马铃薯挖掘机升运分离过程块茎损伤机理分析与试验
2020-03-11 04:00吕金庆杨晓涵吕伊宁李紫辉李季成杜长霖
农业机械学报 2020年1期
吕金庆 杨晓涵 吕伊宁 李紫辉 李季成 杜长霖
(东北农业大学工程学院, 哈尔滨 150030)
0 引言
马铃薯机械化收获是马铃薯全程机械化的关键环节,可大幅提高劳动效率、增产增收[1]。目前,升运链式马铃薯收获机因薯土混合物分离效果好、结构简单、稳定性好而被广泛使用。但在收获过程中,马铃薯块茎与升运分离装置碰撞造成的机械损伤也随之增加,严重影响收获后马铃薯的储存、销售等,进而直接影响其经济效益[2-6],因此,如何减少马铃薯收获过程中块茎机械损伤成为亟待解决的问题。
国外对于马铃薯机械损伤的研究较早[7-9],进行了大量的田间试验,并且结合人造动态测试球等高新技术,能够有效降低马铃薯机械损伤。国内学者桑永英等[10]对马铃薯碰撞损伤进行试验研究,并进行有限元分析,建立了马铃薯碰撞模型;文献[11-13]对马铃薯损伤机理进行了研究;张建华等[14]进行了马铃薯块茎性状对块茎损伤的影响研究;张华等[15]对机械收获中马铃薯损伤原因进行分析,并提出改进措施。国内学者对马铃薯损伤的研究多集中在马铃薯动态力学特性、损伤机理等方面,对收获过程中由升运分离装置碰撞所造成的机械损伤研究较少。马铃薯收获过程产生机械损伤主要与其工作参数配置不合理有关。
针对上述问题,本文对升运过程马铃薯损伤机理进行理论分析,明确影响马铃薯机械损伤的主要因素,并确定影响因素的试验取值范围,搭建试验台,进行马铃薯挖掘机升运分离装置优化试验,以期获得马铃薯挖掘机升运装置最优的工作参数组合。
1 整体结构与工作原理
1.1 整体结构
马铃薯升运分离装置试验台主要由一级升运装置驱动电机、一级升运装置、U形卡、二级升运装置、二级升运装置主驱动轮轴、机架、二级升运装置驱动电机等组成,其整体结构如图1所示。

图1 马铃薯机械损伤试验台整体结构图Fig.1 Integral structure diagrams of potato mechanical damage test-bed1.一级升运装置驱动电机 2.U形卡 3.一级升运装置 4.二级升运装置 5.二级升运装置主驱动轮轴 6.机架 7. 二级升运装置驱动电机
1.2 工作原理和主要技术参数
1.2.1工作原理
一级升运装置通过U形卡连接在机架上,工作时,一级升运装置在一级升运装置驱动电机的驱动下带动马铃薯向二级升运装置方向运动,当马铃薯运动到一级升运装置末端时,薯块被抛出,掉落至二级升运装置上,二级升运装置在二级升运装置驱动电机的驱动下产生线速度,同时带动马铃薯做斜抛运动,马铃薯在重力的作用下落回升运链。
1.2.2主要技术参数
马铃薯机械损伤试验台主要用于马铃薯挖掘机升运过程中马铃薯块茎机械损伤试验,其主要参数如表1所示。
2 马铃薯升运分离碰撞过程机理分析
