
桥梁用耐候钢焊接技术研究
2020-02-22 10:07:18王秀菊宋迪张剑峰黄河珍
金属加工(热加工) 2020年1期
王秀菊,宋迪,张剑峰,黄河珍
中铁宝桥集团有限公司 陕西宝鸡 721000
辽宁省高等级公路建设局 辽宁沈阳 110005
1 序言
降低桥梁寿命周期成本已成为桥梁建造的趋势,但普通钢桥的耐久性问题比较突出。而耐候钢既有一般结构钢的优质特性,又能发挥无需涂装的防腐性能,从全寿命周期成本的观点出发,耐候钢在国内桥梁钢结构中的推广应用将成为一大趋势。
近年来我国高性能耐候钢的研究取得了巨大进步,相继开发了屈服强度达到345~690MPa级别的高性能桥梁耐候钢,并且345~420MPa级别的耐候钢已在工程建设中实施应用。耐候钢中加入有少量Cu、P、Cr、Ni、Mn、V、RE等合金元素,在使用过程中表面会逐渐形成一层致密的保护膜,阻止腐蚀性介质对基体进一步腐蚀,从而显著降低其腐蚀速度。为了更好地了解和掌握耐候钢的焊接性,使之能更好地运用在公路桥梁产品上,我们进行了Q345qENH和Q420qENH钢相关专题的试验研究,以满足加工制造工艺要求。
2 焊前研究内容
