气吸式排种器卸种机构设计与试验
2020-03-11 04:00:08张东兴李玉环高筱钧
农业机械学报 2020年1期
丁 力 杨 丽 张东兴 崔 涛 李玉环 高筱钧
(1.中国农业大学工学院, 北京 100083; 2.农业农村部土壤-机器-植物系统技术重点实验室, 北京 100083)
0 引言
精密播种具有省时、省种、高效和增产的优势,得到高度重视和广泛应用[1-4]。投种是排种器精密播种的最后环节,是把种子从排种器内单粒有序地分离出去。投种时,既要保证种子掉落的稳定性和连贯性,又要减小投种时对种子造成的损伤[5-6]。气吸式排种器通过气流与种子接触,可以更好地适应种子的形状和减小种子损伤,适应性与播种精度较高,应用较为广泛[7-11]。
气吸式排种器高速播种作业时,种子在吸附力作用下,随种盘做高速回转运动,在充种、清种、携种过程中,极易导致因卸种机构设计不合理造成脱种漏播和投种不均匀现象。对此,杨丽等[12]采用圆弧形卸种器,并利用相对运动原理将托种盘窝眼内的玉米种子逐渐拨出;史嵩[13]设计了型孔导槽曲线,使种子在推种板的作用下均按照相同的轨迹疏导脱离种盘;赖庆辉等[14]使排种器投种区通气孔与负压腔完全隔绝,吸孔吸附力消失,种子在自身重力作用下投种,完成投种过程。丁力等[15]在前期研究中设计了气吸式高速精量排种器及卸种机构,但在研究中发现,原卸种机构高速播种时对种盘冲击振动较大,易造成脱种现象;吸孔被堵塞会引发连续漏播现象;气流不能完全阻断会引发投种不均匀现象,严重影响了作业质量。
本文采用机械顶种和阻断气流相结合的方式,利用卸种机构与种盘的啮合传动关系,有效阻断气流,强制顶出吸附的杂质和颗粒,解决投种不均匀问题;利用啮合过程紧密配合关系,达到平稳传动、减小振动、提高播种质量的目的。
1 结构与工作原理
1.1 排种器结构
排种器结构如图1所示。排种器工作时,进气口通入负压气流,同时种盘在排种轴的带动下顺时针转动,负压气流的吸附力使种子迅速向吸孔运动,吸附在吸孔上的种子将从种子堆中上升,随种盘一起转动;吸孔周边多余吸附的种子被清种机构清除,吸附占据优势的种子继续转动直至到达气室末端,负压气流消失,种子在重力、离心力的作用下开始掉落,同时,位于种盘后盘面的卸种机构将进一步阻断负压气流,保证种子的均匀投种。
1.2 吸孔堵塞现象
气吸式排种器依靠负压将种子颗粒吸附在吸孔上,实际工作中,种子中往往会掺杂细小颗粒或杂质,这些细小颗粒如果被负压气流吸附将很难清除,从而引发连续性漏播问题。实际颗粒杂质堵塞吸孔情形如图2所示。

图2 吸孔堵塞现象Fig.2 Blockage of suction holes
2 卸种机构安装位置
