30CrMnSiNi2A钢电子束焊接接头的组织与性能研究
2020-02-26 10:28王金雪张国栋
焊管 2020年1期
余 槐,袁 鸿,王金雪,张国栋
(北京航空材料研究院,北京 100095)
0 前 言
30CrMnSiNi2A钢是我国航空工业广泛使用的低合金超高强度钢[1-3]。该钢在30CrMnSiA钢的基础上提高了Mn和Cr含量,并添加了1.40%~1.80%的Ni,使其淬透性得到了明显提高,韧性和抗回火稳定性得到改善[4]。热处理后强度高,塑性、韧性好,有良好的抗疲劳性能和断裂韧性,切削和焊接性尚好,但对缺口和氢脆较敏感。材料的成分[5]或热处理工艺不同[6-7],其性能会出现很大差异。该钢适宜于制造高强度连接件和轴类零件等重要受力结构部件,广泛用于制造飞机起落架、机翼主梁,中央翼的带板及缘条,对合接头、结合螺栓,压气机中机匣后段等重要受力结构件[8]。该钢已被使用在某型飞机的襟翼滑轨上,经电子束焊接制造完成,大大减轻了以前螺栓连接方式的构件质量。
本研究分析了12 mm厚30CrMnSiNi2A钢电子束焊接接头的组织与性能,以期为该材料的电子束焊接工艺及热处理方法提供参考。
2 试验材料及试验方法
2.1 试验材料