耐候钢的焊前技术研究需对其热加工性能进行综合研究开发,包括热切割、热矫形、焊接性等。
2.1 桥梁用耐候钢材料性能研究
选择Q345qENH和Q420qENH钢材进行必要的母材性能试验,充分掌握其力学性能、化学成分、微观金相组织及耐候指数等,为了解母材焊接性、选择匹配的焊接材料及制定焊接工艺打下基础。
2.2 桥梁用耐候钢焊接材料的选择
耐候钢的焊接既要满足强韧性匹配,还需满足成分匹配,这样的接头才能符合裸露使用要求。焊接接头均由焊接材料填充,为此要求焊接材料要同时达到强韧性和成分均与母材匹配。通过查阅及试验选定与Q345qENH和Q420qENH钢匹配的焊接材料及熔敷金属力学性能见表1。
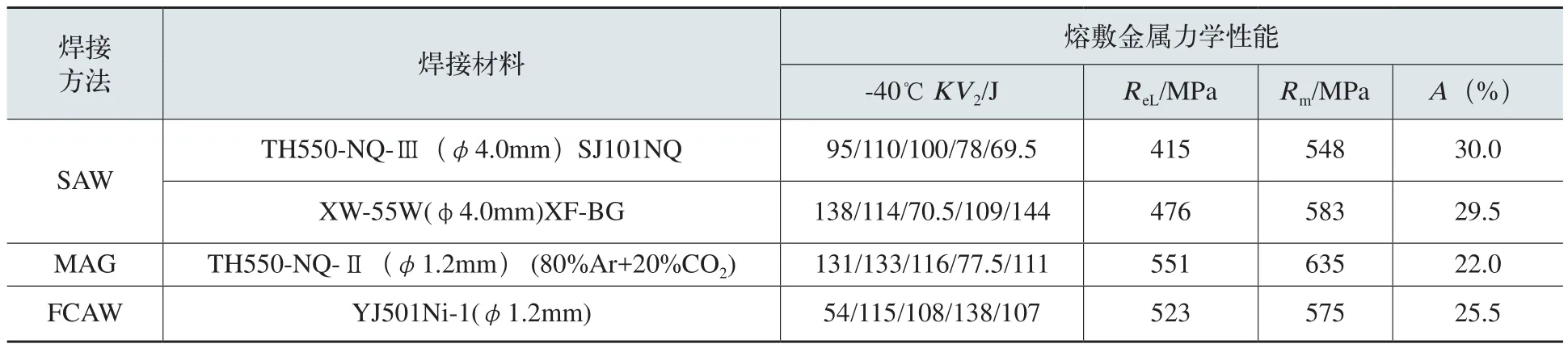
表1 焊接材料及熔敷金属力学性能
2.3 焊接热影响区最高硬度试验
按照GB 4675.5—1984“焊接性试验 焊接热影响区最高硬度试验方法”,制定试验方案,测定焊接热影响区的最高硬度,评价钢材冷裂倾向。焊接热影响区最高硬度试验结果见表2,最高硬度均低于350 HV10。
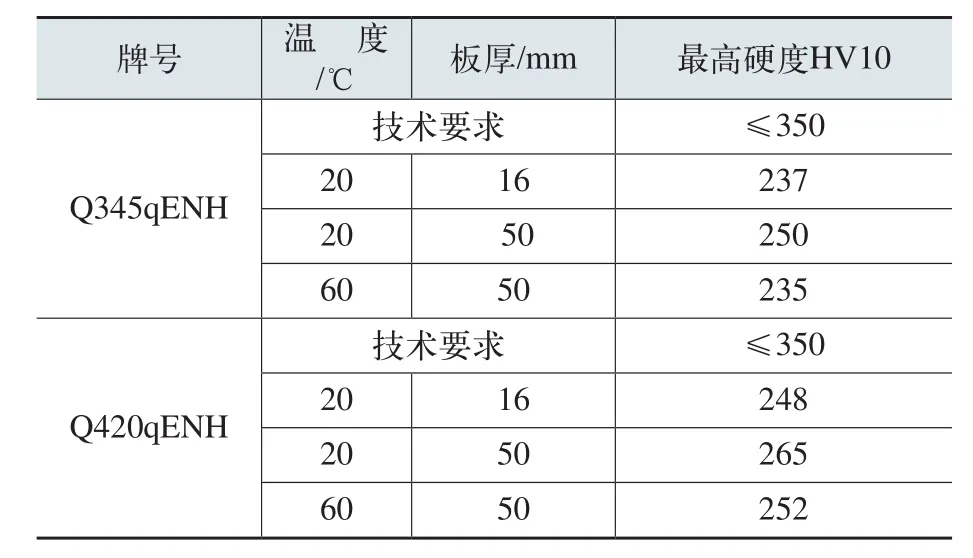
表2 焊接热影响区最高硬度试验结果