薯土混合物经挖掘铲挖起,由一级升运分离装置进行初步薯土混合物分离,随后运动到一级升运分离装置末端,被抛送至二级升运分离装置,在抖动器的作用下,薯块在链面上不断地被抛起落下,最后在二级升运装置末端被抛送至地面[16-18]。由以上分析可知,在薯块升运分离过程中发生碰撞继而产生损伤的时刻主要是:薯块在一级升运链末端被抛出与二级升运链杆条相碰撞;在二级升运分离装置上被抛起落下时与链面杆条碰撞;薯块在二级升运链末端被抛出与地面发生碰撞。因此薯块产生损伤过程可归结为薯块与杆条发生碰撞和薯块与平面发生碰撞,具体过程如图2所示。
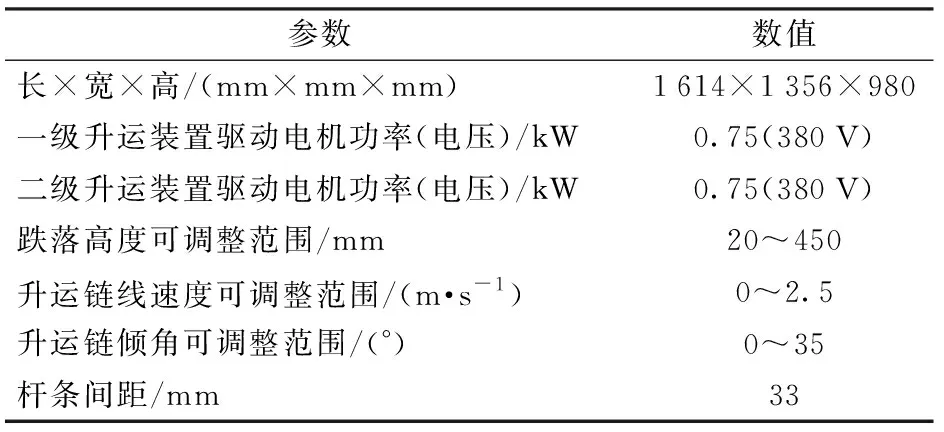
表1 马铃薯机械损伤试验台主要技术参数Tab.1 Main technical parameters of potato mechanical damage test-bed
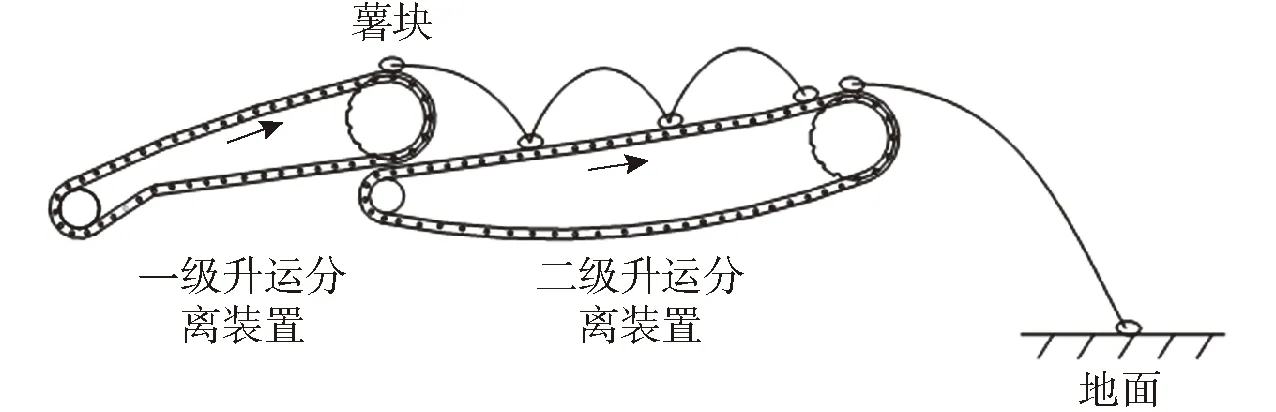
图2 薯块运动过程示意图Fig.2 Schematic of potato block movement process
2.1 抛落阶段运动学分析
2.1.1薯块在升运链末端的抛落运动学分析
由上述可知,薯块产生损伤的时刻主要为薯块与杆条的撞击和薯块与地面的撞击。虽然薯块在第二级升运链上抛落至地面的跌落高度比薯块在一级升运装置抛落至二级升运装置的跌落高度大,但在二级升运链末端薯块所掉落至的地面为经挖掘和薯土分离后的土壤,土质较疏松,薯块与地面撞击产生的损伤相比于薯块与二级升运链撞击产生的损伤较小,因此本文对薯块与地面的碰撞不做分析,只选取薯块在一级升运链末端的运动做运动分析,运动过程分析图如图3所示。
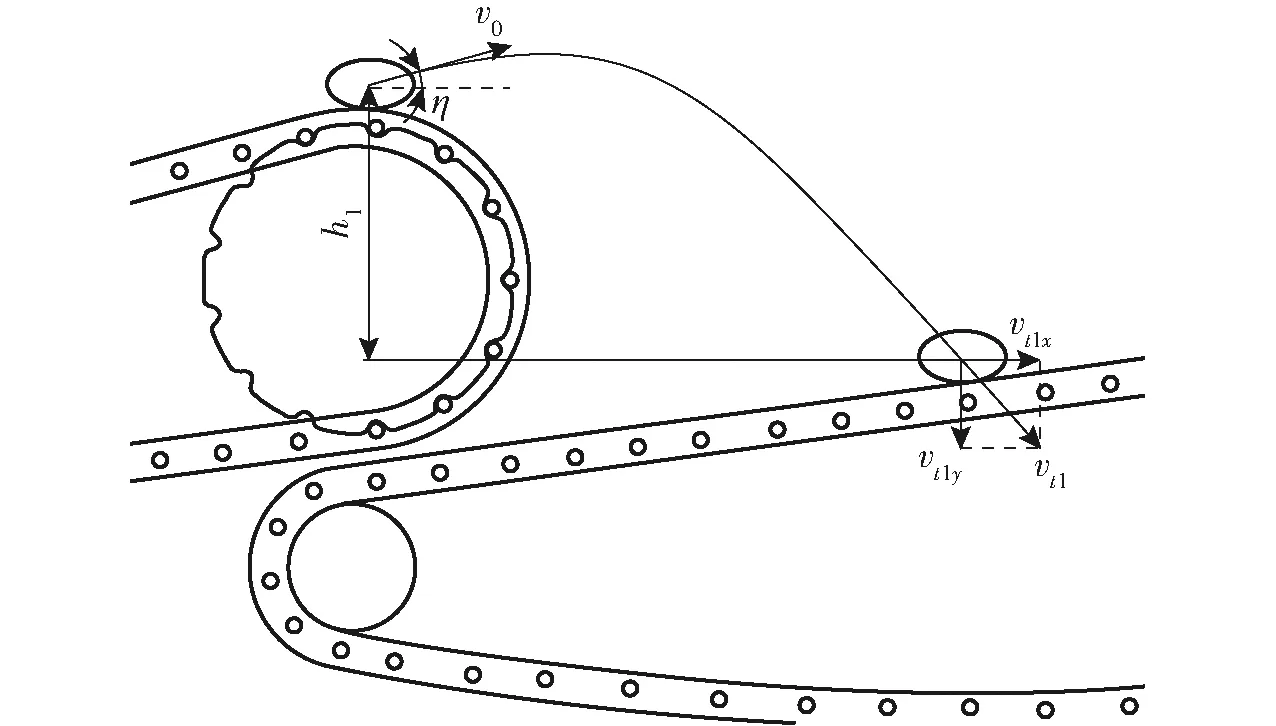
图3 一级升运链末端抛薯运动分析Fig.3 Analysis of movement of the first-stage elevator chain
因一级升运链与地面存在一定夹角,薯块在一级升运链末端被抛出时速度方向沿一级升运链线速度方向,竖直方向先做匀减速运动,到达最高点后做匀加速直线运动至与杆条碰撞,其竖直上升最大高度为
(1)
式中v0——薯块由一级升运链末端抛出速度,m/s
η——一级升运链与地面夹角,(°)
g——重力加速度,取9.8 m/s2
h0——薯块上升高度,mm
马铃薯挖掘机一级升运链倾角一般为22°~34°,本文取25°,一级升运链线速度一般为1.6~2.0 m/s,本文取1.8 m/s,代入式(1)计算得马铃薯被抛出后上升高度h0为3 mm。
薯块上升至最大高度后在重力作用下下落,薯块与杆条发生碰撞竖直方向速度为
(2)
式中h1——薯块从一级升运链末端跌落高度,mm
薯块在水平方向做匀速直线运动,则薯块与杆条碰撞水平方向速度为
vt1x=v0cosη
(3)
经计算得vt1x=1.63 m/s。
薯块最终与杆条碰撞速度为
(4)
2.1.2薯块在二级升运链的抛落运动学分析
