型理论研究不够充分,导致在水射流开坯的过程中实现对叶片双边余量均匀控制比较困难。
3) 国内对于磨料水射流不同工艺参数对加工精度的影响做了大量研究,高压、靶距、喷嘴结构、磨料供给量、倾斜角度等对开坯精度影响较大;但是对于如何解决开坯过程中出现的“扫尾”、叶盘叶盆处“过切”、叶背处“欠切”等现象的补偿措施涉及较少。也就是说对于水射流开坯提高加工精度具体有效的工程方案尚未解决。
4) 数控技术和尖端制造技术方面的研究不足使得我国磨料水射流研究主要集中在2D加工方面,在复杂形状零件的加工上应用也较少。关于水射流开坯更是几乎没有成行的体系和研究策略,相比于美、日、德在水射流开坯领域的几乎可以达到精加工能力,我国对水射流开坯的研究不管是从硬件上还是软件上更是亟需深入进行。
4 整体叶盘磨料水射流开坯面临的主要问题和解决方案
4.1 整体叶盘磨料水射流开坯面临的难题
磨料水射流加工技术应用于航空发动机整体叶盘高性能复杂曲面高效加工,面临的主要挑战和难点在于:
1) 射流柱在开坯过程中,存在能量传递和耗散问题,特别是现有的后混式混料腔结构极易带入空气,由此导致能量耗散、材料去除率和加工表面质量一致性难以控制。
2) 整体叶盘的扭曲曲面结构导致其加工的开敞性较差,存在强几何干涉,磨料水射流开坯路径轨迹合理与否直接关系到叶盘开坯质量;如何优化轨迹路径成为磨料水射流整体叶盘开坯的难题。
3) 影响磨料水射流曲面多维控形加工的因素不仅包含喷射距离和喷射角度、射流驻留时间,还包括磨料水射流压力、高速混合流体中的磨粒含量、被加工材料特性等物理参变量,且两类参变量存在耦合关系,难以实时调控上述机械量和物理量,使其能够按照预定型面要求进行加工。
4.2 整体叶盘磨料水射流开坯解决方案
笔者团队根据整体叶盘几何形状规划整体加工工艺路线,研制六轴数控磨料水射流开坯试验台,创新设计磨粒供给量伺服控制精准调控系统,改进高压泵电机驱动方式,开发基于多维运动参变量和多物理参变量的复杂曲面零件数控加工程序,为整体叶盘开坯的工程应用提供可靠的工艺方法。具体解决方案如下。
4.2.1 高压磨料水射流加工水压和磨料供给实时调控方法和射流柱混合能量建模
传统磨料水射流中通过混合腔中高速水射流产生的负压来供给磨料,在加工过程中不具备实时可变调控能力。为此,提出通过将磨料供给管道阀门改进为用伺服电机控制开口流量,即将传统的磨料“被动负压吸入”,改为“磨料流量线性函数精准调控供给”的方式,如图16所示。磨粒的线性函数精准调控考虑到射流柱在叶片凹凸曲面和叶根拐角处的驻留时间与混合腔中高压水快速流动产生负压大小之间的协同作用。在水射流开坯过程中,因为叶片的特征,射流柱在叶盆和叶背处的材料去除量是不一样的,且在叶根拐角处由于五轴联动需要减速/加速过程,若不改变射流柱的能量,在这些加工处容易出现不良加工质量。由于在目前加工中受设备能力限制,高压是不易实时精准调控的,而磨料供给量通过PLC编程输入控制函数,完成磨料供给量精准控制是可行的,目前笔者团队已经解决这一困难。因此通过改变磨料供给量的函数关系,可以有效地调控射流柱驻留时间与磨粒供给量之间的对应关系,提高磨料水射流的能效。
在射流柱混合能量流场建模方面,通过“流场能量衰减分析—模型与参数调整—流场能量衰减分析”的迭代优化方法,研究能量耗散机制与各物理量参数、结构尺寸参数之间的关系。根据参数之间的最优组合,得到能量耗散、演变规律的函数关系式;验证不同吸入气体量的磨料水射流与加工表面冲蚀痕迹深度的关系,从而分析混入气体对磨粒动能消减的影响程度。在此基础上通过对聚能型切割头结构创新优化,实现吸入磨粒流量的实时有序调控,并最大限度地消减混入气体量,减少喷射出口磨粒动能的耗散。
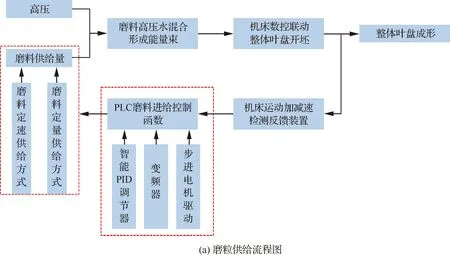

