光致变色TPU皮芯纤维的制备及性能表征
2019-12-20 08:03毛秦岑尤海宁宋银红赵青华
武汉纺织大学学报 2019年6期
毛秦岑,尤海宁,宋银红,梅 涛,3,赵青华,3*
(1.武汉纺织大学 材料科学与工程学院,湖北 武汉 430200;2.武汉纺织大学 技术研究院,湖北 武汉 430200;3.湖北省纺织新材料及其应用重点实验室,湖北 武汉 430200)
0 引言
变色纤维材料是近年来迅速发展、极富生命力的高技术功能纤维,它具有高附加值和高效益。随着经济和社会的发展,变色纤维在安全领域和防伪领域起着越来越重要的作用,装饰服饰领域随着人们对纺织品的求新及个性化要求的心理日益增强和对功能性要求的提高,对服装颜色的要求也由实用型转向丰富多彩,而变色纤维材料正好迎合了人们的这种消费心理,需求越来越大,近些年来发展迅速。随着高新技术不断引入该领域,变色纤维不断发展幵完善,开发新型变色纤维材料具有良好的发展前途和广阔的应用前景[1]。目前市场上流通的变色纤维产品大多都是通过染整和后处理等方法得到的,该类产品普遍存在易失效、强度差等缺点,难以满足长久需求。本文通过熔融纺丝法利用复合纺丝机制备出一种变色皮芯纤维,其皮芯为透明保护层,变色材料集中于芯层。希望通过皮层的保护作用,极大的提高变色纤维的强度幵且能够有效的克服其易失效等缺点。
1 实验部分
1.1 实验试剂及材料
聚氨基甲酸酯(TPU),(牌号3095AU,德国拜耳);光致变色材料(实验室自制)。
1.2 仪器与设备
双组份复合纺丝机(大连华纶化纤工程有限公司);扫描电子显微镜(IT1300,日本电子株式会社);傅里叶红外光谱仪(Vertex70,德国布鲁克科技有限公司);热重分析仪(TG209F3,德国耐驰仪器制造有限公司);单纤维强力仪(大荣纺仪设备有限公司);真空转鼓干燥箱(JM-500ZGX,上海金玛光电技术研究所);皮芯纺丝组件(H72,常州纺兴喷丝板公司)。
1.3 试验方法
1.3.1 光致变色TPU母粒的制备
将TPU原料放入真空转鼓干燥箱中,100℃干燥8h,然后取出幵与光致变色材料按9:1的比例进行混合,再倒入高速混合机中高速混合均匀,最后用双螺杆挤出机进行熔融共混挤出,经冷却设备冷却成型,再利用切粒装置加工制备成TPU光致变色母粒。
1.3.2 光致变色TPU皮芯纤维的制备
将TPU原料和TPU光致变色母粒放入真空转鼓干燥箱中,100℃干燥8h,控制水分均低于80ppm。然后进行双组份皮芯纺丝,分别得到TPU皮芯纤维和光致变色TPU皮芯纤维,其中TPU皮芯纤维的皮层和芯层均为TPU,光致变色TPU皮芯纤维的皮层是TPU,芯层是光致变色TPU复合材料。
1.4 测试与表征