排种器的投种过程是影响播种性能的最后环节,直接影响播种粒距均匀性[16-17]。卸种机构的安装位置将决定种子开始投送的起始时刻,是减少种子因碰撞、弹跳造成粒距均匀性变差的重要环节。文献[18]中对气吸式排种器投种过程建立了运动学方程,得出种子脱离吸孔后的运动轨迹与种盘半径、转速相关。由于种盘半径已在设计时确定,因此,转速将直接影响种子的投送性能。本文设计的排种器为高速排种器,常用作业速度区间在10~14 km/h,为研究不同作业速度下对投种的影响,建立种子吸附模型。
种子在携种区的受力情况如图3所示。N为吸孔对种子的反力。
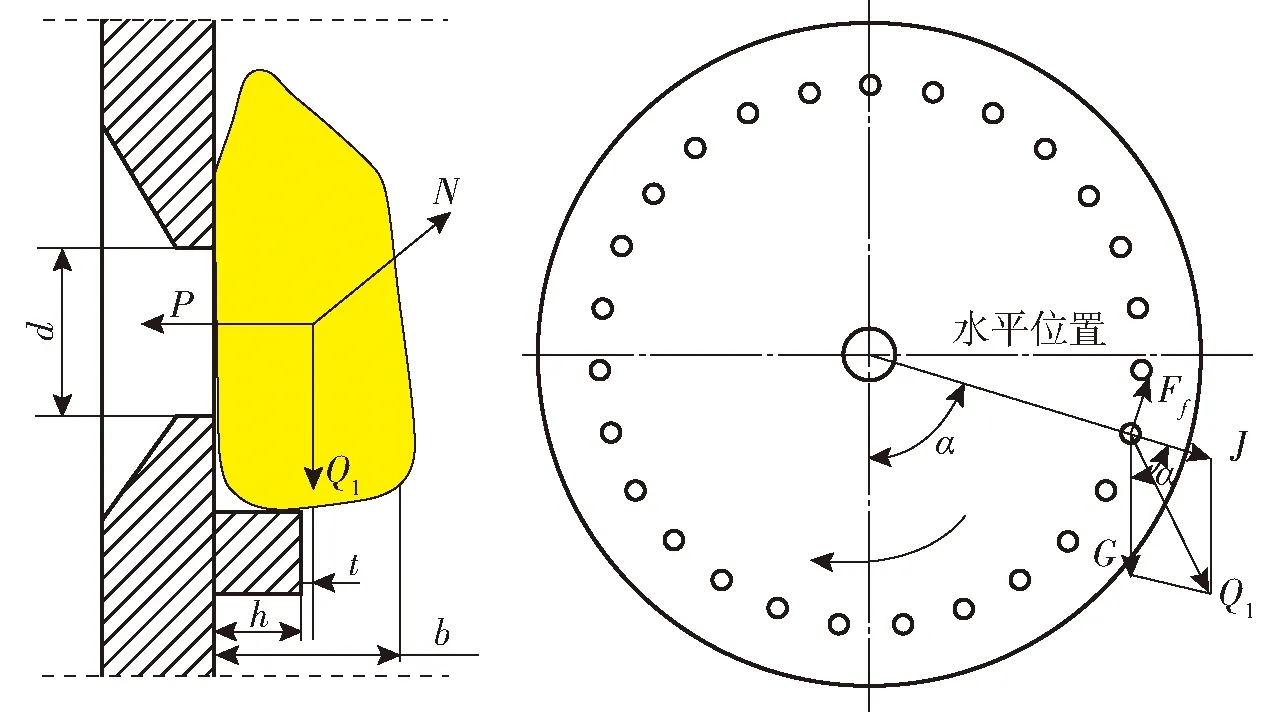
图3 携种区种子受力分析Fig.3 Force analysis of seeds in seed-carrying area
要使种子不掉落,必须满足
(1)

(2)
t=b/2-h
(3)
(4)
式中Q1——种子所受重力G、离心力J、种子之间产生的内摩擦阻力的合力,N
P——种子所受的吸附力,N
d——吸孔直径,mm
t——Q1到吸孔凸起距离,mm
p0——型孔两侧压差,kPa
b——玉米种子厚度,mm
h——吸孔凸起高度,mm
Ff为种子受到的空气阻力,可以忽略不计,合力Q1可由余弦定理求出
(5)
式中α——力G、J夹角,原排种器气室末端为75°
离心力
J=mRω2
(6)
式中R——吸孔所在半径,mm
m——种子质量,kg
ω——角速度,rad/s
联立式(5)和式(6)可得
(7)
播种机前进速度和种盘转速的关系为
(8)
式中N′——种盘转速,r/min
vm——前进速度,km/h
S——株距,mm
Z——吸孔数
联立式(7)、(8),代入10 km/h和14 km/h相关数据,可得在种子携种过程的气室末端,14 km/h相对于10 km/h,种子从吸孔脱落的概率增加了1.48%。
较高的转速会带来更大的振动,容易造成携种区末端种子提前与吸孔脱离,从而引发因投种位置不同而导致的投种不均匀。要保证排种器在携种区能够对种子有较好的吸附作用,防止飞种,使种子减少碰撞和弹跳。经过前期试验,选取与水平位置夹角为5°位置阻断气流。此时联立式(7)、(8),代入排种器最高作业速度14 km/h和α=85°,得出种子在携种区气室末端脱落的概率相比于改进前降低了1.67%。同时,为防止气流对投种的干扰,加入具有防堵塞与增强排种均匀性的卸种机构。
3 卸种机构设计
卸种机构位于种盘后盘面,由卸种轮、卸种杆等组成,如图4所示。卸种机构工作时,卸种轮由种盘带动转动,每个卸种轮齿与种盘吸孔相啮合,卸种杆在弹簧弹力作用下可以使卸种轮始终与种盘后盘面贴合。由于所设计的排种器为高速排种器,作业速度高达14 km/h,对于种盘和卸种轮配合要求高,普通渐开线型的齿形曲线并不适用卸种轮的啮合,其力量传递不均匀,且容易与种盘发生干涉。因此,需要设计一种适用于卸种轮和种盘之间配合的齿面曲线,使啮合平稳可靠,且该线形应具有良好的通用性。
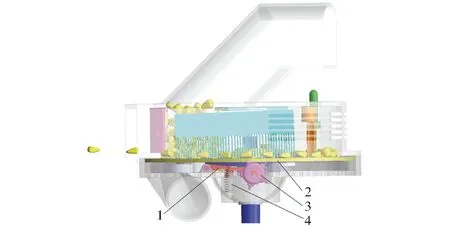
