重型锻造液压机流控新技术
2019-12-12 05:04曹晓明1桐1瑶1赵桂春1薛雄伟1董兆胜1孔祥东
液压与气动 2019年12期
姚 静,曹晓明1,沙 桐1,李 瑶1,赵桂春1,薛雄伟1,董兆胜1,孔祥东
(1.燕山大学机械工程学院,河北秦皇岛 066004; 2.南京工程学院机械工程学院,江苏南京 210000)
引言
锻造液压机是工业生产中必不可少的制造装备,尤其是重型自由锻造液压机,其规格和装备水平通常被作为一个国家制造能力、经济与国防实力的重要标志[1-2]。近几年,随着国家军工、航天航空、核电、发电、船舶、汽车等行业的迅速发展,对锻造装备提出了越来越高的要求[3-4]。
如今,我国已经成为锻造大国,在锻件总吨位、锻造能力上已经跃居世界第一[5]。回顾重型自由锻造液压机在中国发展的几十年,我国主要走了“引进、消化吸收、仿制、创新”的技术路线,重型自由锻造液压机本体整体性能有了较大的改善,尤其是作为锻造装备高端化的核心技术液压控制系统,有力支撑了现代液压机工艺的高质快速实现,但是与绿色制造、近净成形、数字化制造等高标准要求仍有较大差距。
孔祥东教授团队一直致力于锻造液压机液压控制系统的关键技术研究,在节能新构型、提高控制精度、大通径比例插装阀国产化、数字化设计、柔度控制等方面做了大量工作。本研究结合锻造液压机发展趋势,全面阐述了团队的研究成果,并做了展望,意在全面提升我国重型自由锻造液压机的设计水平和控制性能,为锻造装备向智能化、绿色化的发展提供指导。
1 重型锻造液压机节能新技术
1.1 液压节能阀控系统
鉴于阀控系统维护简单、一次投入成本较低、响应快等优点,采用阀控系统的锻造液压机是目前市场的主流产品。然而,由于阀控系统采用节流控制,因此能耗非常严重。图1为中大型液压机阀控系统能量流传递示意图。大中型液压机装机功率一般都在几千千瓦,研究表明大中型压机高压大流量的液压系统能量转化率低,存在较大的能量损失。一般电能-机械能的转化率为70.35%,机械能-液压能的转化率为37.43%,液压能到锻件成形所需有用功的转化率为27%[6]。在某些工况,液压能到成形能的转化率不足10%。因此,针对锻造液压机研究节能控制方法和系统节能新新构型,具有重要的理论意义和应用价值。
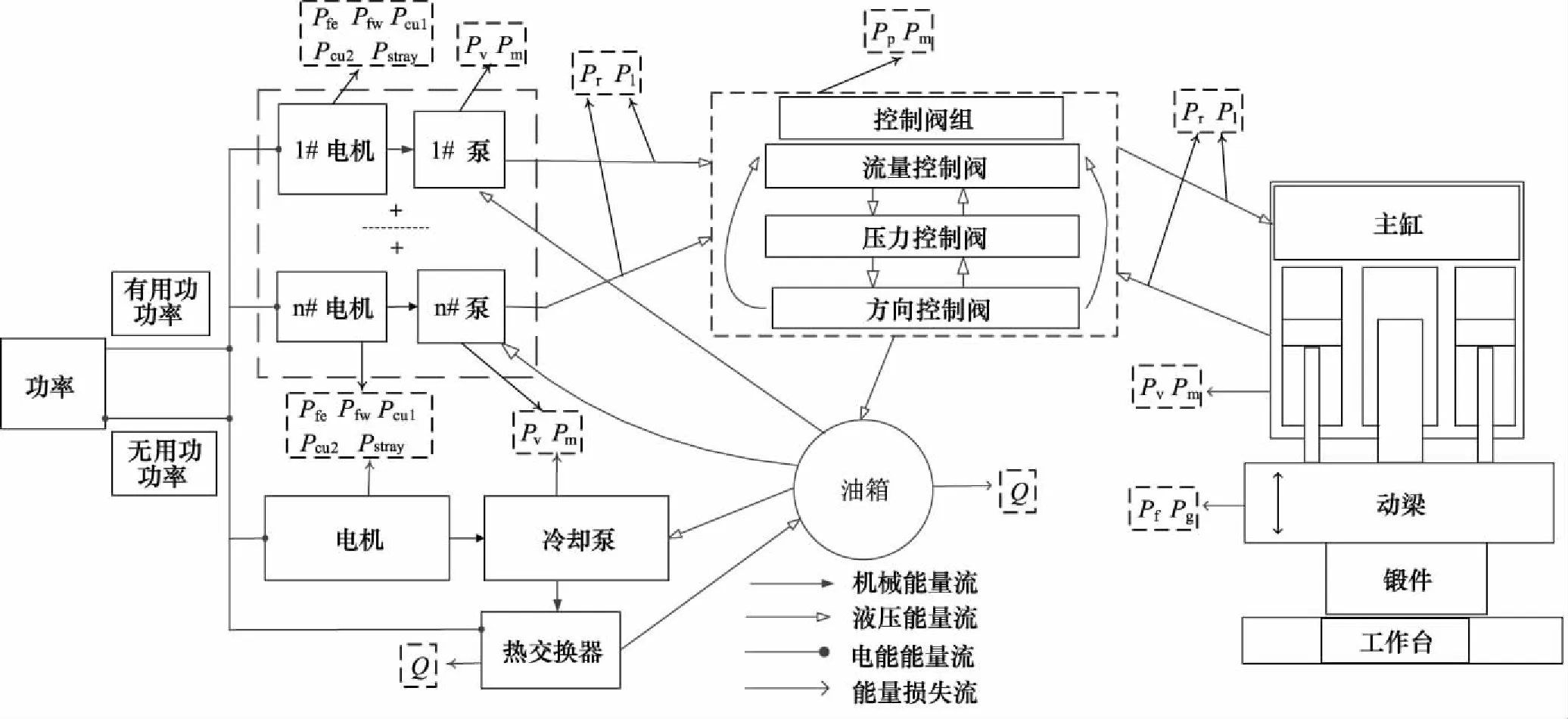
图1 锻造液压机能量流传递示意图
1) 系统新构型
传统的液压机液压系统拓扑结构如图2所示,它具有多泵共源(以实现大流量输出)、液压源与各执行器间均为单通路联通、多执行器等特点。