图16 磨料流量实时精准调控原理示意图
4.2.2 叶片曲面曲率变化的磨料水射流加工材料去除函数建立
磨料水射流加工界面的力学行为决定材料去除能力,一方面,磨料水切割射流在不同喷射距离、不同压力和不同磨粒流量条件下,因磨粒动能变化和耗散特性,导致其材料去除能力有很大的差异,最终导致其表面形成如图4所示的下窄上宽的“扫尾”现象。另一方面,磨粒与加工表面为刚性碰撞接触,在图17所示不同曲面和曲率条件下,磨粒对工件表面的冲蚀效果存在很大差异。
研究曲面约束条件下的磨料水射流冲蚀流场,是分析磨粒去除材料率的基础。以延性材料冲蚀机理模型为基础,建立曲率的磨粒连续冲蚀力学模型,研究不同参数变化下,特别是水压、磨粒供给量、切割头冲蚀角变化对力学行为的影响,试验分析磨粒在不同工艺条件下的滑擦、耕犁和切削行为及其变化规律,给出多维运动参变量、水压与磨粒供给量对材料去除率的影响规律,为磨料水射流开坯过程中的材料去除函数提供技术基础。

图17 曲率变化对磨粒冲蚀过程的影响示意图
4.2.3 磨料水射流扭曲形面创成路径规划策略
现阶段磨料水射流曲面加工因受设备功能所限,只能通过多轴数控运动改变靶距和喷头角度的单一方式实现,这对于诸如图18所示的发动机整体叶盘窄间距干涉条件下叶片凹、凸曲面的磨料水射流加工十分困难。事实上若能够对水压和磨粒供给量这些物理参变量实现实时调控,通过有效地改变材料的去除率,亦能达到加工曲面的目的。为此,在整体叶盘几何运动规划方面,首先开发出流线型五轴加工轨迹设计方法,并针对整体叶盘的曲面建模特点,建立射流柱走刀流线场的连续性构造插补运动方程,确定高压泵驱动的射流柱刀具姿态算法。同时,针对叶片前后缘处曲率变化剧烈的特点,考虑叶片几何特性和射流柱驻留时间之间的关系,将对机械运动参变量(入射角度、加工速度、靶距等)与物理参变量(水压、磨粒供给量)的协同调控策略展开系统的试验研究,建立针对凸、凹曲面结构特点的磨料水射流材料去除函数,为整体叶盘复杂曲面磨料水射流数控开坯加工路径规划提供可靠的理论依据和算法。

图18 整体叶盘窄间距干涉条件下叶栅凹、凸曲面加工策略
综上所述,通过提出的解决方案,笔者所在团队,经过大量验证实验,对于磨料水射流整体叶盘开坯技术已经取得了一定进展,对于开坯过程中对叶片等余量控制,避免叶片狭窄通道凹凸曲面干涉、根部出现“过冲蚀”“欠冲蚀”,消除加工面出现的“表面条纹”现象等不良特征已经做了大量基础研究工作,通过加工轨迹插补优化、冲蚀角补偿、磨料实时可控调节等方法已经逐渐解决磨料水射流整体叶盘开坯过程中易出现的难题,以直径120 mm、厚度20 mm的6061铝合金整体叶盘加工为例, 如图19(a)所示,可以达到完全消除“过冲蚀”“欠冲蚀”“扫尾(图19(c))”等缺陷,单边叶片余量均匀控制在-1.5~+2.0 mm范围内(图19(b)),下一步工作,将针对三级整体叶盘开坯工艺进行探索。

