
六辊冷连轧机换辊装置设计优化
2020-01-15 05:54张银平杜锡林
中国重型装备 2020年1期
张银平 杜锡林 谢 贻
(二重(德阳)重型装备有限公司,四川618000)
某1420酸轧项目中冷连轧机换辊装置存在问题:换辊装置换辊大车和换辊装置牵引车换辊时定位不准,导致无法实现自动换辊。针对此问题,现对换辊装置进行设计优化。牵引车位于换辊大车上,并在换辊大车上设置有牵引车移动轨道。更换工作辊和中间辊时,换辊大车首先到达换辊位并锁定,然后牵引车移动到换辊位,牵引车夹钳动作,抱紧工作辊或中间辊辊端并拉出轧辊装配,并依次完成后续各换辊动作。
1 问题描述
某1420酸轧项目中换辊装置换辊大车传动示意图如图1所示,牵引车传动示意图如图2所示。
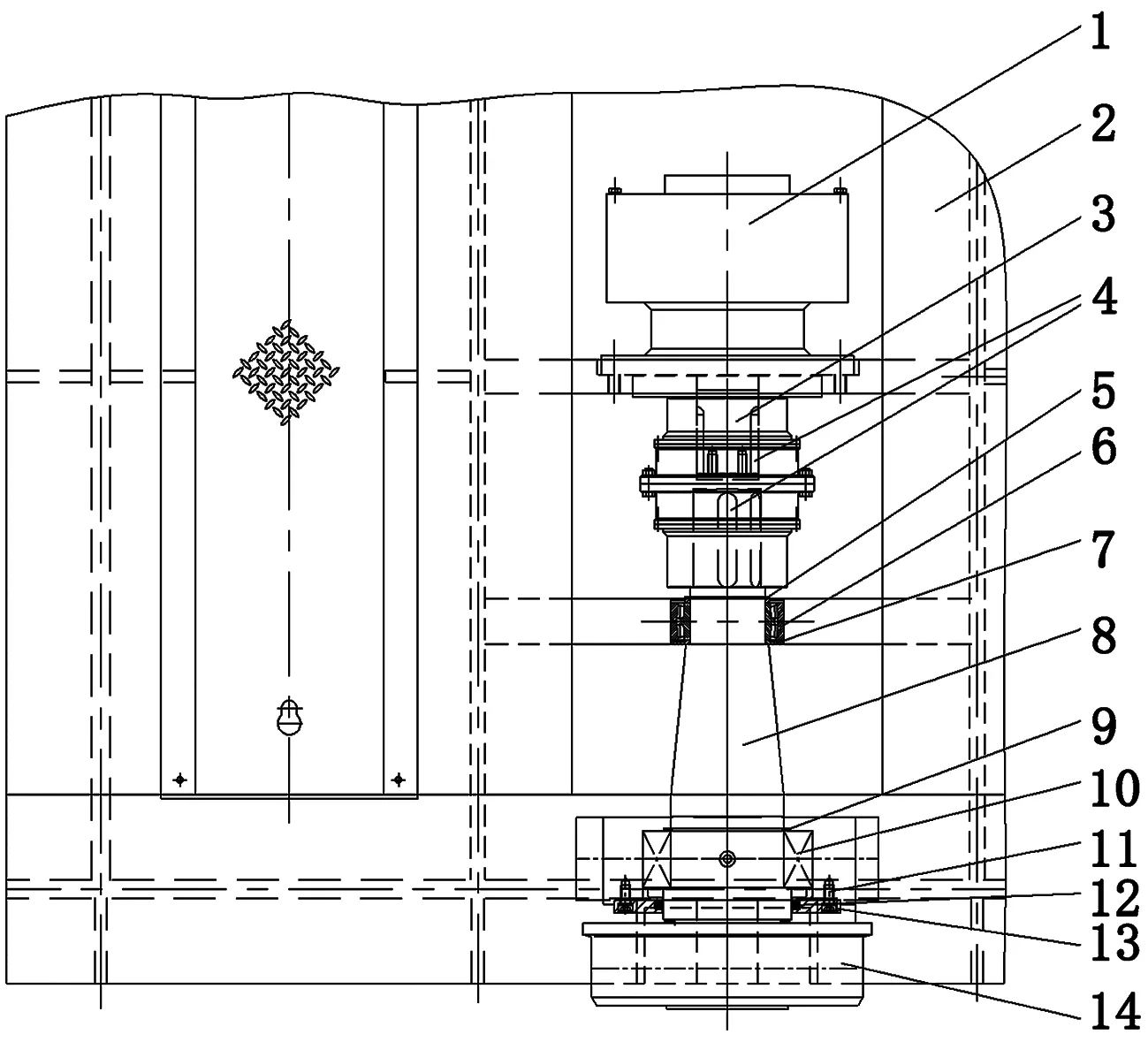
1—液压马达 2—换辊大车车架 3—联轴器 4—平键 5—挡圈 6—轴承 7—环 8—车轮轴 9—挡圈 10—轴承 11—螺钉 12—毡圈 13—螺钉 14—车轮及平键图1 换辊大车传动示意图Figure 1 Transmission of roll change cart
该项目换辊装置的换辊大车和牵引车均采用液压马达驱动,利用接近开关进行位置控制,设备移动过程中触发接近开关发出控制信号,液压马达收到控制信号后制动,由于液压控制本身存在缓冲以及泄漏,导致设备始终无法准确定位,或未停到换辊位,或超过换辊位,导致每次都需要进行人工确认、人工辅助,从而无法实现自动换辊,延长了换辊时间,降低了有效生产率,影响机组年产量。
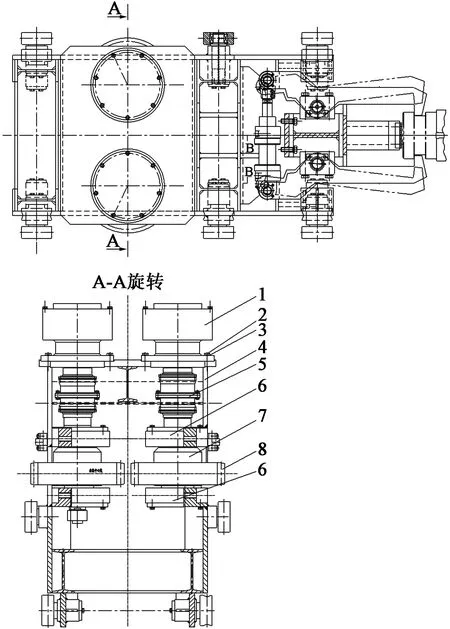
1—液压马达 2—螺栓 3—垫圈 4—牵引车车架 5—联轴器及平键 6—轴承座及轴承 7—齿轮传动轴 8—齿轮图2 牵引车传动示意图Figure 2 Transmission of tractor
换辊装置大车传动结构由液压马达、换辊大车车架、联轴器、平键、挡圈、轴承、环、车轮轴、轴承、螺钉、毡圈、车轮等组成。