试验用料为 600 mm×200 mm×15 mm (长×宽×厚)锻件板材,材料的化学成分见表1。电子束焊前经固溶退火处理,并机械加工成200 mm×80 mm×12 mm (长×宽×厚)的焊接试板。焊接工艺试验在中国航发北京航空材料研究院KL-106M型真空电子束焊机上进行。KL-106M型真空电子束焊机实物照片见图1,焊接工艺参数[9]见表2,电子束焊接采用 “Ⅰ”型平头对接,对接间隙不大于0.10 mm。焊接试板对接形式如图2所示。
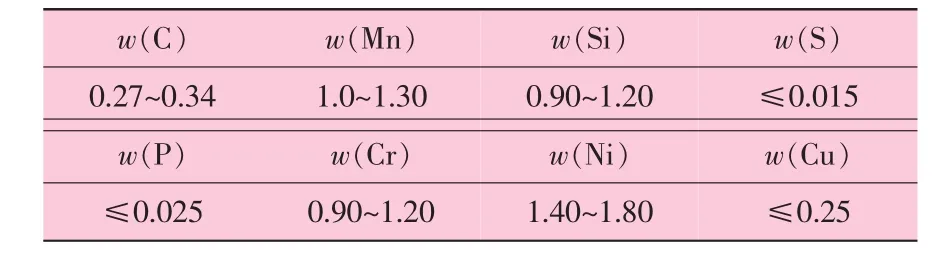
表1 30CrMnSiNi2A钢化学成分 %
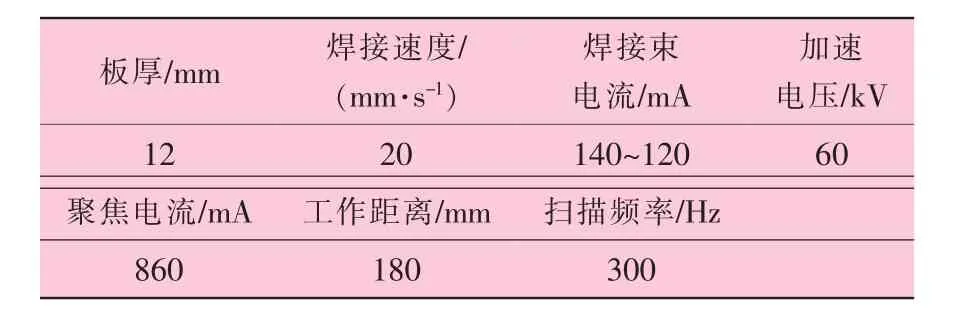
表2 电子束焊接工艺试验参数
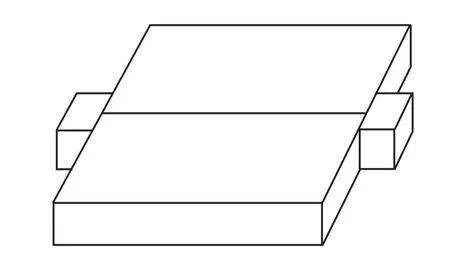
图2 焊接试板对接形式示意图
2.2 焊后热处理制度
A:焊态。
B (完全热处理)[8]: 高温回火(600±10)℃/1 h+(900±10)℃/2 h, 冷却介质硝盐(280~300)℃/4 h+回火(250~300)℃/4 h, AC。
3 试验结果与分析
3.1 电子束焊接工艺分析
按照表2电子束焊接工艺参数焊接试板,焊接过程中熔池形状稳定,无飞溅。所形成的焊缝表面无可见明显咬边,焊缝正面、背面成形光滑,如图3所示。30CrMnSiNi2A钢电子束焊接接头低倍金相照片如图4所示。焊缝横截面均呈现小 “V”字形焊缝特征。焊后对工艺试板进行X射线检测,结果表明,焊接接头质量符合GJB1718A—2005中Ⅰ级焊缝的要求。