马铃薯在二级升运链上的运动过程中,将链面视为平面,并将马铃薯块茎视为质点,忽略薯块在这一过程中发生的滚动以及空气阻力对薯块的影响。将被抛起至回落过程的运动视为与薯块被抛起前的运动处于同一平面,此过程薯块的运动轨迹示意图如图4所示。
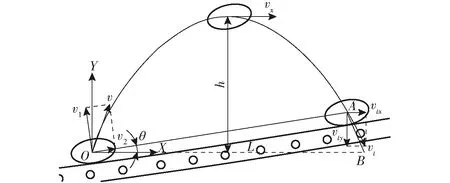
图4 薯块的抛起输送过程运动学分析Fig.4 Kinematics analysis of process of throwing and conveying potato chips
以机架为参考对象,以薯块刚与二级升运链脱离瞬间薯块质心点为坐标系原点O,水平向右方向为X轴正向,竖直向上方向为Y轴正向建立直角坐标系。vtx和vty分别为薯块与杆条薯块在二级升运链上被抛起掉落时与杆条碰撞速度的水平分速度和竖直分速度;薯块斜抛运动速度表达为
(5)
式中vx——薯块斜抛运动过程水平方向速度,m/s
vy——薯块斜抛运动过程竖直方向速度,m/s
v1——薯块受抖动器作用产生的垂直于升运链平面的速度,m/s
v2——二级升运链线速度,m/s
t——薯块斜抛运动时间,s
θ——升运链平面与X轴夹角,(°)
水平及竖直方向位移表达式为
(6)
在t1时刻薯块到达最大抛起高度,此时vy=0,其被抛起最大高度为
(7)
此后薯块在竖直方向上做匀加速运动,直至在t2时刻落到升运链平面上,因升运链平面与水平面呈一定角度,其落点位置如图4所示。
当竖直位移fy=0时,薯块最大水平位移为
(8)
为了方便计算,近似将∠OAB视为直角,则OA间竖直位移为
(9)
在接触时刻t2,碰撞速度表达式为
(10)
由式(10)可知,在薯块受抖动器作用产生的垂直于升运链平面的速度一定时,马铃薯与杆条碰撞速度主要与二级升运链线速度、二级升运链倾角有关。为了保证薯土混合物分离输送顺畅,不发生堵塞情况,升运链线速度v2应略大于机器前进速度vp[19],即
vp=λv2
(11)
式中λ——速比,一般取0.8~2.5,本文取0.8
马铃薯挖掘机机具前进速度一般为0.8~1.8 m/s,根据式(11)可得二级升运链线速度范围为1.0~2.25 m/s,考虑到实际调节准确性,将线速度取值上限取整处理,最终二级升运链线速度取值范围选定为1.0~2.2 m/s。
2.2 撞击阶段能量学分析
薯块撞击过程分为两个阶段:首先是开始与杆条接触时发生压缩变形,当薯块局部应力达到材料屈服极限时,弹性变形阶段结束;薯块继续向下冲击,发生塑性变形,当薯块速度降低为零时,弹塑性变形阶段结束;此时薯块局部产生最大变形量,随后薯块发生回弹,弹性势能转化为动能,薯块产生的加速度使之与撞击物体分离,该阶段为回弹卸荷阶段[20-24]。
两物体碰撞时有两种分类:正碰和斜碰。正碰指相互撞击两物体初速度方向与两物体中心连线方向共线;斜碰是指初速度方向和两球心连线方向不共线;在实际碰撞发生时,正碰是斜碰的一个特例,斜碰是更为普遍的现象,尤其是大角度碰撞过程中,摩擦力的作用十分明显,所以在碰撞过程中不能忽略摩擦对损伤的影响。