图4 卸种机构示意图Fig.4 Schematic of seed unloading mechanism1.卸种杆 2.种盘 3.卸种轮 4.弹簧
3.1 卸种轮基圆设计及啮合频率
卸种轮的转动依靠种盘带动,在卸种轮转动的过程中,卸种轮齿始终与种盘后盘面的吸孔相啮合,且卸种轮的基圆始终在种盘后盘面上滚动,如图5所示。为了使其顺利啮合,卸种轮沿圆弧方向的齿距和种盘沿圆弧方向的吸孔间距应相等,即
(9)

(10)
式中r——卸种轮半径,mm
n——卸种轮齿数

图5 卸种轮和种盘啮合关系Fig.5 Meshing relationship between seed unloading wheel and seed plate
种盘半径及吸孔数在前期研究中已经确定,分别为70 mm和27。考虑到安装位置和卸种齿高度,选取卸种轮齿数5,由此可得卸种轮基圆半径r为13 mm。
种盘作为驱动部件,卸种轮作为从动部件,当种盘转速为N′时,卸种轮转速为
(11)
式中n′——卸种轮转速,r/min
啮合频率为
(12)
当作业速度14 km/h、种盘转速34.6 r/min时,卸种轮转速为186.84 r/min。卸种轮转动频率为3.114 Hz,啮合频率为15.57 Hz,周期为0.064 s。
3.2 卸种轮齿齿形设计与确定
高速转动的种盘应尽量避免多余的振动,卸种轮齿是与种盘吸孔配合的主要部件,合理的齿形是保证种盘平稳转动的关键。为了便于分析计算,将原本不在同一平面上的啮合运动转化为同一平面的啮合运动关系,进而分析计算卸种轮齿形,齿形曲线推导示意图如图6所示。
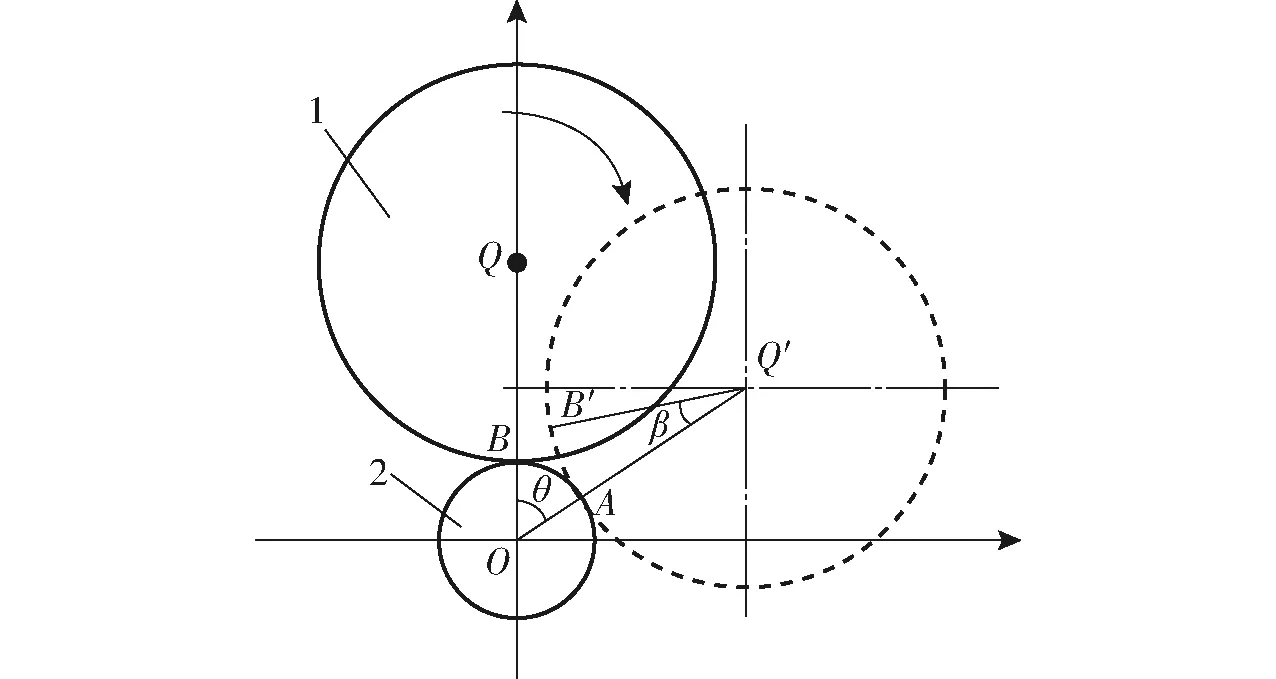
图6 齿形啮合位置推导示意图Fig.6 Derivation sketch of gear meshing position1.种盘 2.卸种轮
图6中假设卸种轮保持静止,根据相对运动的原理,种盘围绕卸种轮做纯滚动。选取某一时刻,种盘中心在Q点,此时卸种轮上的啮合点为B,种盘上的啮合点为B′;经过一段时间后,当种盘绕卸种轮中心O点转过θ角度,卸种轮啮合点变为A点,种盘上的啮合点B′的运动轨迹即为卸种齿的齿形曲线。
Rβ=rθ
(13)
即
B′点坐标可改写为((R+r)sinθ-Rcos(90°-(θ+β)),(R+r)cosθ-Rsin(90°-(θ+β)))。因此,B′点的位移曲线参数方程可以表示为

(14)
联立式(13)、(14)可得
(15)
将前文所述相关数据代入,可得卸种轮齿齿形参数化方程为
(16)
当卸种轮和种盘转至脱离啮合位置时,同样假定卸种轮保持静止,逆时针反转种盘,点B′的运行轨迹即为卸种轮齿脱离啮合的啮合曲线,如图7所示。
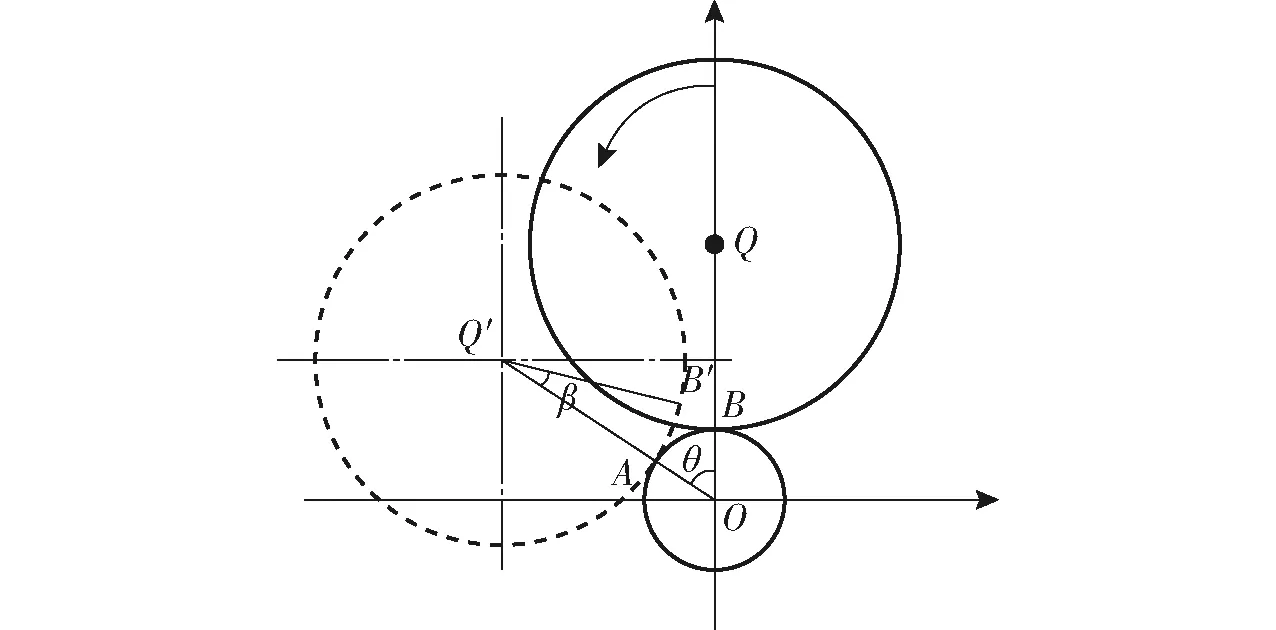