换辊装置换辊大车存在的问题:换辊大车定位不准。换辊大车采用液压马达驱动,位置控制利用接近开关,换辊时,换辊大车在轧机前定位不准,需要人工辅助实现换辊大车在轧机前的位置定位,无法实现自动定位,延长了换辊时间,降低了换辊效率,影响在线生产。
牵引车传动结构由液压马达、螺栓、垫圈、牵引车车架、联轴器及平键、轴承座、轴承、齿轮传动轴、齿轮等组成。换辊大车在轧机前定位后,牵引车液压马达经联轴器及齿轮传动轴、齿轮带动整个牵引车前进、后退实现工作辊(或中间辊)的换辊。
牵引车存在的问题:牵引车定位不准。牵引车采用液压马达驱动,位置控制利用接近开关,换辊时牵引车在轧机前定位不准,需人工辅助实现牵引车在轧机前的定位,无法实现自动定位,延长了换辊时间,降低了换辊效率,影响在线生产。
2 优化方案
为了实现自动换辊,将换辊装置换辊大车和牵引车驱动方式由液压传动优化为电机传动,电机自带制动器和编码器,编码器用于计算换辊大车和牵引车的当前位置,便于设置合理的加减速位置,制动器用于电机制动,两者协同配合,可保证移动机构的准确停车位。
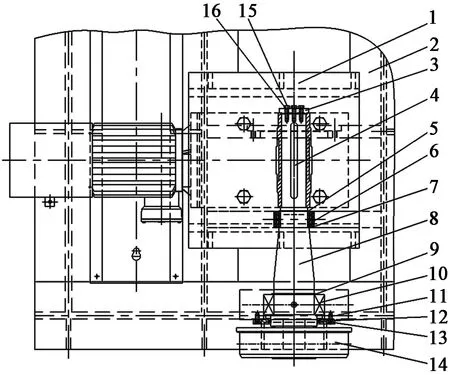
1—齿轮电机 2—换辊大车车架 3—端板 4—平键 5—挡圈 6—轴承 7—环 8—车轮轴 9—挡圈 10—轴承 11—螺钉 12—毡圈 13—螺钉 14—车轮及平键 15—螺栓 16—垫圈图3 换辊装置大车优化方案示意图Figure 3 Optimization project of roll change cart
图3为换辊大车设计优化后示意图,图4为牵引车设计优化后示意图。设计优化后设备,经过在新投产的冷连轧机机组中的应用检验,换辊装置换辊大车和牵引车均能在轧机前实现自动准确定位,无需人工辅助,实现了准确停车。
根据图3所示,优化后方案,整个换辊装置大车传动结构由齿轮电机、换辊大车车架、端板、平键、挡圈、轴承、环、车轮轴、挡圈、轴承、螺钉、毡圈、螺钉、车轮及平键、螺栓、垫圈等组成。换辊装置大车采用齿轮电机传动替代液压马达传动,同时齿轮电机带制动器及编码器,从而实现大车的准确定位。