马铃薯作为弹塑性体,薯块的塑性变形是撞击产生损伤的主要控制阶段。法向塑性变形与切向摩擦是撞击过程中能量损失最主要部分,也是回弹系数小于1的原因[25]。
2.2.1薯块与杆条撞击法向加载过程能量分析
薯块法向加载过程如图5所示,位置1为薯块刚与杆条接触瞬间,随着薯块沿其速度方向的运动,杆条与薯块产生的冲击力逐渐加大,薯块开始发生弹性形变,到达位置2时,达到弹性变形最大压缩量。
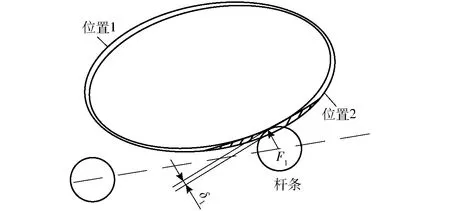
图5 法向加载过程示意图Fig.5 Schematic of normal loading process
根据接触力学,载荷与压缩变形量的关系为
(12)
式中F——接触载荷,N
E*——综合弹性模量,MPa
R*——压缩等效半径,mm
δ——压缩变形量,mm
综合弹性模量为
(13)
式中E1——马铃薯弹性模量
E2——杆条弹性模量
μ1——马铃薯泊松比
μ2——杆条泊松比
马铃薯弹性模量为4.15×106Pa,泊松比为0.57[26];本文杆条材料选用65Mn钢,查阅《机械设计手册》[27],杆条弹性模量为2.1×1011Pa,泊松比为0.3,代入式(13)计算可得,综合弹性模量为0.17 MPa。
压缩等效半径为
(14)
式中R1——薯块短轴半径,mm
R2——杆条半径,mm
经实际测量后取平均值,可得薯块短轴半径为23 mm;查阅《农业机械手册》[28],马铃薯挖掘机升运链半径一般为6 mm,代入式(14)计算可得,压缩等效半径为4.8 mm。
弹塑性材料屈服应力与压缩变形量之间的关系为
(15)
式中δy——薯块屈服变形量,mm
σy——薯块屈服应力,Pa
C——系数,经计算为1.59
将式(15)代入式(12)得薯块屈服压力为
(16)
屈服时屈服压力做功为
(17)
2.2.2薯块与杆条撞击切向冲击过程能量分析
由于大多数情况下薯块与杆条发生碰撞时速度方向不共线,薯块与杆条发生的碰撞属于斜碰[29-33]。考虑到马铃薯与杆条碰撞属于低速碰撞,因此假设切向力近似等于摩擦力,薯块在位置1时与杆条接触于C,当薯块与杆条相对运动到位置2时,C点运动到D点,lCD即为薯块运动距离,马铃薯与杆条斜碰过程如图6所示。
切向力表达式为
(18)
式中β——薯块初始入射角,(°)
α——黏滞与滑动的临界摩擦角,(°)
Fn——薯块所受杆条支持力,N
k——薯块与杆条间摩擦因数,本文取0.269
当β/α≤1时,接触区间无相对运动趋势,在整个撞击过程中不存在微滑和滑动,当β/α>1时,接触区发生滑动,即产生摩擦力。
因薯块与杆条发生斜碰时,初始入射角与临界摩擦角比值大于1,会发生滑动现象。
薯块初始入射角β在0~90°之间,本文取45°进行计算,则薯块所受切向力为
(19)
式中m——薯块质量,kg
t′——薯块与杆条接触时间,s
薯块与杆条接触滑动位移为
(20)
则切向力做功为
(21)
式中e——切向力恢复系数,处于0~1之间