图7 脱离啮合位置推导示意图Fig.7 Derivation schematic of meshing position of detached gear tooth profile
与前文啮合位置曲线推导相类似,推得B′的位移曲线参数方程
(17)
通过对比式(15)和式(17)两参数方程,发现两曲线关于X轴对称,证明卸种齿在种盘吸孔正下方脱离啮合。
根据式(15)、(17)卸种轮齿齿形参数化方程,在Matlab中输出曲线,绘制成卸种齿外齿廓如图8所示。在啮合过程中,在满足卸种齿与种盘后盘面不干涉的前提下,对卸种轮齿齿顶进行加高,如图8b所示。进而能够更进一步起到对前盘面吸附颗粒的力学作用。同时为了防止出现加工误差,在啮合过程中发生干涉,对卸种轮齿底部进行如图8c所示的圆弧过渡处理。

图8 齿形外轮廓Fig.8 Gear tooth profile
3.3 卸种轮齿齿高设计
种盘厚度设计为3 mm,卸种轮位于种盘后盘面,卸种轮齿应插入吸孔中并在种盘前盘面凸出,才能保证前盘面吸附的杂质或种子被顶出,从而达到机械强排作用。因此,取卸种轮齿齿高为3 mm。
3.4 种盘后盘面吸孔设计
种盘后盘面吸孔应能保证设计的齿高不与其发生干涉。卸种轮齿顶部到卸种轮中心的距离OL为16 mm,卸种轮基圆一直在种盘后盘面上滚动,当卸种齿顶部转至与种盘后盘面平齐的位置时,如图9所示。此位置是吸孔最边缘位置,也是吸孔最大开口位置。图中OL长度为16 mm,Ou长度为基圆半径13 mm,φ为OL与Ou夹角,由勾股定理可得Lu长度为9.33 mm。这是卸种轮齿与种盘吸孔啮合所需的最短长度。

图9 吸孔推导示意图Fig.9 Suction hole derivation diagram
图9的俯视图如图10所示。τ为种盘上相邻吸孔夹角的一半,即
(18)
代入相关数据,可得τ=6.67°。由此可得弧长
(19)

(20)
up长度大于卸种轮齿与种盘吸孔啮合所需长度9.33 mm,由此证明所选齿高的合理性。

图10 吸孔推导俯视图Fig.10 Derivation sketch of top view by suction hole
为了保证卸种轮齿和种盘啮合有足够空间,同时保证所设计的吸孔能够起到增强吸附力作用,根据文献[20]前期研究,确定吸孔形状。
4 卸种轮与种盘啮合仿真分析
高速转动的种盘和卸种轮,啮合过程十分复杂,为探究所设计的卸种轮能否起到平稳转动的作用,采用仿真的方式,通过分析两轮啮合的实际位置和运动状况,模拟分析卸种轮齿设计的合理性。
4.1 模型建立
在SolidWorks软件中建立卸种轮和种盘的三维模型,将模型导入 ADAMS,在 ADAMS中,通过施加各种约束: 卸种轮和种盘旋转中心添加旋转副,卸种杆添加固定副,然后卸种轮和种盘之间添加实体碰撞力,建立完整的ADAMS虚拟样机模型如图11所示。
图11 ADAMS实体模型Fig.11 ADAMS entity model1.种盘 2.卸种轮 3.卸种杆