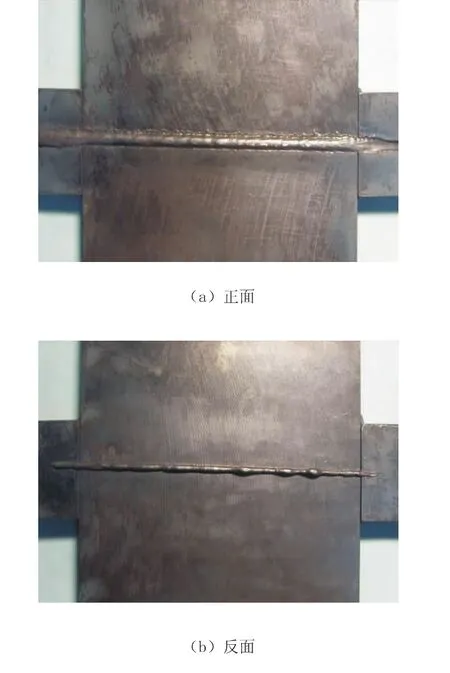
图3 30CrMnSiNi2A钢焊接试板焊缝形貌
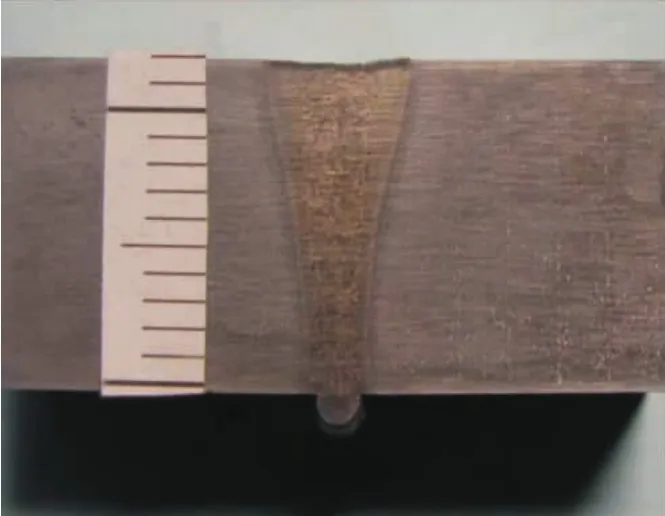
图4 30CrMnSiNi2A钢焊接接头低倍金相照片
3.2 接头室温拉伸、冲击韧性试验结果及分析
焊缝位于拉伸试样中心位置,冲击试样缺口开在焊缝位置,接头焊态及热处理下的室温拉伸、冲击韧性试验结果见表3。从表3得出,接头焊态(A)抗拉强度明显低于经热处理后的接头和母材,完全热处理状态 (B)的接头强度稍高于母材,因此接头拉伸断于基体,30CrMnSiNi2A钢经过热处理后才能使用,延伸率及断面收缩率都与母材相当。比较焊态及热处理接头母材的冲击韧性,可以看出,焊态接头韧性明显好于热处理接头与母材,同热处理状态下的接头与母材两者的冲击韧性处于相同水平。因此,接头经900℃硝盐浴等温加低温回火热处理后可获得良好的接头性能。

表3 30CrMnSiNi2A焊接接头及母材拉伸性能、冲击韧性检测结果
3.3 接头显微组织分析
接头焊态下的显微组织如图5所示。热处理状态为经900℃淬火加低温回火,接头热处理状态下的显微组织如图6所示。