图2 典型锻造液压机液压系统拓扑结构示意图
锻造液压机工况通常可分为常锻(拔长、冲孔、扩孔等)和快锻(精整),常锻一般为开环控制,适用于大变形量的手动控制。快锻即精密锻造,以位置精度为目标的闭环控制,往往与操作机联动,自动化程度高。常锻工况下,液压源通常采用流量源输出,由于比例节流控制,导致每个工作循环中,总是有大量的油液溢流,尤其当系统的工作压力较高时,势必造成能量的大量损耗。而在快锻工况下,液压源一般采用定压定流输出,系统的输出压力取决于各执行器所需的最大压力。然而在该工况下回程缸总是处于高压小流量状态,工作缸处于低压大流量状态,故此不得不将大量的高压油通过节流阀转换为低压油,导致巨大的节流损失,另一方面系统为了获得定压输出,就必须始终保持高压溢流状态,其溢流损失也十分可观。显然,液压源的输出不能与负载的需求相匹配,尤其是单一液压源无法兼顾多个执行器的不同需求,从而导致该类系统的传动效率极为低下[7]。因此,提出了多源液压系统的构型,如图3所示。

图3 多源液压系统的构型
多源液压系统通过开关阀控制,即可在常锻时做流量源,也可在快锻时做压力源。流量源可采用定量泵+变量泵组合,也可全部采用变量泵,流量的输出尽可能去匹配负载速度的变化,如果工况单一,也可采用恒功率变量泵,去匹配负载变化,以达到节能的目的。压力源不同于传统的单一压力源,可根据不同执行器的出力范围设置多级压力,一般快锻系统主缸和回程缸所需压力差别较大,可设置2个压力级别分别为主缸和回程缸提供压力,而此时系统需要负载口独立控制,以避免双压力对不同执行器的耦联干扰[8-9]。
2) 节能控制策略
针对上述系统新构型,分别研究常锻工况和快锻工况下的节能控制策略,在满足系统控制特性的前提下,大幅提高系统传动效率。
(1) 基于速度预测的泵阀复合控制(常锻工况)
常锻工况,采用基于速度预测的泵阀复合控制,其可分为2部分:速度模糊预测控制和泵口压力负载敏感控制。模糊预测控制是采集动梁当前运行速度,通过模糊算法对速度进行预测,得出动梁下一时刻运行速度,进而可以得出其所需流量值,这样就可以通过控制每台定量泵口的卸荷阀来控制定量泵的投入台数,减小能量损失。泵口压力负载敏感控制是在泵口增设比例溢流阀,通过采集下行过程中主缸压力变化,以及回程过程中回程缸压力变化进行压力闭环控制,复合控制原理如图4所示[10-11]。

图4 基于速度模糊预测控制和泵口负载敏感控制的复合控制原理
研究结果表明,采用新构型系统的输出功率为传统液压机系统的40.75%,溢流损失由46.06%降低到了15.35%,系统的能量传递效率可达35.23%。采用速度预测的泵阀复合控制显著提高了系统的能量利用率,大大降低了溢流损失。优化前后的各部分消耗能量见图5。