4.2 仿真条件
为了更好地体现出啮合过程的受力情况,在卸种轮上施加100 N·mm的负载转矩,同时,为保证施加负载时不出现陡变,使用step函数使负载在0.2 s内平缓作用,如图12所示。即step(time,0,0,0.2,100)+step(time,0,0,2,0)。其中time为时间变量。
本文设计的排种器为气吸式高速精量排种器,作业速度高达14 km/h,高速情况下对种盘的转动平稳性要求更高。卸种轮和种盘转动过程中,啮合力的变化情况能体现出卸种齿齿形设计的合理性,径向力的变化反映出卸种杆的支撑和卸种轮与种盘的贴合作用,轴向力的变化能看出卸种轮在轴向上的冲击和干涉。换算成种盘转速,设置种盘角速度为3.62 rad/s进行仿真,结果如图13所示。
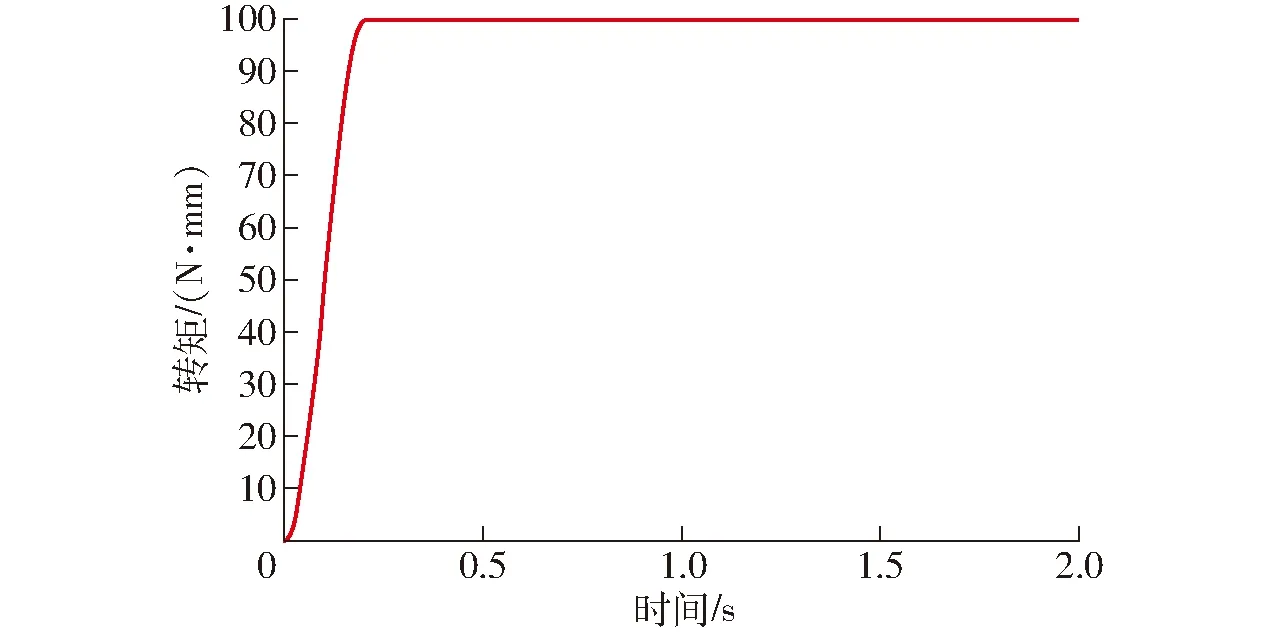
图12 转矩负载变化曲线Fig.12 Torque load changing curve

图13 啮合过程仿真曲线Fig.13 Meshing process simulation curve
4.3 仿真结果分析
提取0~2 s内卸种轮和种盘作用力进行分析,由图13a可以看出,在种盘转动的瞬间,卸种轮齿和种盘初始位置设置为相切状态,种盘角速度由0 rad/s瞬时提升为3.62 rad/s,从而产生较大的冲击力,使得啮合力瞬时提升为一个较大值。随后至0.2 s阶段,随着负载的逐渐升高,两实体间的啮合力也相应增大,同时也伴随着较为明显的波动。0.2 s过后,负载不再增加,啮合力在一个稳定值附近波动,变化较为显著,且呈现出明显的周期性变化,波动周期为 0.065 s,近似等于理论计算周期。由图13b可以看出,在0~0.2 s时,径向力随着卸种轮负载的增加逐渐加大,且存在明显波动,呈周期性变化;为保证卸种轮始终与种盘相贴合,在卸种杆下方加装弹簧,使其在弹簧弹力的作用下始终与种盘保持相对位置。从图13c可以看出,啮合过程轴向力不为零,说明由于系统的振动与冲击在轴向也产生力的作用,且随着负载转矩的增加,轴向力也在增加,随后在-1.5~1.0 N之间呈周期性波动。为减少卸种轮沿轴向的冲击力,使安装在卸种杆上的卸种轮在轴向处于浮动状态,减少卸种轮齿与种盘的硬碰撞。
5 试验
5.1 试验方案
为验证优化后的卸种机构能否有效提高排种质量,选取原卸种机构和安装有优化后的卸种机构的排种器,以前进速度、负压为因素,进行三因素试验,研究各因素对排种性能指标的影响。选取最佳卸种机构,进行回归分析,寻求排种器最佳工作参数组合[19-20]。
5.2 因素与水平
高速作业更能体现出卸种机构与种盘的平稳啮合和卸种机构的优势,因此,根据文献[21],选取高速作业10、12、14 km/h,负压3.0、3.5、4.0 kPa进行对比分析。试验因素与水平如表1所示。
表1 试验因素水平Tab.1 Test factors and levels