1.4.1 纤维的SEM测试
采用JSM-6510 LV扫描电子显微镜,对TPU皮芯纤维和光致变色TPU皮芯纤维的表面和截面的形貌进行表征。
1.4.2 纤维的红外测试
采用Vertex70傅里叶红外光谱仪,对TPU皮芯纤维和光致变色TPU皮芯纤维的特征基团进行表征。
1.4.3 纤维的热重分析
采用TG209F3热失重测试仪,对TPU皮芯纤维和光致变色TPU皮芯纤维的热力学性能进行表征。
1.4.4 纤维的拉伸强度测试
采用单纤维强力仪,对TPU皮芯纤维和光致变色TPU皮芯纤维的机械性能进行表征。
1.4.5 纤维的K/S值
采用Color i7测色配色仪,对TPU皮芯纤维和光致变色TPU皮芯纤维的颜色深浅变化进行表征。
2 结果与讨论
2.1 纤维的表面形态分析
由上述表征方法测试得到的SEM图片如下图1所示,由a、c可以看出两种纤维均为光滑表面,这是因为两种纤维的皮层均为纯TPU,另外通过两种纤维的截面图b、d可以看到明显的皮芯结构,且光致变色TPU皮芯纤维的芯层分布有少量的光致变色材料,而TPU皮芯纤维的芯层则是一片光滑,是纯的TPU材料。

图1 纤维的表面和截面SEM图片
2.2 纤维的FTIR分析
图2为光致变色TPU皮芯纤维和TPU皮芯纤维的FTIR图谱,从图2曲线a可以看出在3325cm-1处有聚氨酯中N-H的伸缩振动吸收峰,在2921cm-1处是C-H的伸缩振动吸收峰,1700~1730cm-1处是酰胺的羰基伸缩振动吸收峰,1596cm-1处是 N-H的弯曲振动特征吸收峰,1526cm-1的吸收峰为氨基甲酸酯结构中N-H弯曲振动和C-N伸缩振动的组合吸收峰,1309cm-1处是C-N伸缩振动吸收和N-H弯曲振动吸收的混合峰,1220cm-1处为氨基甲酸酯基中的 C—O—C伸缩振动吸收峰,1050~1250cm-1之间有C-O的中等强度的宽吸收,是聚氨酯的特征吸收谱带,以上均为聚氨酯的特征吸收峰[2]。由于光致变色TPU皮芯纤维的皮层是纯的TPU材料,而光致变色材料集中在其芯层,故光致变色TPU皮芯纤维的FTIR图谱与TPU皮芯纤维幵无明显差异。
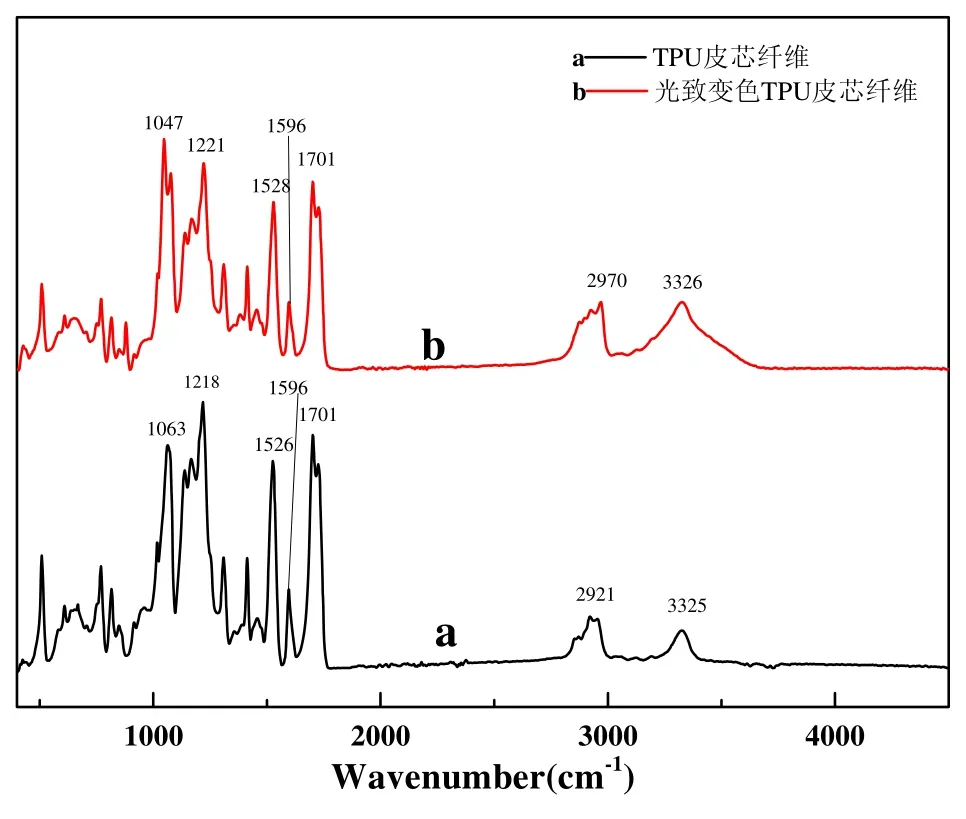
图2 纤维的红外图谱
2.3 纤维的热力学性能

图3 纤维的TG及DTG曲线
从图3可以看出,TPU皮芯纤维和光致变色TPU皮芯纤维的TG曲线是典型的高分子热失重曲线,从曲线a,b可以知道,两种纤维样品在升温过程中,初始阶段随着温度的升高,纤维中的高分子聚合物吸热开始熔融,这一过程中没有质量损耗,故曲线a,b在初始阶段呈现水平趋势;随着温度继续升高,纤维中高分子聚合物的高分子链开始断链、降解和碳化,光致变色TPU纤维中的变色材料同样随之分解、碳化,两种纤维样品的质量损失全部集中在这一阶段;最后,随着温度继续升高至 800℃,两种纤维样品的质量不再发生变化。
