活塞杆轮廓尺寸的激光视觉测量
2019-12-12 05:04智晋宁
液压与气动 2019年12期
智晋宁
(1.太原科技大学重型机械教育部工程研究中心,山西太原 030024;2.太原科技大学机械工程学院,山西太原 030024)
引言
液压缸是液压传动系统中重要的执行元件,活塞杆则是其关键部件,活塞杆制造一般需要经过毛坯锻造、热处理、粗加工、精加工、表面处理的工艺流程,上述工艺都需要对活塞杆的形状参数进行测量,从而保证活塞杆的加工精度[1-3]。活塞杆的轮廓尺寸参数是最重要的形状参数,对活塞轮廓尺寸参数的测量主要有两类测量方法,即接触测量和非接触测量。传统的接触式测量效率低、精度差、存在磨损的可能,而非接触式测量,特别是激光视觉测量存在测量精度高、测量速度快的优点,还能实现杆件表面质量的检测,逐渐成为加工测量中的重要手段[4-6]。本研究利用自行开发的激光视觉测量系统对活塞杆的轮廓尺寸进行测量,在测量过程中,发现所测轮廓数据中不可避免的存在异常值,而异常值的出现严重影响了活塞杆轮廓尺寸的测量精度,甚至产生严重的尺寸偏差。为了提高测量精度,本研究提出一种基于Savitzky-Golay算法与Grubbs准则的异常值识别法,针对实际轮廓数据开展识别研究,并与传统异常值识别法进行对比分析,再经过拟合计算获取活塞杆的尺寸参数,从而验证激光轮廓测试系统及异常值判别算法的有效性。
1 活塞杆激光轮廓测量系统
激光轮廓测量系统如图1所示,该系统主要由激光视觉传感器、三轴运动测量平台构成,能对不同截面的杆材进行三维测量。三轴运动测量平台则主要由运动滑台、滑轨、步进电机及运动控制器等部件组成,可实现X,Y,Z各轴的轴向运动。线结构光传感器通过传感器连接架置于Z轴运动滑台下方,被测杆件则通过V形支座安放在置物平台上,通过调整X,Y,Z各轴的轴向位置,使被测杆件处于线结构光传感器的测量范围。

1.置物平台 2.Y轴运动滑台 3.Z轴运动滑台 4.X轴加强滑轨5.X轴运动滑台 6.传感器连接架 7.线结构光传感器 8.被测杆件图1 活塞杆激光轮廓测量系统
轮廓测量的基本原理如图2所示,激光传感器发射的线结构光幕在杆件表面形成弧形轮廓光线,反射

1.线结构光传感器 2.线结构光 3.所测轮廓 4.被测杆件图2 线结构光轮廓测量原理
光被激光传感器内CCD相机捕获,依据激光光源的发射角度和激光束在CCD内的成像位置,利用激光三角测量原理和成像透视关系最终得到弧形轮廓的精确坐标[7]。当活塞杆随Y轴纵向移动,还可得到活塞杆纵向各处三维轮廓数据,从而得到活塞杆截面轮廓尺寸、直线度以及表面加工质量等信息。
2 SGG异常值判别法
为有效识别和剔除轮廓数据中的异常值,本研究提出一种基于Savitzky-Golay算法与Grubbs准则的异常值识别法,简称为SGG异常值判别法。该算法的基础为Savitzky-Golay算法(简称SG算法),是由SAVITZKY和GOLAY在1964年提出的一种数字滤波方法[8-9],STEINIER、MADDEN等人对该方法进行了修正[10-11]。该方法的主要优点是能在不失真的情况下,提高信号信噪比,高效的实现数据的平滑,所以逐渐在科学研究的各领域得到应用[12-13]。SG算法是一种时域局部最小二乘拟合滤波方法,其基本思路是对数据序列选取合适的移动窗宽,对窗内的数据,利用最小二乘法进行低阶多项式拟合,将拟合曲线在移动窗中心点处的值作为平滑值,不断移动窗口,从而实现所有数据的平滑处理。SG算法得到的平滑数据并不能直接识别出活塞杆的轮廓异常值,利用格拉布斯(Grubbs)准则优良的异常值判别能力,在SG平滑数据的基础上开展异常值识别,从而得到基于Savitzky-Golay算法的Grubbs的异常值识别法,即SGG异常值判别法,其简要计算过程如下:
设数据序列为x(i),而移动窗x(n)包含2M+1个数据,以n=0为中心,即n=-M,…,0,…,M。对x(n) 平滑处理后将得到y(n),即:
y(n)=a0+a1n+a2n2+…+aNnN
(1)
利用最小二乘法,使平滑数据与原数据的残差εN最小,εN如下所示:
(2)
y(n)还可表达为卷积形式,如下式:


(3)
式中,h(n)为y(n)的脉冲响应函数,同时令残差εN的偏导为0,即:
(4)
利用式(3)、式(4),经过化简,进行卷积运算就可以得到y(i)的常数项a0,而y(0)=a0,即移动窗中心点x(0)的最佳拟合y(0),当移动窗随数据序列的移动,就可获得平滑后的数据y(n)。