5.3 试验条件与方法
选用郑单958未分级的种子,安放在中国农业大学自主研发的排种器性能检测仪上[22-24]。风压测定选取RE-1211型风压计,试验装置如图14所示。

图14 试验装置实物图Fig.14 Test device physical map1.排种器 2.RE-1211型风压计 3.导种管 4.排种器性能检测仪 5.新卸种轮 6.原卸种轮 7.新卸种机构
根据GB/T 6973—2005《单粒(精密)播种机试验方法》,每组试验采集251粒种子进行统计,每组重复3次,以重播指数、漏播指数、合格指数为排种性能评价指标,设置理论株距为25 cm。
5.4 试验结果分析
三因素试验结果如表2所示,表中数据形式为平均值±标准差。利用Origin 2017软件,在3种不同速度下,通过选取对排种性能有影响的关键指标合格指数和漏播指数,针对卸种轮形式和负压进行显著性分析,结果如图15所示。图中不同小写字母表示差异显著。
5.4.1各因素对排种合格指数的影响
10 km/h作业速度条件下,卸种机构和负压对合格指数的影响差异不显著,但优化后的新卸种机构作业合格指数大于原卸种机构,负压的增大对于合格指数的影响先增加后降低,在负压3.5 kPa时,合格指数最高,负压3.0 kPa时合格指数最低。
12 km/h作业速度条件下,卸种机构对合格指数影响差异显著,新卸种机构合格指数高于原卸种机构,负压3.5 kPa与4.0 kPa对合格指数影响差异不显著,负压3.0 kPa与其他负压对合格指数影响差异性显著,负压的增大对合格指数的影响先增加后降低,在负压3.5 kPa时,合格指数最高,负压3.0 kPa时合格率最低。

表2 三因素试验结果Tab.2 Result of three factors experiments
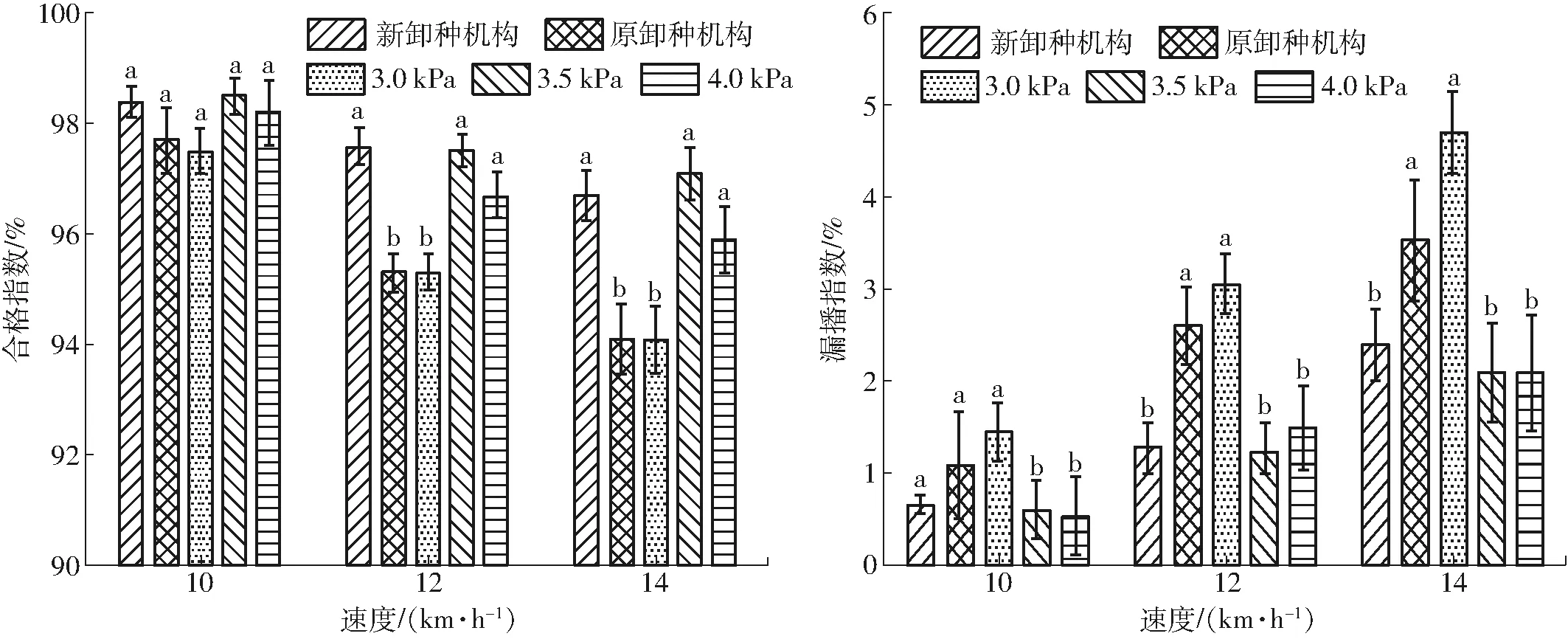
图15 不同速度下各因素对合格指数和漏播指数的影响Fig.15 Influences of various factors on qualified rate and missing rate at different speeds
14 km/h作业速度条件下,卸种机构和负压对合格指数均有显著性影响,其中卸种机构对合格指数影响差异显著,负压3.0 kPa与其他两种负压差异显著,但负压3.5 kPa与4.0 kPa对合格指数影响差异不显著;优化后的卸种机构作业合格指数大于原卸种机构,负压的增大对合格指数的影响先增加后降低,在负压3.5 kPa时,合格指数最高,负压3.0 kPa时合格指数最低,说明负压3.5 kPa左右有最优作业参数。
5.4.2各因素对排种漏播指数的影响