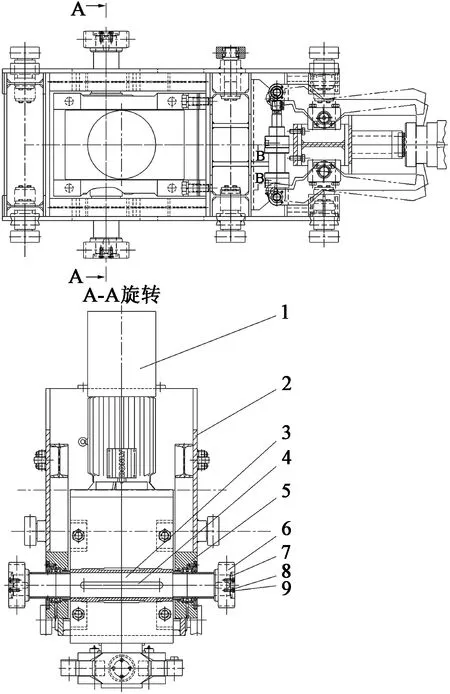
1—齿轮电机 2—牵引车车架 3—齿轮传动轴 4—平键 5—轴承座及轴承 6—齿轮 7—端板 8—螺栓 9—垫圈图4 牵引车优化方案示意图Figure 4 Optimization project of tractor
根据图4所示,优化后方案,整个牵引车传动结构由齿轮电机、牵引车车架、平键、轴承座及轴承、齿轮、端板、螺栓、垫圈等组成。换辊大车在轧机前准确定位后,齿轮电机经齿轮传动轴由齿轮带动整个牵引车前进后退实现工作辊的换辊,其中牵引车上的两个齿轮与大车框架上水平安装的两组齿条啮合。牵引车采用齿轮电机传动替代原液压马达传动,同时齿轮电机带制动器及编码器,从而实现牵引车的准确定位。
3 结语
冶金机械设备中如果要求准确定位,自动化程度高,可采用电机传动,液压传动更适合在定位要求不高的工况下使用。
换辊装置在设计优化后,实现了换辊设备准确定位,无需人工辅助,缩短了换辊时间,提高了生产效率,增加了机组年产量,降低了操作人员的工作强度,达到了设计优化的预期效果。同时也说明,对于设计的产品,设计人员需要对产品进行全生命周期统计分析,从而达到产品的不断完善和优化,并以此促进设计人员设计水平的提高。
猜你喜欢
铝加工(2022年3期)2022-11-24
商用汽车(2022年7期)2022-10-11
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
北京汽车(2021年2期)2021-05-07
快乐语文(2020年36期)2021-01-14
新疆钢铁(2020年1期)2020-05-24
快乐语文(2019年36期)2020-01-04
快乐语文(2019年30期)2020-01-04
汽车实用技术(2015年8期)2015-12-26
