
双点压力机人字齿轮键槽方向偏差分析及改进措施
2020-03-11 07:27孙宗建岳雨蒙田理中
锻压装备与制造技术 2020年1期
孙宗建,岳雨蒙,田理中
(江苏省徐州锻压机床厂集团有限公司 研究院,江苏 徐州 221116)
伴随着中国制造业的发展,锻压行业逐步打破国外行业在高精密、大型化方面的技术垄断,但在产品精度及可靠性方面,还存在较大差距,特别是零部件加工的基础工艺研究。本文针对机械压力机核心传动零件,人字齿轮上键槽的加工精度以及工艺改进方法进行深入分析。
1 加工精度偏差分析
1.1 人字齿轮键槽方向加工偏差

图1 产品主传动示意图
首先探讨人字齿轮键槽方向加工偏差对双点压力机精度的影响。双点压力机主传动结构如图1所示,飞轮轴驱动人字齿轮,通过人字轮上键槽联结齿轮轴,啮合并驱动偏心齿轮,其上偏心体部分作为连杆的回转中心,驱动导柱、滑块往复运动。图中两组人字齿轮键槽加工的对齿位置要求,影响两件偏心体转动的同步性。决定了滑块运行的稳定性,是产品同步精度控制的重要因素之一。
1.2 人字齿轮键槽方向加工偏差产生原因
人字齿轮齿形的加工采用展成法,是利用刀具与零件的啮合运动切出齿形的方法,由于齿形加工的切入点,在工件圆周上无法精确定位,因此键槽与齿形的位置度要求,只能在齿形加工后,再确定工艺基准,通过后续加工键槽保证。传统的工艺方法由钳工划线确定键槽的加工基准,由于人字齿轮齿槽具有螺旋升角,空间划线精度定位不准,存在较大加工误差。为弥补零件加工误差,整机装配后通过配阶梯键的方法加以调整。费时、费力,产品精度可靠性也不能保证。
2 加工偏差解决方案
(1)工艺改进措施。优化设计基准,实现简易工装的精确定位(图2、图3)。利用机床精度,代替人工划线。
(2)图2为优化前的设计,以人字齿轮端面齿槽为中心,作为键槽的加工基准。由于人字齿轮齿宽尺寸公差较大,其端面齿槽中心位置也发生相应变化,因此无法找到准确的加工定位基准。图3中,以工装样球定位于人字齿槽交汇点上,保证了加工基准的唯一性,样球工装能够准确定位。为实现机床校正代替手工划线提供了条件。

图2 优化前的设计加工基准
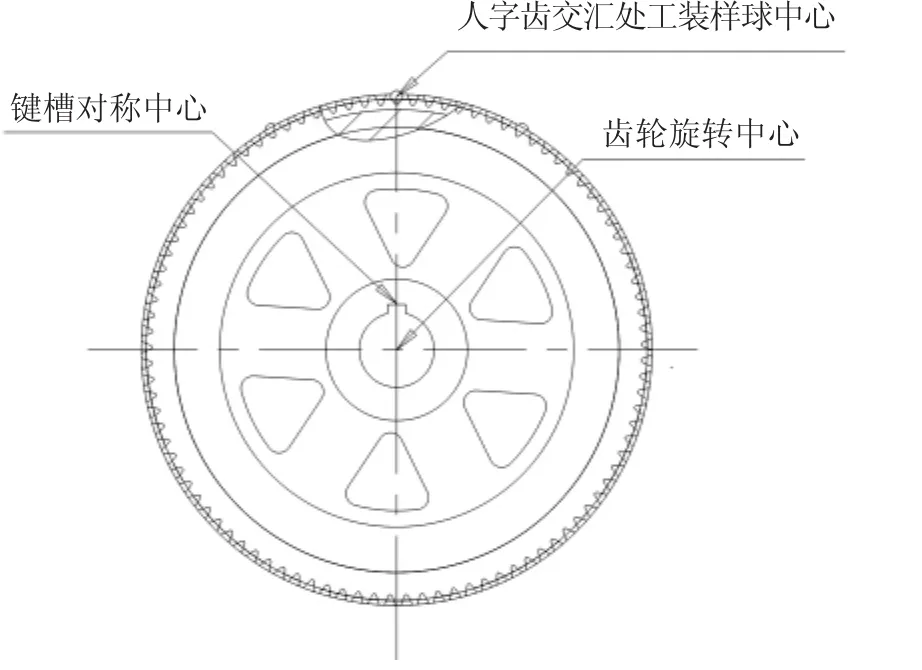
图3 优化后的设计加工基准
3 优化后工艺实施步骤
(1)按图纸要求完成键槽以外全部工序,保证图纸精度要求;
(2)工件安装在插床上,均布三处等高垫铁,保证插刀空程距离;
(3)校正齿轮中心孔与工作台回转中心重合;
(4)百分表1通过磁力表座,安装在插床滑枕上。工装样球安装在对应于基准齿槽左右相同跨齿数的两处齿槽内。利用旋转工作台的X向移动,以及工作台的旋转,对两处测量点1和测量点2的工装样球顶点进行测量,按百分表差值进行调整。(确定待加工键槽与基准齿形中心连线与工作台Y轴移动方向平行);
(5)百分表2通过磁力表座安装于人字齿轮上,利用工作台回转分度盘正反180°旋转,以及工作台Y方向的移动,测量插刀两侧,测量面1和测量面2两处数据差值。沿X方向调整工作台,使插刀处于工件Y向对称中心线上。(确定键槽加工的对称中心线);

图4 工艺实施示意图
(6)校正结束,按图加工保证键槽尺寸,满足图纸要求。
4 结语
工艺改进前后效果对比分析:原有工艺方法采用划线加工,按工艺规范空间划线所能保证精度误差值0.25mm,找线对刀误差值±0.1mm,加工机床误差0.02mm。单件累积最大误差0.37mm。两件啮合最大累积误差0.74mm。改进工艺后的加工过程中,工件校正均以百分表测量,百分表的分度值0.01mm,五处校正累积误差0.05mm,机床误差0.02,单件误差控制在0.07mm。两件人字齿轮最大累积误差0.14mm。将原有的加工误差缩小5倍,零件加工精度的提高对整机装配精度提供了保障,同时减少了后期拆装调试时间,改进效果明显。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
中国水运(2022年4期)2022-04-27
西安交通大学学报(2021年1期)2021-02-01
看世界·学术下半月(2020年6期)2020-09-10
好日子(下旬)(2020年6期)2020-08-04
学苑创造·B版(2020年5期)2020-07-06
劳动保护(2018年8期)2018-09-12
科学与财富(2018年19期)2018-08-20
环球时报(2015-06-11)2015-06-11
读者·校园版(2015年7期)2015-05-14