10 km/h作业速度条件下,新卸种机构和原卸种机构对漏播指数的影响差异不显著,但新卸种机构漏播指数较低;负压3.0 kPa与负压3.5、4.0 kPa对漏播指数影响差异显著,但负压3.5 kPa与4.0 kPa差异不显著,负压的增大降低了漏播指数,在负压4.0 kPa时,漏播指数最低。
12 km/h作业速度条件下,新卸种机构和原卸种机构对漏播指数的影响差异性显著,且新卸种机构漏播指数低于原卸种机构;负压3.0 kPa与负压3.5、4.0 kPa对漏播指数影响差异显著,但负压3.5 kPa与4.0 kPa差异不显著,负压的增大使漏播指数先降低后增加,在负压3.5 kPa时,漏播指数最低。
14 km/h作业速度条件下,新卸种机构显著降低了漏播指数,新卸种机构和原卸种机构对漏播指数的影响差异显著;负压3.0 kPa与负压3.5、4.0 kPa对漏播指数影响差异显著,但负压3.5 kPa与4.0 kPa差异不显著,漏播指数随着负压的增大而降低,负压4.0 kPa时,漏播指数最低。
5.4.3排种均匀性分析
从上述图表中可知,合格指数标准差和漏播指数标准差随着作业速度的增加而变大,但优化后的新卸种机构在各个速度下的标准差均低于原卸种机构,说明新卸种机构在各个速度条件下可以有效提高排种稳定性;从负压变化情况可知,随着负压的增加,合格指数标准差先降低后增加,说明在负压3.5 kPa左右有一个稳定的最优的排种作业参数。从粒距变异系数可以看出,在各个速度和负压下,新卸种机构排种均匀性均优于原卸种机构。
5.5 试验结果优化
对上述试验结果进行方差分析,分析结果如表3所示,表中X1为速度,X2为卸种机构,X3为负压。
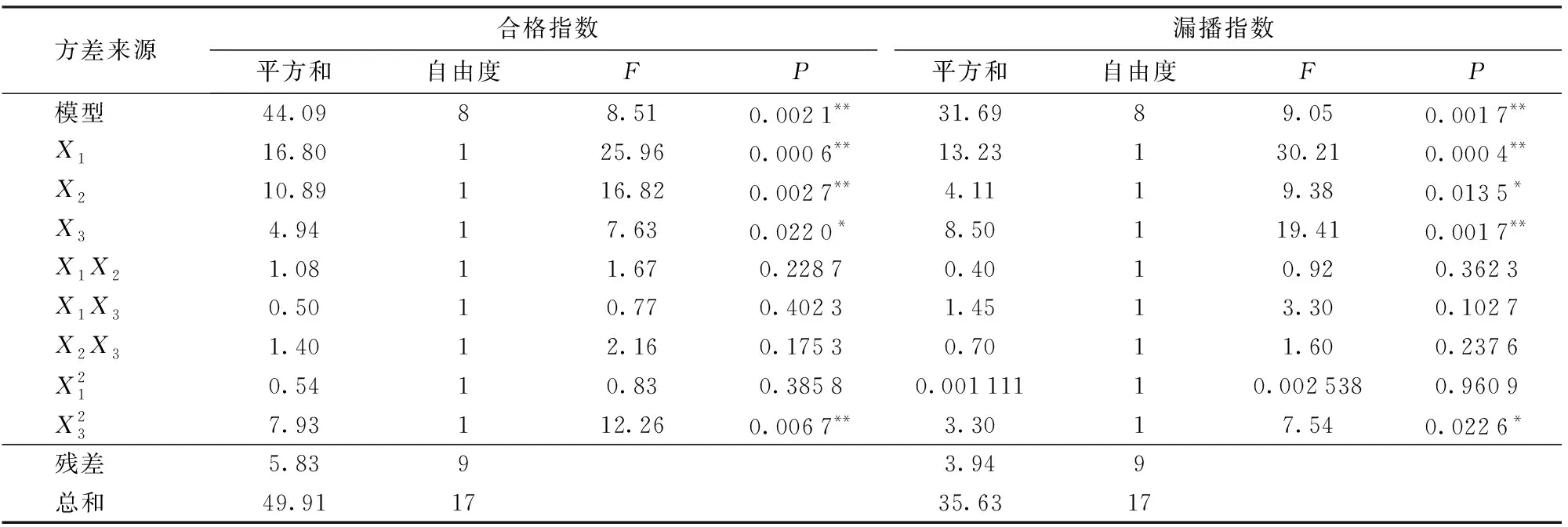
表3 方差分析Tab.3 Variance analysis
注:*表示差异显著(0.01 由表3可以看出,速度、卸种机构和负压对合格指数影响显著,其中速度和卸种机构对合格指数影响极显著,两两之间不存在交互作用;对于漏播指数,速度、卸种机构和风压对其影响显著,且速度和风压两因素影响极显著,从交互作用的方差中可知,交互作用对漏播指数影响不显著。 采用软件Design-Expert 8.0.6,选取新卸种机构,参照10、12、14 km/h全面试验结果,分别对影响排种质量的3个指标:合格指数Y1、漏播指数Y2和重播指数Y3重新进行拟合回归,得出最优参数组合[25]。剔除对指标影响不显著因素,得出回归方程为 (21) Y2=1.09+0.87X1-0.60X3 (22) (23) 式中各参数均为编码值,模型显著性检验P<0.05,表明该模型具有统计学意义。由回归方程,在Design-Expert 8.0.6软件中设置优化合格指数最大,同时重播和漏播指数最小,得出最佳参数组合。然后,对优化后的理论值进行试验验证,在相同的试验条件下重复验证试验5次,理论最佳参数组合和试验结果如表4所示。 