图19 整体叶盘磨料水射流开坯验证实验
5 整体叶盘磨料水射流开坯技术发展趋势
图20表示了整体叶盘磨料水射流开坯技术发展趋势与整体叶盘磨料水射流开坯关键问题的研究。从图中看出,要解决整体叶盘磨料水射流开坯的关键问题,为国家重大航空装备提供理论方法和技术支撑,磨料水射流整体叶盘开坯要朝着高端智能化、复杂曲面自生成、多功能集成化等方向发展。
1) 高端智能化。磨料水射流开坯要求机床具有较高的精度要求,应用五轴以上的数控加工中心是必要的前提。针对射流柱能量耗散问题,在提升高压功率的同时,还需要对集束管进行聚能型设计,满足不同尺寸要求的整体叶盘开坯要求,设计更为先进的且独立于切割头运动控制系统的裝夹方式,避免高压引起机床震颤导致的刀头碰撞、重复定位精度低、加工误差大等问题。解决磨料水射流开坯过程中面向强几何干涉、加工可达性差、等余量去除等关键问题。

图20 整体叶盘磨料水射流开坯技术发展趋势
2) 复杂曲面轨迹自生成。整体叶盘开坯过程中涉及的扭曲曲面创成是磨料水射流路径规划过程中不可缺少的插补算法。在建立整体叶盘的数学模型时,通过空间样条曲线插值和轨迹逆向双向插值方法,在不同曲率和曲线处通过MATLAB计算并放置过渡插值点确保过渡曲线平缓、圆滑、无断点导致的“欠切”等缺陷,并结合使用专用Actcut仿真软件进一步优化轨迹路径,使数学模型的轨迹符合磨料水射流开坯整体叶盘零件形位精度要求。此外,复杂曲面轨迹自生成技术在生成连续、光滑的加工轨迹的同时,保证了加工过程中的连续性和平稳性,大幅度降低了由于机床加/减速引起的集束管振动引起误差复映问题,保证了开坯精度,提高了工作效率。
3) 多功能集成化。多功能集成化主要是在磨料水射流的基础上,增加超声振动、激光辅助、机器视觉等先进技术弥补磨料水射流在加工过程中由射流柱能量耗散导致“叶盆”“叶背”材料去除率差别较大、加工表面质量一致性较差、叶片底部出现“扫尾”等问题,通过视觉在线反馈实现“加工、测量和调控”一体化,实现扭曲曲面等剩余余量加工,提高叶盘型面精度一致性,解决整体叶盘开坯技术中难加工材料精密去除和凹凸曲面创成等机理问题,形成航空发动机复杂曲面零件磨粒水射流高质高效控形新技术。
6 结 语
磨料水射流开坯技术作为一种新型、高效、绿色环保加工手段,是21世纪极具创造性的加工方式,具有无热影响区、低切削力、柔性强、低成本效率高等优势,决定磨料水射流开坯技术在航空航天难加工复杂曲面零件方面具有广阔的应用前景。通过对整体叶盘磨料水射流开坯工艺特性分析、国内外关于磨料整体叶盘水射流开坯技术对比分析可以看出,我国在整体叶盘磨料水射流开坯技术涉及到的难加工材料去除机理、避免凹凸曲面干涉的路径轨迹优化、叶片等余量控制方面的研究还应该加大力度,研制出集成化、复合化、数字化高端制造装备。
猜你喜欢
航空兵器(2022年4期)2022-10-11
东北大学学报(自然科学版)(2022年9期)2022-09-21
舰船科学技术(2022年11期)2022-07-15
煤气与热力(2022年4期)2022-05-23
排灌机械工程学报(2022年4期)2022-04-25
石油机械(2022年4期)2022-04-13
计算机与数字工程(2022年3期)2022-04-07
金刚石与磨料磨具工程(2022年1期)2022-03-22
摩擦学学报(2022年1期)2022-02-28
宇航材料工艺(2020年5期)2020-11-17