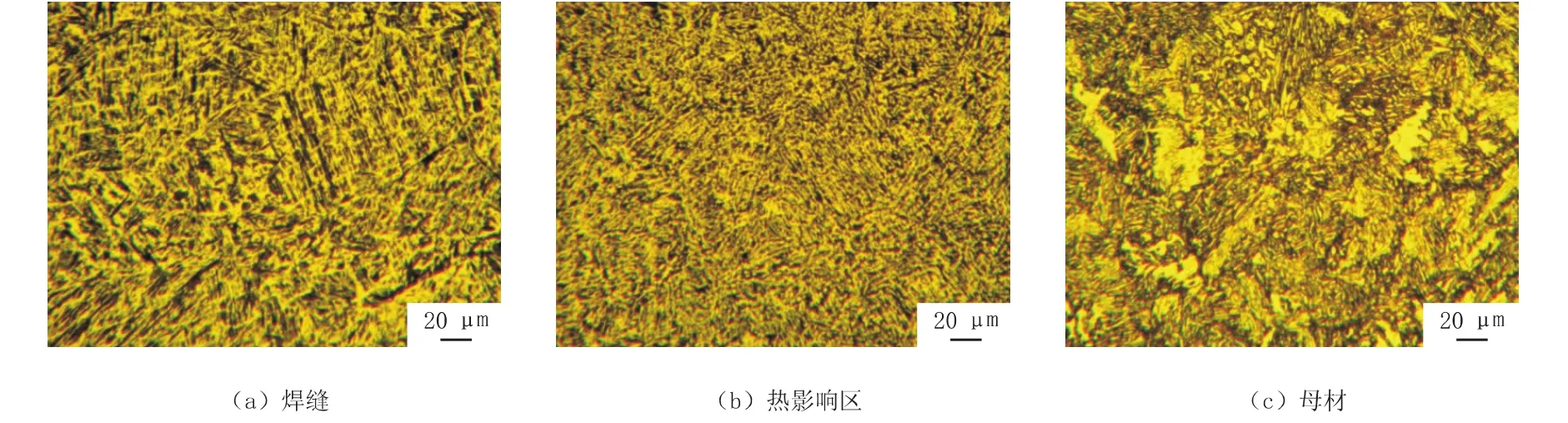
图5 接头焊态下的显微组织
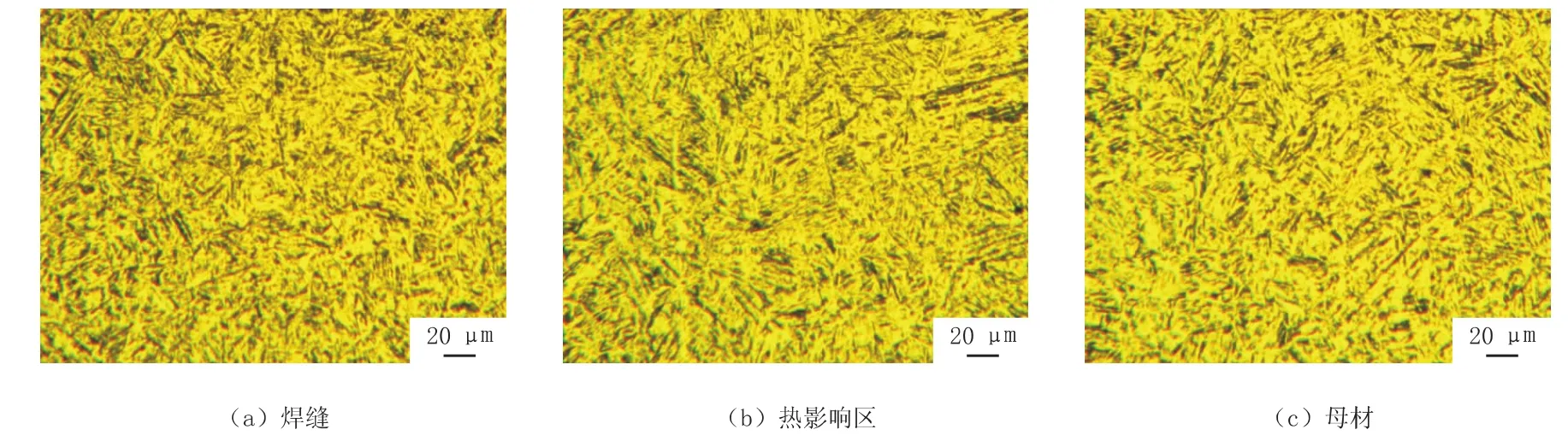
图6 接头热处理状态下的显微组织
从图5可见,接头焊态焊缝的显微组织为典型的粗大针状马氏体+残余奥氏体,这是由于电子束焊接时峰值温度极高 (2 000℃左右),对于30CrMnSiNi2A 钢,临界温度Ac为805~830℃[10],其焊后冷却速度极快,加之奥氏体区域停留时间较长形成的。热影响区的显微组织为板条状马氏体、贝氏体及少量的奥氏体,因此焊后冷却速度较焊缝慢,形成一定量的中温组织。
由图6可见,焊缝和热影响区组织主要为回火马氏体和残余奥氏体,母材为低温回火马氏体组织,低温回火马氏体呈板条状,它仍保持了淬火马氏体形态,板条界面清晰可见。
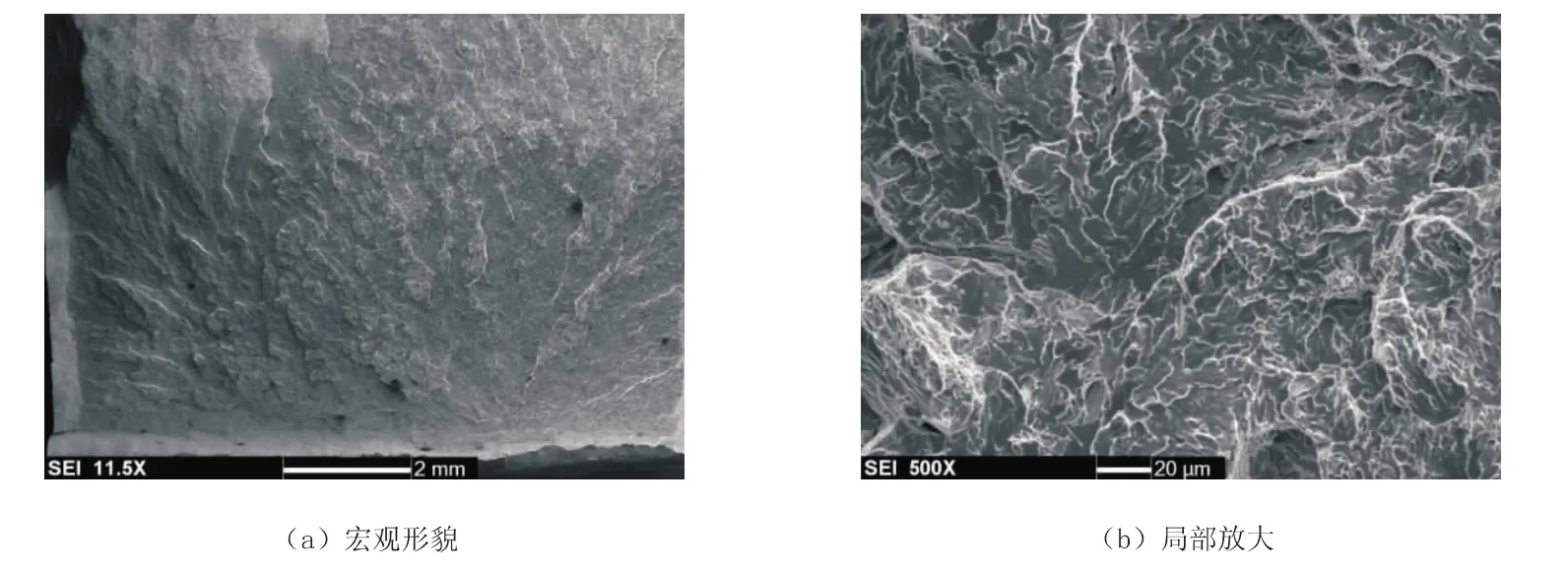
图7 焊态接头冲击断口形貌
3.4 冲击断口形貌分析
焊态、完全热处理态及母材冲击断口形貌如图7~图9所示。从图7~图9可以看出,焊态接头、完全热处理状态接头和母材的宏观断口均表现为凹凸不平的断裂面。从局部放大断口可以看出,断裂面均表现为大量的韧窝,断裂方式为韧性断裂,从室温冲击值数据可以看出冲击值都比较高。
图8 完全热处理状态下接头冲击断口形貌