表4 工作参数理论值和实际值Tab.4 Theoretical and practical values of working parameters 由表4可知,在10~14 km/h作业条件下,粒距合格指数均能达到96.8%,漏播指数均小于等于2.0%,重播指数均小于等于1.2%,与理论优化结果基本一致。说明新卸种机构能够与高速旋转的种盘平稳啮合,减少了因种盘与卸种机构传动引起的振动脱种现象,同时降低了因吸孔被堵塞引起的连续漏播现象,使各项指标满足精密播种需求。 (1)优化设计了一种具有防堵塞与增强排种均匀性的气吸式排种器卸种机构,解决了因细小杂质或破损种子堵塞吸孔而造成的漏播问题。通过分析卸种机构安装位置,得出种子携种过程的气室末端,14 km/h相对于10 km/h的种子从吸孔脱落的概率增加了1.48%;改进了卸种机构安装位置,使得种子在携种区气室末端脱落的概率相比于改进前降低了1.67%。 (2)为保证所设计的卸种机构与种盘吸孔配合良好、运行平稳、投种可靠,采用相对运动的原理,推导出一种适用于卸种轮和种盘之间配合的齿面曲线,在Matlab中绘制成卸种轮齿外齿廓;采用ADAMS仿真的方式,通过分析啮合力、径向力和轴向力3个指标,模拟验证了卸种轮齿设计的合理性;结果表明,该曲线方程适用于不同种盘和吸孔数的卸种轮的设计,其啮合平稳可靠,具有良好的通用性。 (3)以卸种机构、前进速度和负压为因素进行三因素全面试验,分析了不同速度下卸种机构和负压之间的差异性,得出卸种机构和负压对合格指数和漏播指数具有显著性影响,合格指数标准差和漏播指数标准差随着作业速度的增加而变大,但随着负压的增大先降低后增加;对影响排种质量的3个指标:合格指数、漏播指数和重播指数进行拟合回归,得出不同速度下最优参数组合,分别为:10 km/h,负压3.43 kPa,合格指数为98.9%;12 km/h,负压3.55 kPa,合格指数为98.1%;14 km/h,负压3.81 kPa,合格指数为97.35%。并进行了试验验证,试验结果表明:粒距合格指数达到96.8%,漏播指数均小于等于2.0%,重播指数均小于等于1.2%,得到的试验指标与优化结果基本一致。
6 结论
猜你喜欢
设备管理与维修(2024年4期)2024-03-20 09:17:52
新疆农机化(2022年1期)2022-03-02 09:44:18
河北农机(2021年9期)2021-12-07 17:00:34
金属加工(热加工)(2020年2期)2020-02-23 11:47:12
中国特种设备安全(2019年8期)2019-10-14 00:32:34
农业与技术(2019年9期)2019-05-28 09:23:40
时代农机(2019年5期)2019-02-11 10:52:34
农业工程学报(2018年24期)2019-01-14 10:42:32
农业现代化研究(2016年5期)2016-10-27 08:11:11
重型机械(2016年1期)2016-03-01 03:42:12