根据薯块与杆条撞击时运动的两个阶段可知,薯块撞击杆条的动能转化为:薯块发生弹性变形所做的功、切向摩擦力所做的功和薯块产生塑性变形即产生损伤的能量。
根据能量守恒定律,薯块产生损伤的能量为
(22)
综上可知,在薯块质量、力学特性、一级升运链线速度、杆条的半径、材料、力学特性、升运链平面抖动速度等因素确定时,薯块与杆条碰撞产生机械损伤的主要影响因素为薯块与杆条撞击速度。
薯块与杆条撞击若不产生损伤,则应尽量使Wq趋近于0,即尽可能满足
(23)
由式(4)、(10)可知,薯块与杆条撞击速度vt与跌落高度h、升运链线速度v2、二级升运链倾角θ有关。收获期马铃薯质量m为100~400 g,恢复系数e为0.58~0.72;查阅文献可知,二级升运链倾角一般为18°~27°,较大的倾角可提高升运分离效率,较小的倾角可降低薯块抛起高度,为了更好地探究升运链倾角对马铃薯机械损伤的影响,适当扩大升运链倾角选取范围,试验取值范围确定为16°~30°;确定马铃薯跌落高度取值范围时,应兼顾机器安装位置及一级升运链分离效果,跌落高度较低虽然有利于降低马铃薯损伤,但会导致一级升运链倾角减小,一级升运分离效果不好,不利于整机综合性能的提升。根据上文分析和式(11)理论计算结果,选取升运链线速度试验取值范围为1.0~2.2 m/s;升运链倾角试验取值范围为16°~30°;跌落高度试验取值范围为200~400 mm。
3 试验及结果分析
3.1 试验材料与装置
试验于2018年10月进行,试验地点为东北农业大学北方马铃薯全程机械化试验基地。选择收获3 d之内的尤金885为试验用种,试验所用马铃薯均无内部损伤和外部可见损伤,单颗种薯平均长、宽、厚为83.47、62.65、55.25 mm,平均形状指数为0.797,顶部平均曲率半径18.53 mm,中部平均曲率半径43.22 mm,底部平均曲率半径19.41 mm,马铃薯质量范围为100~400 g,平均含水率73.2%。利用马铃薯机械损伤试验台进行试验,试验过程如图7所示。

图7 试验过程Fig.7 Test process
3.2 评价指标与测量方法
3.2.1评价指标
参考SB/T 10968—2013《加工用马铃薯流通规范》,根据实际情况将薯块损伤分为内部损伤、破裂伤和表皮严重擦伤。本试验采用变色灰度增加值、纹理裂开长度、表皮损伤面积来评价各级损伤。为了对单个薯块各级损伤程度进行综合评价,对以上3种测量结果进行权重分配,由于不同评价指标之间的量纲不同,首先需要对所有测量值进行无量纲化处理
(24)
式中Xm(k)——评价指标m中第k个元素的原始数据
ψm——同一评价指标的标准差
损伤综合指数[34]计算方法为
I=0.25X′S+0.35X′K+0.4X′L
(25)
式中X′S——无量纲化处理后表皮擦伤面积
X′K——无量纲化处理后变色灰度增加值
X′L——无量纲化处理后纹理裂开长度
伤薯率计算公式为
(26)
式中ni——产生损伤薯块个数
n——试验薯块总个数