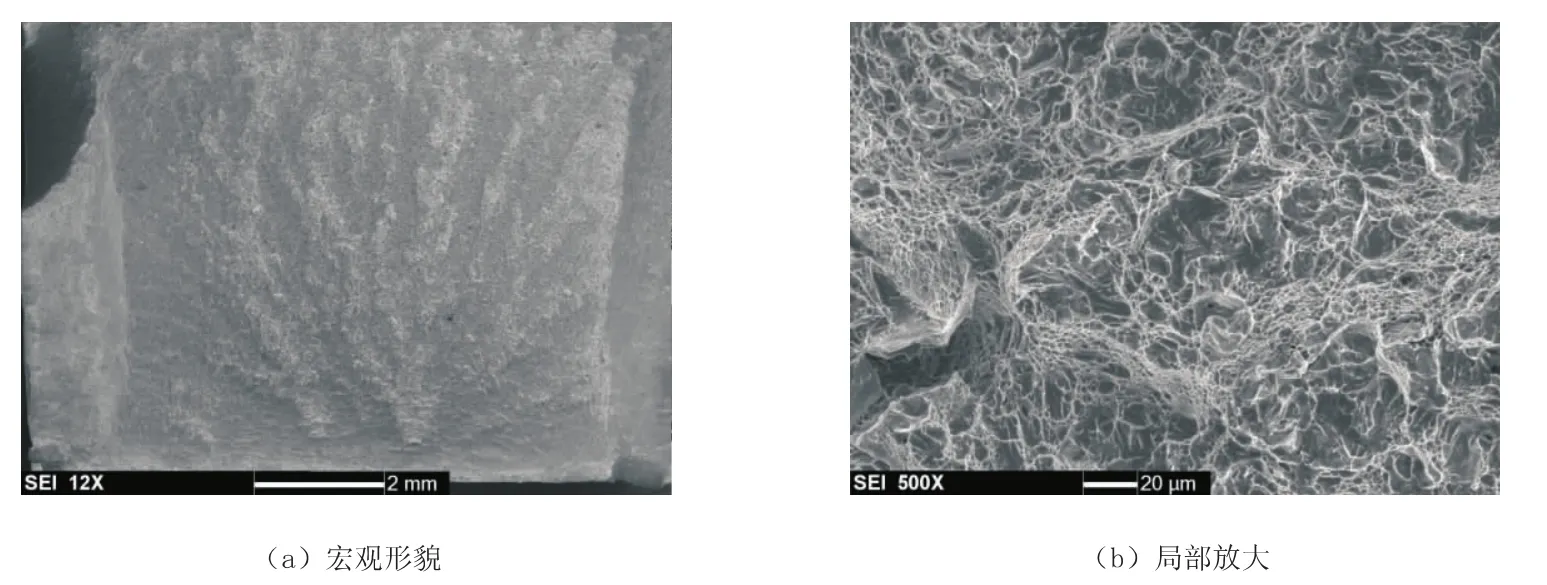
图9 母材冲击断口形貌
4 结 论
(1)30CrMnSiNi2A钢电子束焊接工艺性优良,采用合适的工艺参数能使接头达到一级焊接接头的质量。
(2)30CrMnSiNi2A钢焊前经固溶处理,焊接后必须经完全热处理才能使用,接头才能获得优良的综合力学性能,接头的强度稍高于母材,延伸率及断面收缩率都与母材相当。
(3)接头经完全热处理后,焊缝和热影响区的显微组织为回火马氏体、残余奥氏体,母材组织也表现为回火马氏体及少量的残余奥氏体。
(4)焊态及热处理态接头与母材的冲击断裂方式为韧性断裂,断裂面呈现了大量的韧窝状。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
航天制造技术(2022年4期)2022-09-30
焊接学报(2022年7期)2022-09-14
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
装备环境工程(2021年8期)2021-09-03
铀矿冶(2021年2期)2021-05-24
理论与创新(2020年11期)2020-07-26
电加工与模具(2020年3期)2020-07-04
汽车文摘(2017年6期)2017-07-18