
陶瓷轴承在机加池JG-15 刮泥机中的应用
2020-03-05 02:36:32翁俊
设备管理与维修 2020年3期
翁 俊
(四川省宜宾惠美线业有限责任公司,四川宜宾 644000)
0 引言
公司水暖制造部共有4 个机加池,每个机加池由搅拌系统和刮泥系统组成。机加池刮泥系统主要设备是刮泥机,刮泥设备采用销齿圆盘式结构,浸于水中的传动件。由于水质的浊度高,对传动轴上的轴承座、轴瓦、轴、联接件等配件造成腐蚀。另外高浊度水加大轴承座内部结垢,增大了传动阻力,加速了轴与轴瓦的磨损,造成过大间隙,轴发生轴向偏离后还会造成轴断裂和联轴器等相关配件损坏。为此,通过查找各类资料,考虑改变传动方式,由轴瓦改为陶瓷轴承传动,减少接触面的磨损,增强同轴度,并做好轴承密封。调整相关部件间配合,降低零部件腐蚀速度,从而降低故障风险和维修成本。
1 陶瓷轴承的分析
陶瓷轴承的转速和加速能力高,且打滑、磨损和发热均可降低;寿命长、耐磨损,全陶瓷轴承的疲劳寿命可望比全钢轴承长1050 倍,混合陶瓷轴承,寿命也比全钢轴承的寿命高35 倍;所需润滑极少,陶瓷材料的磨擦系数低,采用油润滑的陶瓷轴承,在润滑油变稀或贫油情况下,其润滑能力仍不低于钢轴承常用的传统润滑剂;耐磨蚀,由于陶瓷材料为惰性材料,故更耐腐蚀和磨损;刚性大,因陶瓷材料的弹性模量高,其刚性比普通钢轴承大15%20%;耐高温,全陶瓷轴承能在500以上温度工作;扭矩低,根据结构,陶瓷轴承的扭矩约减小1/3;无磁性不导电,陶瓷轴承可不受磁、电的损害。
2 机加池JG-15 刮泥机现状分析
水暖制造部机加池制水是通过机械搅拌加速实现较大颗粒的微粒沉降。由于直接引用长江水进行制水,水质含有较大泥沙及杂质,水质浊度在夏季洪水期可达5000 NTU(Nephelometric Turbidity Unit,散射浊度单位)以上,而机加池的处理要求为进水小于50 NTU,处理后出水小于15 NTU。机加池为二级制水设备,池中还含有较多微量不溶性悬浮物质,通过机械加速沉降后还有较多污泥在池底部,所以需通过刮泥机把多余污泥刮至池中心排污口排出,以满足机加池要求的絮泥量。由于污泥量较大,而公司的刮泥机传动部份采用周边传动销齿圆盘铰板式刮泥系统,传动与刮泥部件均在水下,所以造成传动部件容易腐蚀,造成设备故障。每次设备故障后维修周期需要34 d,耽误生产,从而影响制水能力。
根据检修统计,单台刮泥机每年维修2 次,影响生产且造成成本浪费。所以需通过技术改进降低检修频次,把检修次数降到1 次/年,且每次检修时间降为12 d,同时维修配件消耗可降低50%,节约时间可多产过滤水约6.4 万m3(台/年),4 个池共计可提高产能25.6 万m3。
3 改造技术要求
根据刮泥机现状分析,刮泥机故障率最高的配件几乎均在液面下浸泡着,而液面以上的传动部件的故障也是因液面下部件有故障后而造成的,因此关键是解决液面下的部件故障问题。
3.1 固定传动部位
现刮泥机所用的辅助传动件是材料为H62 的黄铜轴瓦,由于铜长期浸于有浊度水中,加大了轴瓦的腐蚀。且泥沙增加的摩擦系数让轴瓦加快磨损,这样就会使轴的轴同心度发生偏移,从而加大上部传动件的振动,造成轴承与轴加快损坏,同时增大电机运行功率。所以,根据设备现状,查阅资料并对比分析,初步确定用陶瓷轴承代替现有轴瓦,由于陶瓷轴承在公司属首次使用,因此需进行前期小试验,分别用碳化硅、氧化锆、氮化硅材料进行小试。选择陶瓷轴承的理由是根据机加池工作环境所确定的,陶瓷轴承特性见表1。
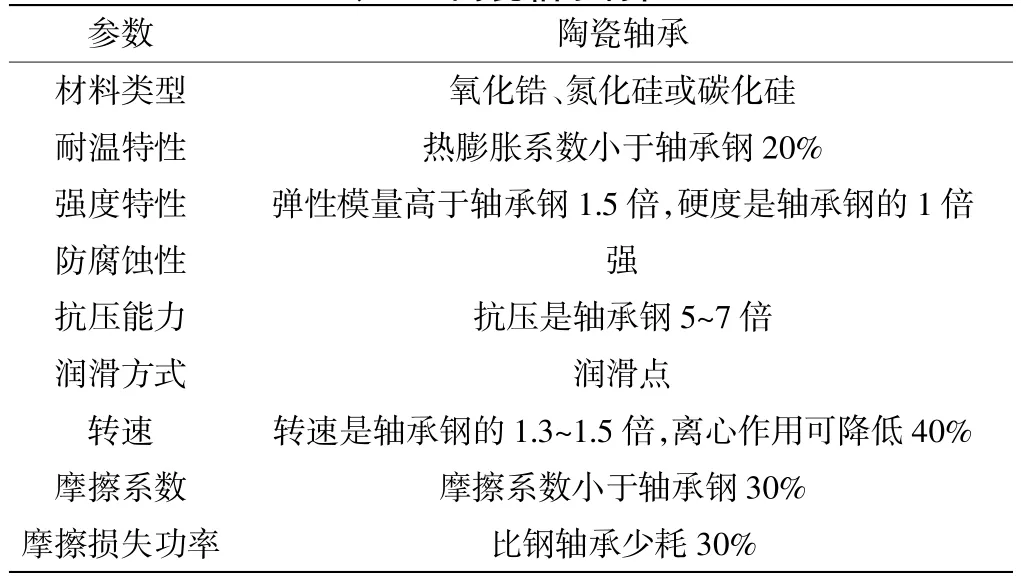
表1 陶瓷轴承特性