以损伤综合指数和伤薯率作为马铃薯机械损伤试验评价指标。
3.2.2测量方法
损伤综合指数计算中各数值具体采集方法如下:试验后需对损伤薯块进行初步分类和处理,将有外部损伤薯块在室温(20~26℃)中静置48 h,使用ScanTech HSCAN331型手持式激光三维扫描仪对外部损伤块茎进行扫描,将采集的块茎点云数据导入Geomagic StuIo进行封装,将受损表皮圈出后使用计算工具对表皮损伤面积进行分析;将有内部损伤块茎切片,-30℃冷冻3 h后解冻处理,使用SONY DSC-H50型相机对变色区域进行拍照处理,在Adobe Photoshop CS6中计算变色灰度增加值;将产生开裂损伤的薯块沿裂缝滴入黑色墨水后切开,使用精度为0.02 mm的游标卡尺对裂缝深度进行测量;将以上所测得值根据式(25)换算为损伤综合指数。测量过程如图8所示。
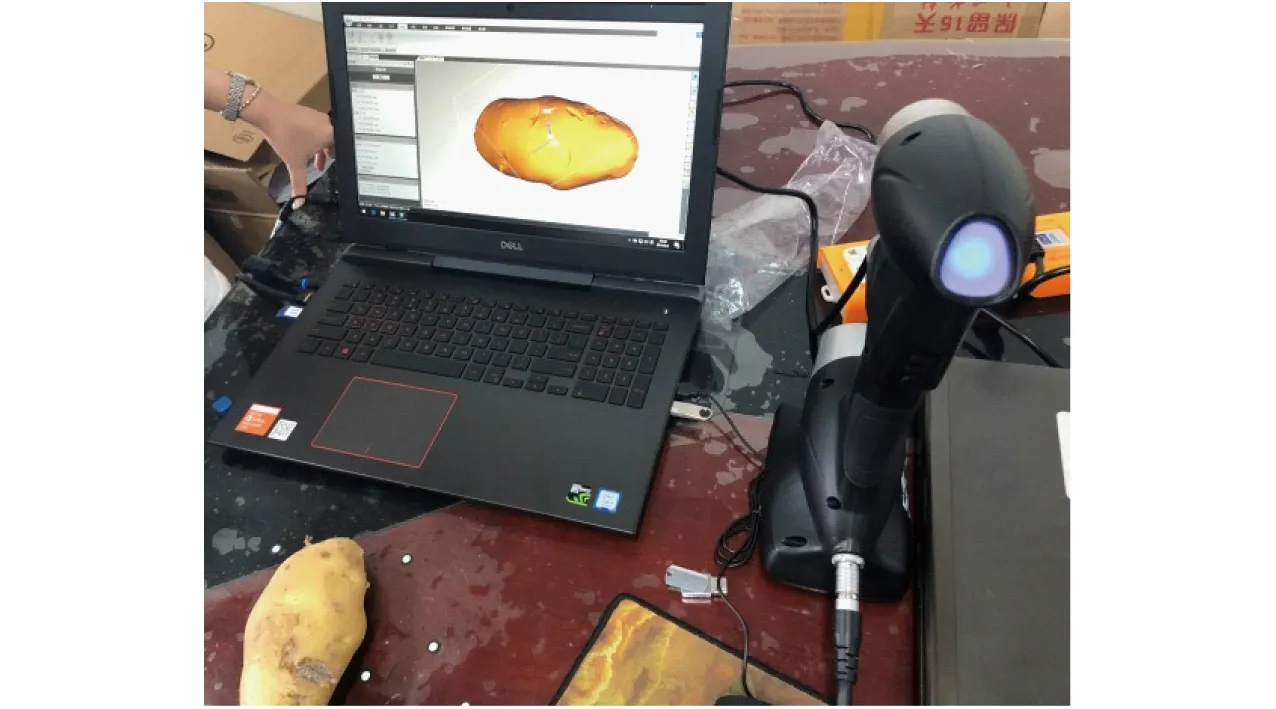
图8 测量过程Fig.8 Measurement process
3.3 试验方案与结果分析
3.3.1试验方案与结果
采用二次旋转正交组合试验设计方法安排试验,以跌落高度200~400 mm、二级升运链线速度1.0~2.2 m/s和二级升运链倾角16°~30°为试验因素;以损伤综合指数和伤薯率为试验指标。试验时,可通过调节一级升运装置在机架上的安装高度来调节马铃薯跌落至升运链的跌落高度;通过调节升运链驱动电机的转速能够调节升运链线速度;通过调节升运链主驱动轮轴在机架上的安装位置调节升运链倾角。通过试验结果对影响试验指标的因素进行显著性分析,根据实际需求及前文中确定的参数范围,对各参数组合进行优化,最终获得较合适的各因素组合。试验因素编码如表2所示,试验方案及结果如表3所示。
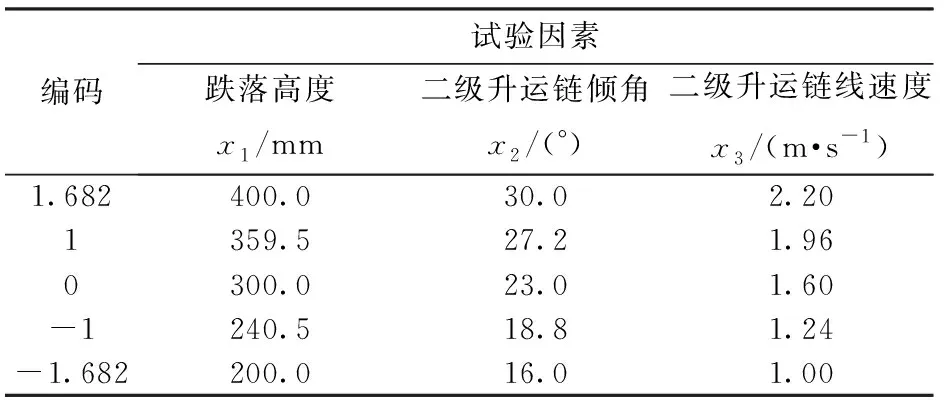
表2 试验因素编码Tab.2 Experimental factors codes
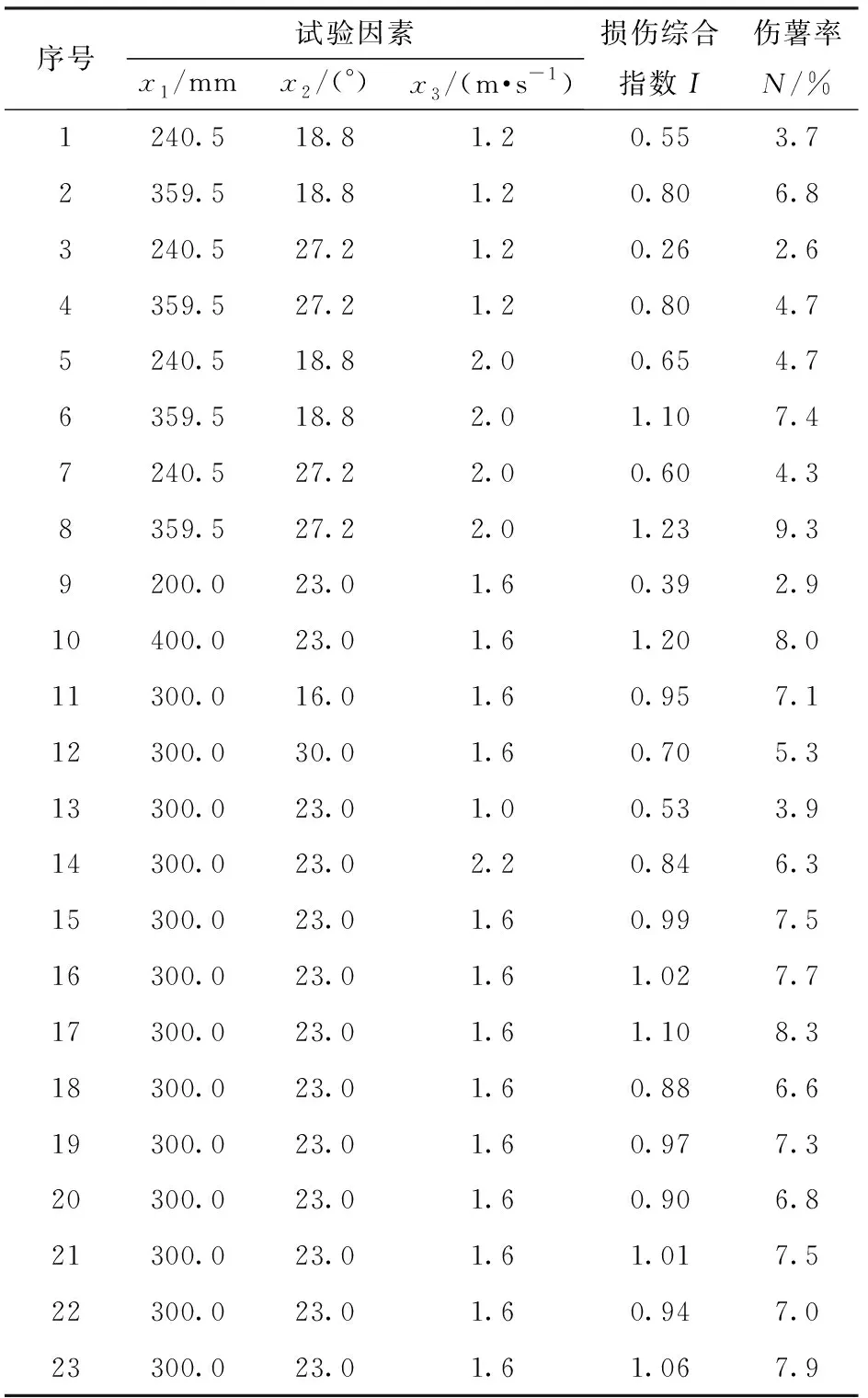
表3 试验方案与结果Tab.3 Test plan and experimental data
3.3.2结果分析
利用Design-Expert 8.0.6软件对试验结果进行二次回归分析,并进行多元回归拟合[35-36],得到损伤综合指数I和伤薯率N回归方程,并进行显著性检验。
(1)损伤综合指数I回归模型的建立与显著性分析


(27)
对上述回归方程进行失拟检验,结果如表4所示,失拟项P=0.505 9,不显著(P>0.1),证明不存在其他影响试验指标的主要因素。试验指标和试验因素存在显著的二次关系,分析结果合理。
(2)伤薯率N回归方程的建立与显著性检验

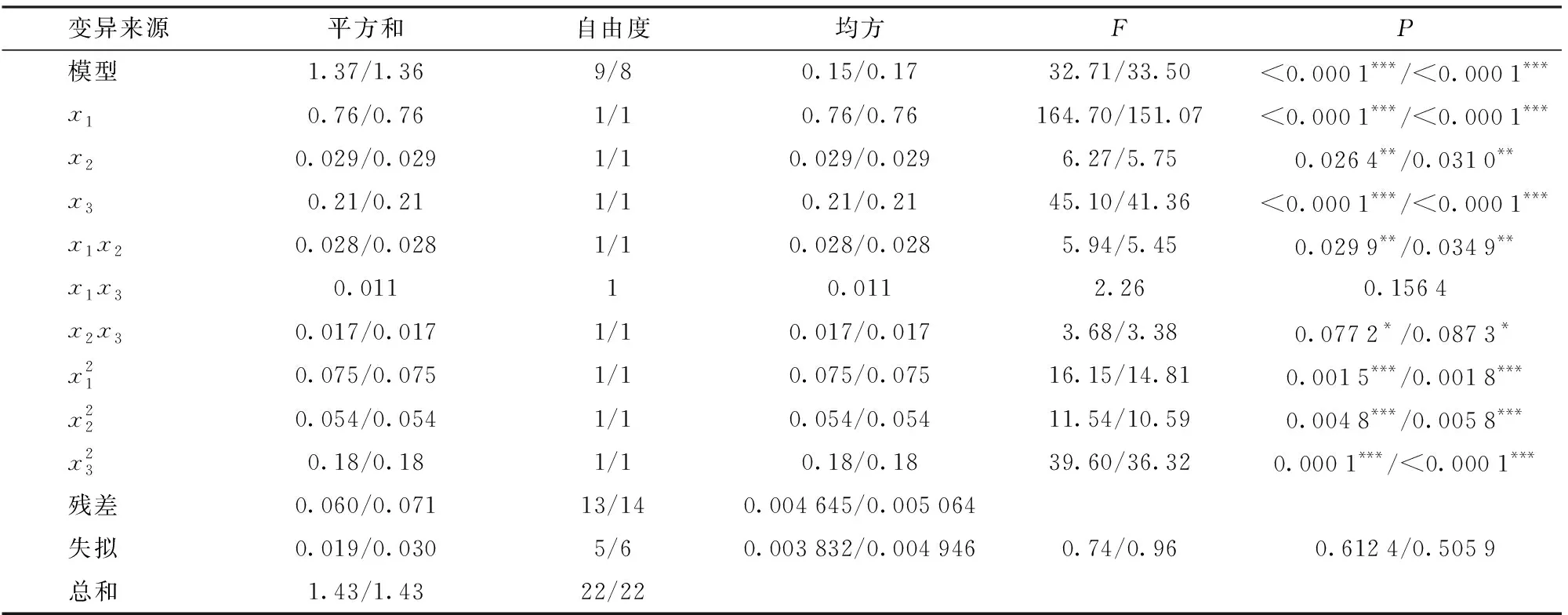
表4 损伤综合指数I方差分析Tab.4 Variance analysis for damage comprehensive index