2.4 热矫形试验
通过试验确定热矫形最高温度,保证受热区域各项性能满足使用要求,热矫形试验方案及受热区域力学性能检测结果见表3。试验结果表明,钢板及焊缝区域允许在不高于800℃进行热矫形。
3 焊接工艺研究试验
3.1 接头焊接试验
针对选定的钢材和焊接材料,设计具有代表性的焊接接头,制定焊接工艺及施焊措施,进行焊接应用研究,掌握耐候结构钢的焊接技术。焊接工艺研究试验项目见表4。
3.2 接头力学性能试验
试件焊接完成检测合格,按照标准进行力学性能试验。其中冲击吸收能量为多个试验数据的平均值。
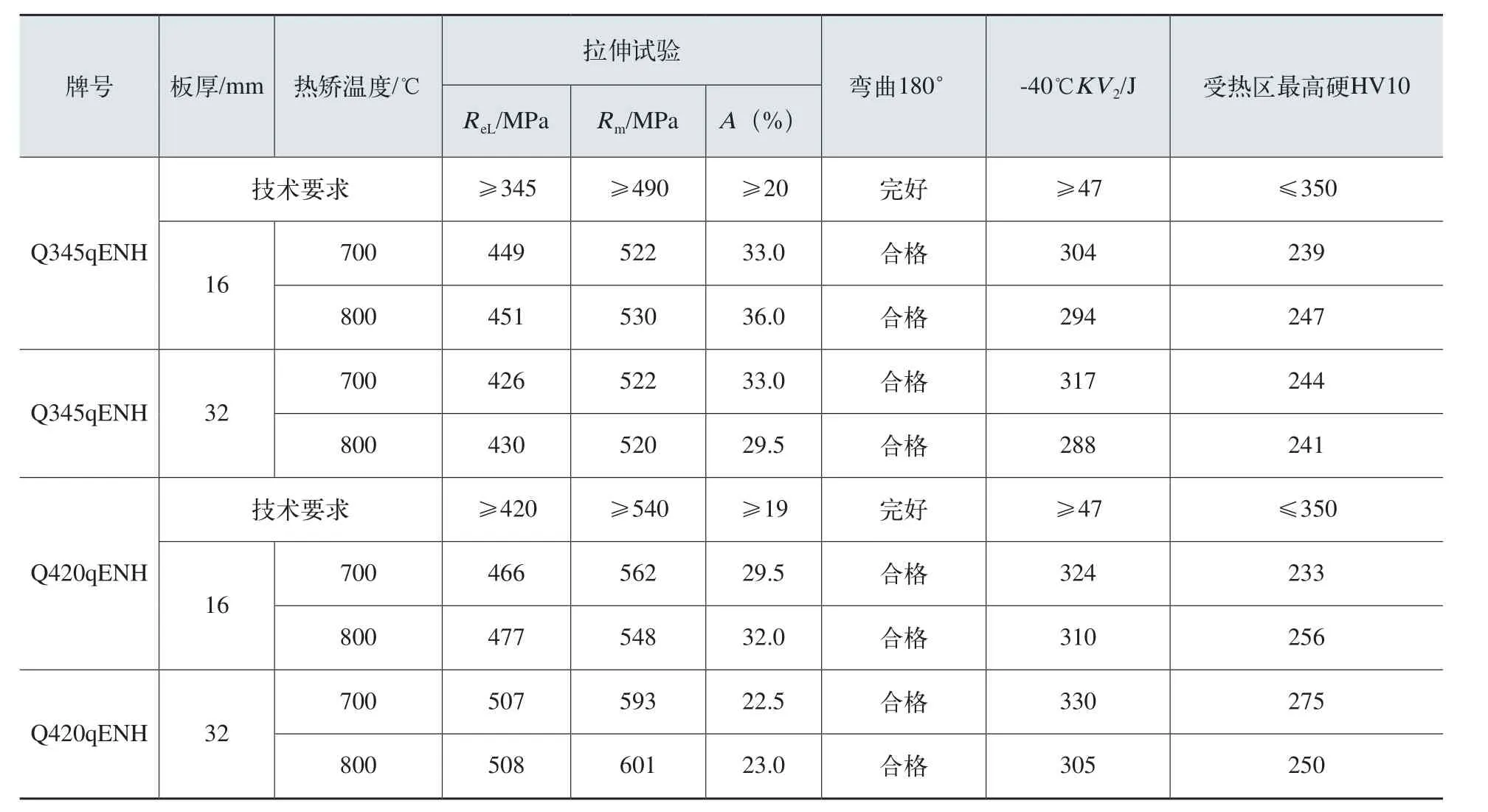
表3 热矫形试验方案及受热区域力学性能检测结果
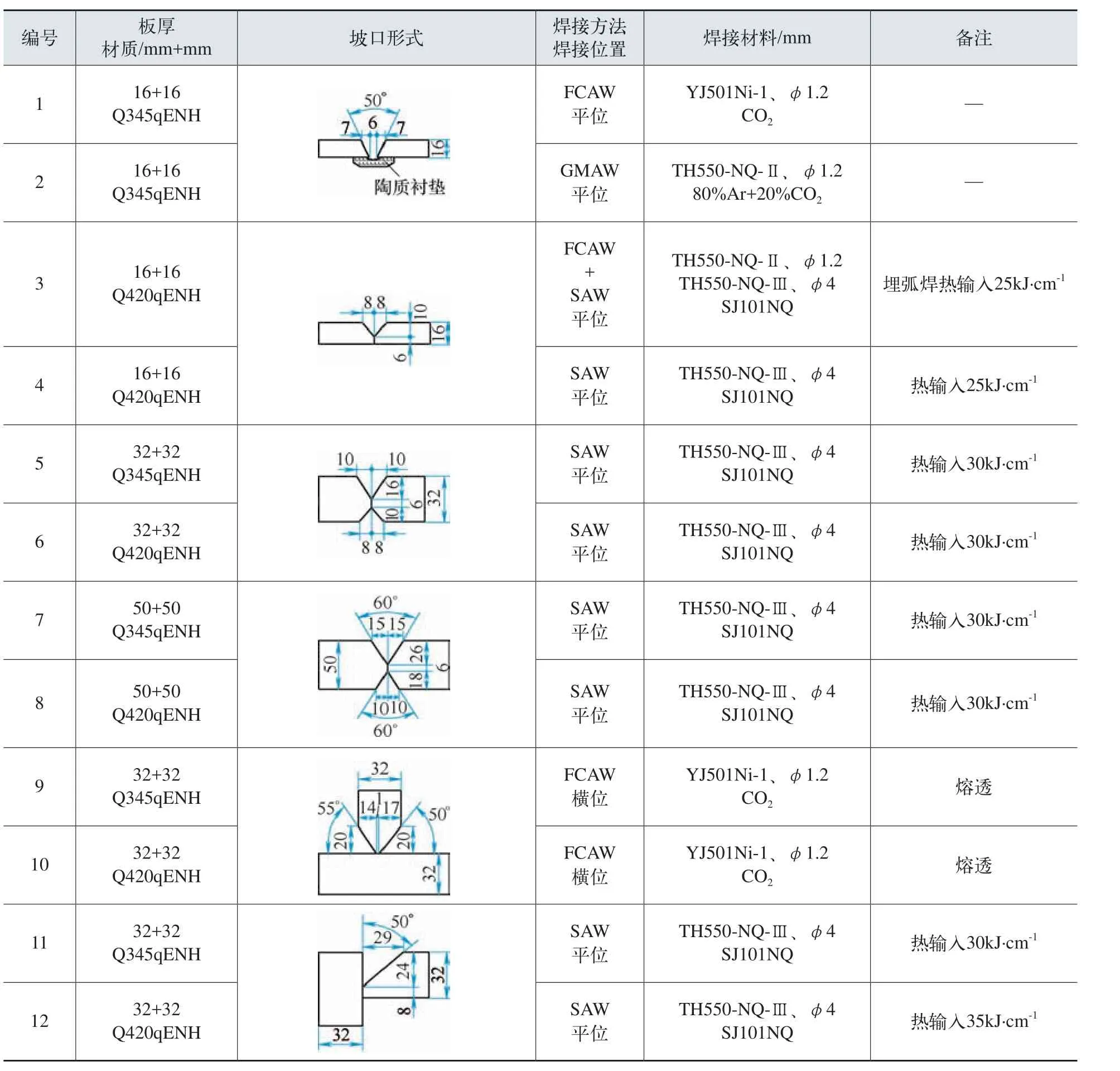
表4 焊接工艺研究试验项目
3.3 试验结果分析
从表3的焊缝金属拉伸试验结果可以看出,各种接头的焊缝强度均高于母材标准值。焊缝金属的伸长率均高于母材标准值。对接接头的弯曲试验结果均为完好,这表明焊接接头的塑性良好。从接头低温冲击试验结果可以看出,对接焊缝、全熔透角焊缝和棱角焊缝的-40℃低温冲击吸收能量均大于标准值,符合技术要求。对接接头硬度试验结果表明,接头各区的硬度均≤350 HV10。
4 结束语
耐候钢Q345qENH、Q420qENH钢试验研究经过了母材复验、焊接性试验、选焊材试验、钢板火焰切割试验、热矫形试验以及焊接工艺研究试验。
上述试验结果表明,Q345qENH、Q420qENH钢具有稳定的力学性能和较好的焊接性,能够满足桥梁结构的受力要求及钢梁的焊接需要。试验所选用的埋弧焊和气体保护焊及配套的焊材均能够满足Q345qENH、Q420qENH钢焊接接头性能匹配的需要,试验所用的焊接参数及工艺方法能够用于Q345qENH、Q420qENH耐候钢相关类产品的生产制造。
猜你喜欢
石油沥青(2023年5期)2023-05-11 18:40:58
南方农机(2022年7期)2023-01-04 03:02:13
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
现代商贸工业(2016年34期)2016-03-13 05:58:07
焊接(2016年5期)2016-02-27 13:04:48
山东冶金(2015年5期)2015-12-10 03:27:40