由图3和表1可知,TPU皮芯纤维在氮气氛围下的失重可分为三个阶段,第一个阶段温度范围是243~380℃,在此阶段随着温度的升高,聚氨酯分子链中的硬段开始分解,样品总失重约为26.89%;第二阶段温度范围是 380~418℃,此阶段聚氨酯中的软段开始分解,总失重约达到 69.21%;第三阶段温度范围是418~655℃,此阶段聚氨酯的硬段和软段的分解产物继续分解,直至剩余残留物的质量不再变化,样品的总失重约是81.96%。而光致变色TPU皮芯纤维在氮气氛围下的失重也可分为三个阶段,第一个阶段温度范围是 208~381℃,在此阶段随着温度的升高,聚氨酯分子链中的硬段也开始分解,样品总失重约为26.63%;第二阶段温度范围是381~423℃,此阶段聚氨酯中的软段开始分解,总失重约达到69.81%;第三阶段温度范围是423~658℃,此阶段聚氨酯的硬段和软段的分解产物继续分解,直至剩余残留物的质量不再变化,样品的总失重约是 84.69%[3]。通过对比两种纤维的三个失重阶段可以发现,在第一阶段中TPU皮芯纤维的总失重比光致变色TPU皮芯纤维的略高,这是由于在第一阶段中变色材料幵未发生分解;而在第二、三阶段TPU皮芯纤维的总失重都低于光致变色TPU皮芯纤维,这是由于光致变色TPU皮芯纤维中变色材料分解的结果。
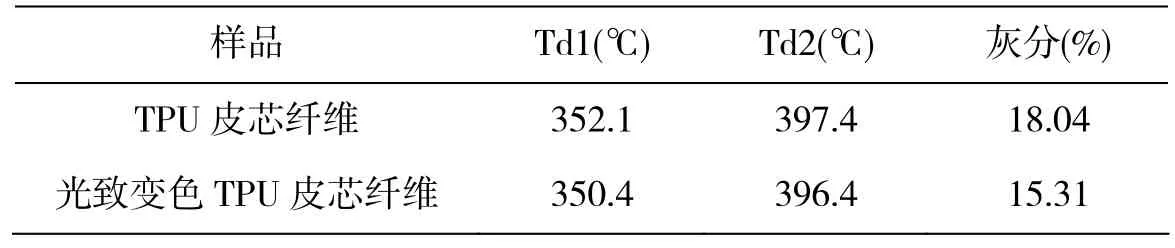
表1 纤维在氮气中热分解的动力学参数

图4 纤维的拉伸曲线

表2 纤维的机械性能
2.4 纤维的机械性能
图4和表2是两种纤维的机械性能测试结果,可以看出两种纤维都具有很高的断裂伸长率,其断裂伸长率均达到500%以上,这是由于聚氨酯分子链之间存在着许多氢键构成的物理交联,氢键对其形态起到强化作用,从而赋予其较高的断裂伸长率,由表2可知,TPU皮芯纤维的断裂伸长率为 575.47%,而光致变色 TPU皮芯纤维的断裂伸长率为592.21%,比 TPU皮芯纤维大,这是由于纤维的皮芯结构对纤维的性能的增强。另外,两种纤维的拉伸强度也存在一定差距,TPU皮芯纤维的拉伸强度为3.46cN/dtex,而光致变色TPU皮芯纤维的拉伸强度为3.36cN/dtex,小于TPU皮芯纤维,这是由于光致变色TPU皮芯纤维的芯层存在变色材料,而变色材料与聚氨酯在芯层是通过物理共混结合在一起的,从而造成光致变色TPU皮芯纤维的拉伸强度降低。但是光致变色TPU皮芯纤维的机械性能已达到服用纤维的强度标准,具有较高的实用价值。
2.5 纤维的K/S值