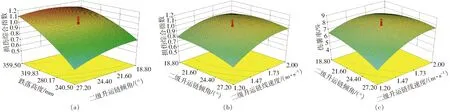
注:“/”后数字为剔除不显著因素后损伤综合指数方差分析结果;*** 表示极显著(P<0.01);** 表示显著(0.01 表5 伤薯率N方差分析Tab.5 Variance analysis for injury rate (28) 对上述回归方程进行失拟性检验,如表5所示,其中P=0.315 0,不显著(P>0.1),证明不存在其他影响指标的主要因素,试验指标和试验因素存在显著的二次关系,分析结果合理。 3.3.3响应曲面分析 通过Design-Expert 8.0.6软件对数据的处理,得出跌落高度x1、二级升运链倾角x2、二级升运链线速度x3之间的显著和较显著交互作用对损伤综合指数I、伤薯率N两个试验指标影响的响应曲面,如图9所示。 图9 损伤综合指数和伤薯率的双因素响应曲面Fig.9 Response surfaces of double parameters about damage composite index and damage potato rate 如图9a所示,跌落高度一定时,损伤综合指数随着二级升运链倾角的增加呈逐渐减小趋势,最优的二级升运链倾角范围为21.6°~27.2°;当二级升运链倾角一定时,损伤综合指数与跌落高度成正相关,最优的跌落高度在240.5~302.6 mm范围内,其中,跌落高度是影响损伤综合指数的主要试验因素。 如图9b所示,当二级升运链倾角一定时,损伤综合指数整体上随着二级升运链线速度的增加呈现逐渐增加趋势,最优的二级升运链线速度范围为1.2~1.6 m/s;当二级升运链线速度一定时,损伤综合指数整体上与二级升运链倾角成负相关,最佳的二级升运链倾角范围为22.4°~27.2°,其中,二级升运链线速度是影响损伤综合指数的主要试验因素。 如图9c所示,当二级升运链倾角一定时,伤薯率整体上随着二级升运链线速度的增加呈现逐渐增加趋势,最优的二级升运链线速度范围为1.2~1.5 m/s;当二级升运链线速度一定时,伤薯率整体上与二级升运链倾角成负相关,最佳的二级升运链倾角范围为23.3°~27.2°,其中,二级升运链线速度是影响伤薯率的主要试验因素。 3.3.4参数优化 通过对图9中3个响应曲面的分析,得到最佳的试验因素水平组合,利用Design-Expert 8.0.6软件中的优化模块对3个回归模型进行求解,根据马铃薯挖掘机收获作业的实际工作条件、作业性能要求及上述相关模型分析结果,选择优化约束条件为 (29) 通过优化求解,得到跌落高度为220~290 mm、二级升运链线速度为1.32~1.45 m/s、二级升运链倾角为25°~27°时,升运分离装置导致马铃薯机械损伤最小,损伤综合指数为0.23~0.52,伤薯率为2.6%~4.2%。 田间验证试验的测试方法与正交试验相同,比较经过优化调节参数后的损伤综合指数和伤薯率与未经优化调节参数的损伤综合指数和伤薯率之间的差异,进而验证参数优化后升运链式马铃薯挖掘机升运分离装置的减损效果。 