(5)
依据式(5)识别出异常值,Gp为Grubbs判别系数。
3 活塞杆轮廓测量实验
3.1 移动均值法与SGG判别法对比试验
1) 移动均值法识别异常值
经过对激光轮廓测量系统获得轮廓数据的分析,发现2类典型异常值,即轮廓中部的双点孤立异常值和右侧斑状异常值,如图3所示。首先利用传统的移动平均法对扫描轮廓进行处理,观察其对于2类异常值的识别能力。移动窗宽从5开始,逐步增加,窗宽增加到24才识别出中的双点孤立异常值,如图3中方框所示。而对于轮廓右侧的斑状异常值,无论窗宽增加到多少,移动均值法始终无法识别。

图3 移动均值法识别轮廓异常值,窗宽为24
2) SGG判别法识别异常值
利用SGG判别法对该轮廓的异常值进行识别,同样逐步增加移动窗长观察识别效果,当移动窗长为41时,取得良好的平滑效果,其平滑曲线如图4中曲线所示。计算平滑曲线和原始数据的残差值,如图5所示,采用Grubbs准则对轮廓残差值进行判别,识别出轮廓异常值,如图4中方框值。从图中可见,SGG识别法能有效识别出轮廓中部的双点孤立异常值和轮廓右侧的斑状异常值。此外,由于激光光束在轮廓边缘存在散射偏离,形成轮廓左端的间断数据,这些数据存在较大的误差,影响测量精度,而SGG算法能将其识别。

图4 SGG法识别轮廓异常值,窗宽为41
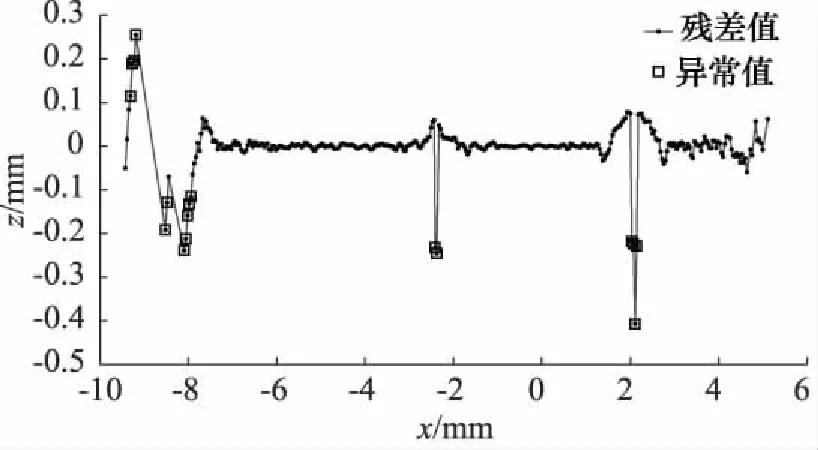
图5 原始数据与平滑数据的残差值,窗宽为41
从上述实验可以看出,移动均值法仅能识别出数据中部的孤立型异常值,而对于轮廓右侧的斑状异常值则无能为力,而SGG异常值判别法在移动窗长不小于41时,具有良好的识别效果,能准确的识别出轮廓上的各类异常值,具有良好的异常值识别能力。
3.2 活塞杆轮廓拟合效果分析
利用图4中SGG算法的识别结果,剔除异常值,利用非线性最小二乘法对该数据进行拟合,得到活塞杆在该截面的拟合椭圆及相关尺寸数据,并与原始轮廓数据的拟合椭圆进行对比,效果如图6所示。异常值处理前、后的轮廓尺寸参数和拟合精度如表1所示。
由图6和表1中可以看出,原始数据所拟合轮廓严重偏离实际,表现为一扁椭圆,其圆心为“*”,长轴为14.8389 mm,短轴直径为9.5008 mm,离心率达到0.7682。而异常值处理后的拟合椭圆才符合实际,其圆心位于“+”处,其长轴直径为19.7942 mm,短轴直径为19.2826 mm,离心率为降至0.2259。异常值处理

图6 活塞杆轮廓拟合效果对比
后,拟合精度同样大幅提高,残差平方和SSE、均方差MSE、均方根差RMSE分别为5.4083e-07,1.5541e-09,3.9422e-05,相比异常值除处理前减少了一个数量级。SGG异常值判别法能有效消除异常值的影响,减小拟合误差、提高拟合精度,得到更为准确的活塞杆轮廓尺寸数据。

表1 异常值处理前后的拟合椭圆参数
4 结论
针对活塞杆加工过程对于轮廓尺寸的测量需要,设计开发了活塞杆轮廓尺寸测量系统及相关算法,并开展相关实验研究。实验利用激光视觉系统获取了杆件的轮廓数据,并采用SGG异常值判别法对轮廓数据异常数据进行了有效识别和处理,最终通过拟合计算得到活塞杆尺寸参数。实验证明激光视觉系统能实现活塞杆轮廓的精确、实时的测量,同时SGG判别法优于传统的移动均值识别法,能有效识别轮廓异常值,提高轮廓拟合精度,实现活塞杆加工过程对于轮廓尺寸的准确测量。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
工程力学(2022年2期)2022-02-11
四川建筑(2021年1期)2021-03-31
装备制造技术(2020年1期)2020-12-25
建筑机械化(2020年7期)2020-08-15
制造技术与机床(2019年11期)2019-12-04
中国设备工程(2018年15期)2018-08-08
中国交通信息化(2017年4期)2017-06-06
科技创新与品牌(2016年8期)2016-09-29
中国新技术新产品(2014年21期)2014-03-28