安装陶瓷轴承时需在套圈端面的圆周上施加均等的压力,平稳地将套圈装入,严禁用榔头等重物直接敲击轴承端面以免损伤轴承。安装轴承时保证径向水平度精确=0。由于轴承为内圈转动,陶瓷轴承热膨胀性能差,所以轴的径向间隙不能过大也不能过小,保持在0.050.2 mm,并做好润滑与密封处理。安装注意事项:淤检查轴承有无质量问题。旋转是否灵活,仔细检查轴承零件表面有无缺陷,如压痕、烧伤、裂纹等。严格禁止装入有质量问题的零件;于确保安装现场清洁,严防异物进入轴承内部;盂确保轴承清洁,没有清洗好的轴承不要安装;榆确保密封质量。仔细检查密封件型号规格、尺寸是否合适,是否有缺损或质量问题,相关配件是否齐全,配合是否合理;虞由于陶瓷轴承的特殊性,为避免安装过程中对轴承的伤害,需用专用安装工具进行安装。
3.2 轴承座
为保证工艺稳定性,因更换的是陶瓷轴承,所以需重新对轴承座进行设计加工,轴承座加工时为保证陶瓷轴承运行稳定,应选用强度较高和抗氧化、抗腐蚀性的不锈钢材料进行加工。同时为了维修方便,轴承座设计应合理,使轴承与轴承座之间的配合应精确,另考虑在后期更换零部件时不影响生产工艺,轴承座盖的轴孔直径应略比轴承外圈尺寸大,但不能超过0.5 mm,这样即使轴承损坏也不影响生产。在安装过程中,安装轴向间隙应在0.20.4 mm,径向间隙应保持在0.30.5 mm,做好二次防腐,紧固件紧固力度要合理。
3.3 连接板
在加工联轴器时应选用强度较高和抗氧化、抗腐蚀性的不锈钢材料进行加工,防止联轴器的变形与断裂,有效避免了腐蚀变形后影响轴心度。在安装过程中做同心度,紧固件紧固力度要合理。
3.4 轴
在加工轴时应选用强度较高和抗氧化、抗腐蚀性的材料进行加工,防止联轴器的变形与断裂。根据刮泥机工作现状,对上半轴和下半轴分别采用不同材料进行加工,为保证转动件的稳定运行,下半轴用不锈钢材料,上半轴用碳合金材料。在安装过程中做同心度测量,保证与传动件切合准确。
3.5 轴承与轴承座装配
为保证轴承与轴承座装配方便,轴传动齿轮改为活动可拆式,以方便维修与装配,大大提高维修效率。
4 效益分析
据统计,改造实施后每年可降低维修成本约2 万元。每次检修时间降为23 d,按每年减少1 次检修节时2 d 计算,可多产约6.4 万方水(台/年),4 个池共计可提高产能25.6 万方水。过滤水制水成本约为0.49 元,销售单价1.9 元,多生产的水可创造年效益36.09 万元。
根据技术方案要求,只对水下部分轴瓦进行更换。则轴瓦影响电机消耗功率变化为改造部件动静载荷与摩擦损失功,而摩擦损失变化较大。所以通过对陶瓷轴承与普通碳钢轴瓦分析比较,由滚动轴承的摩擦力矩公式M=Pd/2,与轴承摩擦引起的轴承功率损失公式NR=1.0510-4Mn,可计算出损失功率。
(1)陶瓷轴承损失功率。2.64 W(深沟球陶瓷轴承摩擦因数0.0007-0.00 105)。
(2)普通轴瓦损失功率。3.77 W(轴瓦摩擦因数0.001 00.001 5)。
综上统计,4 台机加池刮泥机改造完后可创造年效益约为40 万元。
5 结论
陶瓷轴承在机加池JG-15 刮泥机系统中的应用,可有效提高JG-15 刮泥机使用寿命,降低了维修成本,同时对机加池产水效率的提升起着重要作用。通过陶瓷轴承的应用,为机加池制水系统起到节能降耗作用,为企业创造可观效益。
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
科学与信息化(2021年6期)2021-03-11 13:26:10
应用能源技术(2020年11期)2021-01-26 00:16:30
中国科技纵横(2020年15期)2020-11-28 09:42:33
船舶与海洋工程(2020年4期)2020-09-12 06:08:10
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
化工科技(2016年4期)2016-06-06 02:37:19
设备管理与维修(2015年9期)2015-03-16 02:24:02
机电产品开发与创新(2014年6期)2014-03-11 16:42:45