分别以传统马铃薯挖掘机升运分离装置的作业参数:升运链线速度1.6 m/s、升运链倾角18°、跌落高度260 mm,优化后并考虑实际加工及作业情况得到的马铃薯挖掘机升运分离装置的作业参数:二级升运链线速度1.42 m/s、二级升运链倾角27°、跌落高度220 mm进行试验。试验过程如图10所示,对试验结果进行分析统计,试验结果为马铃薯挖掘机采用传统升运链参数工作时,薯块损伤综合指数为1.06、伤薯率为7.3%;马铃薯挖掘机采用优化升运链参数工作时,薯块损伤综合指数为0.43、伤薯率为3.6%。 田间试验中薯块有土壤包裹,对薯块在一定程度上起到保护作用,升运分离过程中薯块损伤情况应少于试验台试验薯块损伤情况,田间试验结果会与试验台试验结果存在一定误差。本文田间试验区土壤为沙质土壤,在一级升运链上土壤与薯块基本分离完成,故薯块在二级升运分离装置上的损伤情况与试验台试验薯块损伤情况基本一致。 图10 田间验证试验Fig.10 Process of field validation test 优化后的马铃薯挖掘机作业参数下的马铃薯升运过程块茎机械损伤情况明显低于传统马铃薯挖掘机作业参数下的马铃薯升运过程块茎机械损伤情况。验证试验表明相关优化组合合理,按优化参数调节后的马铃薯挖掘机升运分离装置可有效降低马铃薯升运过程中机械损伤情况。 (1)通过对马铃薯升运过程的运动学分析和马铃薯与杆条碰撞过程的能量学分析,以及对升运分离过程中损伤能量数学模型的建立,得出了影响升运过程中马铃薯机械损伤的主要因素为跌落高度、二级升运链线速度和二级升运链倾角。设计了马铃薯机械损伤试验台进行二次正交旋转组合试验,对马铃薯挖掘机进行了工作参数优化,有效减少了升运过程马铃薯损伤。 (2)进行马铃薯机械损伤试验台试验,建立了各试验指标与影响因素间的回归数学模型,并根据回归模型进行参数优化,试验结果表明:当二级升运链线速度为1.42 m/s、二级升运链倾角为27°、跌落高度为220 mm时,损伤综合指数为0.43,伤薯率为3.6%,明显低于未经参数优化马铃薯挖掘机薯块机械损伤情况,满足马铃薯收获作业要求。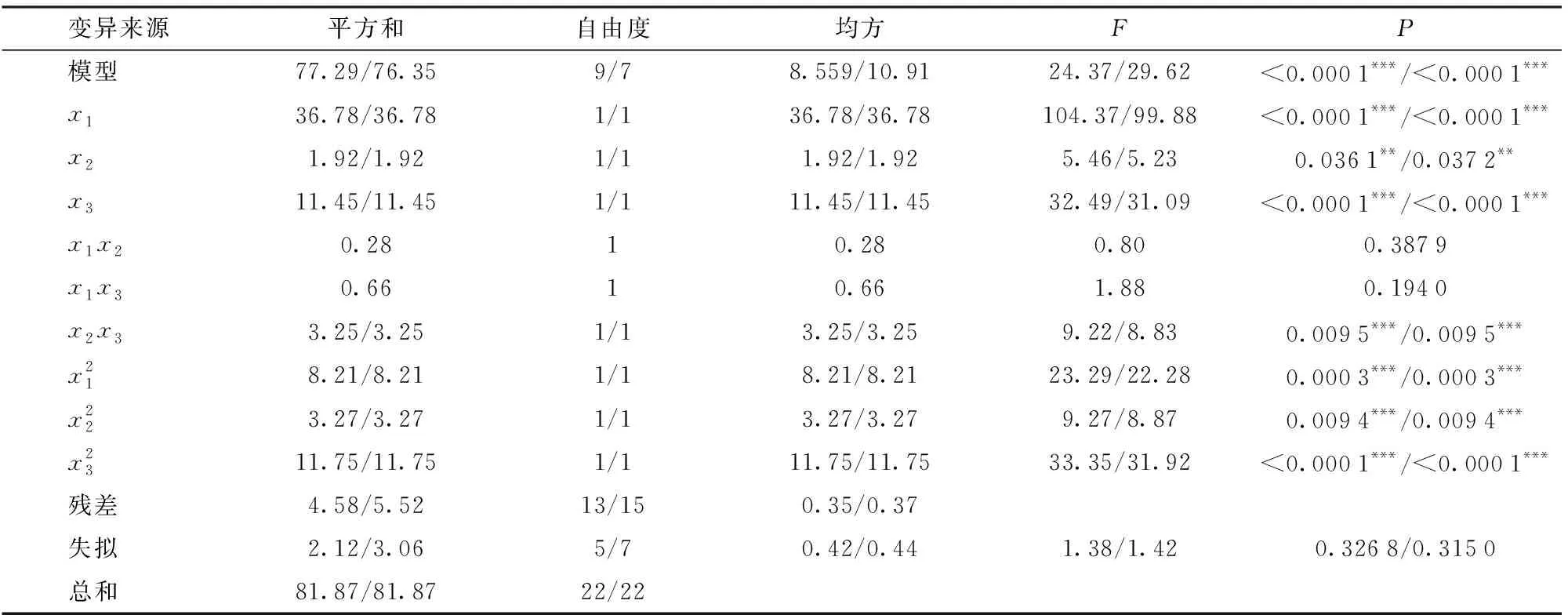

3.4 田间验证试验

4 结论
猜你喜欢
学生天地(2020年16期)2020-08-25
河南农业·综合版(2019年10期)2019-09-10
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
农村百事通(2018年21期)2018-01-03
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
有色金属设计(2015年2期)2015-02-28
筑路机械与施工机械化(2014年10期)2014-03-01
筑路机械与施工机械化(2014年8期)2014-03-01