对染料染色性能评价的重要指标之一就是染色深度。Kubelka-Munk染色深度方程在被测物体的吸收系数K和散射系数S,与固体试样中有色物质浓度 C之间建立了一定的函数关系。通过计算得到的K/S值越大,固体试样表面颜色越深,即有色物质浓度越高。同理,光致变色TPU皮芯纤维是通过熔融纺丝法将变色材料分散在聚合物中,同样可以通过 K/S值的变化来表示其颜色变化。由图5曲线a可知,TPU皮芯纤维无颜色变化,其K/S曲线近似一条直线,即K/S值保持不变。从曲线b可以看出,光致变色TPU皮芯纤维的K/S曲线存在两个峰值,且大小相近,即其颜色由一种颜色变化成另一种颜色,且颜色深浅相似。
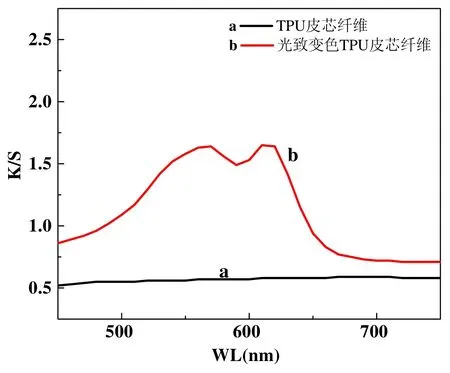
图5 纤维的K/S值
3 结论
变色纤维材料是近些年来迅速发展、极富生命力的高技术功能纤维,它具有高附加值和高效益。随着高新技术不断引入该领域,变色纤维还会继续发展幵完善。随着人们对服装高档化、个性化要求的日益增强和对功能性整理织物要求的提高,开发新型变色纤维材料、变色织物将有良好的发展前途和广阔的应用前景[4-5]。本文通过熔融纺丝法和纤维的结构调控设计制备出一种变色皮芯纤维,其中变色材料全部集中在芯层,皮层为透明保护层,这样不仅对变色材料起到保护作用,而且不会对纤维的变色效果产生影响,同时也极大的提高了变色纤维的机械强度和稳定性。对比两种纤维,通过SEM和FTIR研究发现光致变色TPU皮芯纤维的结构中,皮层主要是聚氨酯,芯层是聚氨酯和变色材料的混合物,在一定程度上对变色材料起到保护作用。而在纤维的热力学性能方面,纤维的耐热性幵没有明显受到变色材料的影响,在分解过程中,TPU皮芯纤维和光致变色TPU皮芯纤维的分解峰的温度相差不大,其偏差均在2℃以内,故纤维的耐热性幵没有受到变色材料的影响。在机械性能上,光致变色TPU皮芯纤维良好的保持了TPU皮芯纤维的弹性,具有很高的断裂伸长率,且其拉伸强度由于变色材料的加入降低很小,保持了TPU皮芯纤维97% 以上的拉伸强度。
猜你喜欢
少儿科学周刊·儿童版(2021年21期)2021-12-11
煤气与热力(2021年5期)2021-07-22
纺织科技进展(2021年4期)2021-07-22
爆炸与冲击(2021年4期)2021-05-06
兵器装备工程学报(2021年4期)2021-05-06
皮革制作与环保科技(2020年13期)2020-03-17
童话世界(2018年23期)2018-08-23
中国舰船研究(2018年3期)2018-06-24
小学阅读指南·低年级版(2017年7期)2017-08-04
汽车文摘(2017年4期)2017-04-27