图5 优化前后系统能量消耗对比
(2) 二级压力源输入的位置伺服控制(快锻工况)
以0.6 MN快锻液压机为例,快锻时,采集不同工况的主缸和回程缸的压力、流量变化曲线,经整理后可得2缸的压力流量散点密度图6。从图6中可知,主缸工作压力集中在1 MPa附近,流量区间为40~60 L/min,而回程缸工作压力保持在12 MPa左右,流量区间集中在20~40 L/min。因此,对于这种负载工况差异较大的双执行器系统,建议采用独立的2级压力源。压力设置时要考虑比例阀压降及管路损失。

图6 主缸和回程缸压力-流量散点密度图
采用二级压力源输入的位置伺服控制原理如图7所示,主缸采用主泵和蓄能器共同供液,回程侧单独设立蓄能器供液。分别匹配快锻时主缸和回程缸流量、压力需求,降低溢流和节流损失,且具有能量存储和再利用功能。压下时,根据平均流量的原则,泵源、泵口蓄能器联合供能,可通过参数匹配设计,使泵口蓄能器充、放液平衡,泵口无溢流。回程侧蓄能器吸收能量,提供支撑力,省去了中间的比例换向阀环节,减少了节流损失。回程时,回程侧蓄能器释放能量推动活动横梁回程,同时泵输出的流量存储到泵口蓄能器中以供下一循环压下使用。

图7 采用二级压力源的快锻液压系统示意图
试验结果表明,与传统的普通比例阀控系统、采用蓄能器的快锻液压系统[7]相比,3种回路的功耗见图8所示。在相同的输入和负载工况下,系统的输入功率大大降低,仅为普通比例阀控系统的24.3%,为采用蓄能器快锻液压系统的25.4%;功耗也仅为普通比例阀控系统的19.4%,为采用蓄能器快锻液压系统的20.6%[12-22]。
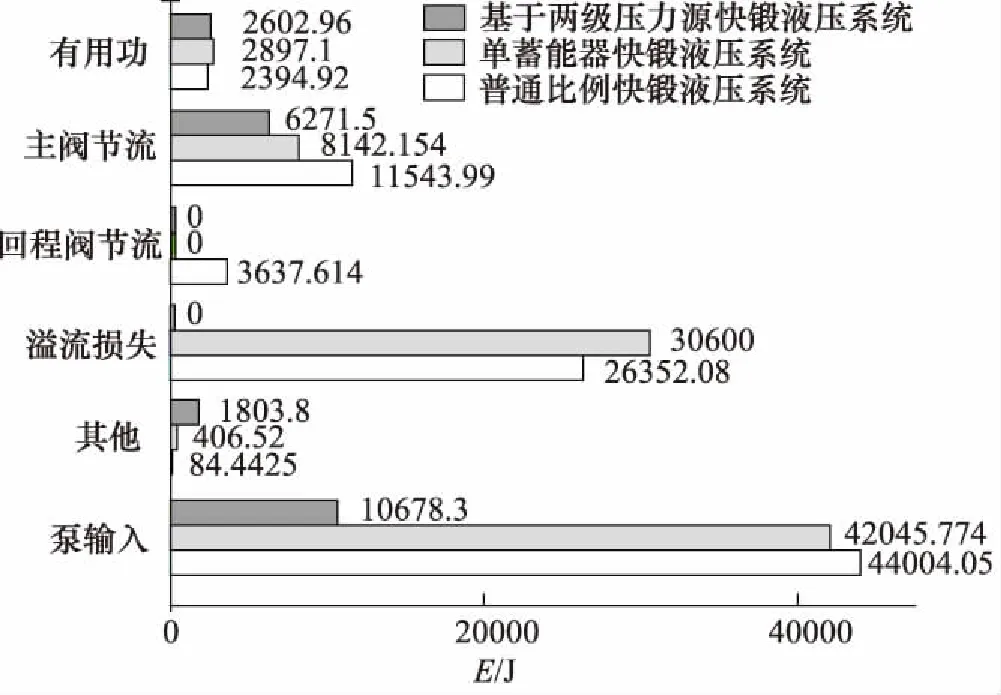
图8 三种快锻液压系统的能耗分布条状图
1.2 开式泵控锻造油压机系统
在锻造液压机领域,德国PANKE的正弦泵控闭式系统最具有代表性,其原理如图9所示。本研究提出的开式泵控锻造油压机系统,如图10所示,采用2台不同规格的RKP泵(即压下变量泵和回程变量泵)分别对压机主缸和回程缸进行独立控制。与闭式泵控锻造油压机液压系统最大的区别在于开式泵控锻造油压机液压控制系统采用独立容积调速原理实现油液在系统中的有效循环,进一步降低了闭式容积调速系统的冷却功率,同时避免了闭式系统由于油压机主缸与回程缸的流量不平衡特性导致的需要每个工作循环中的排油和补油,提高了能量的利用效率[3-25]。

图9 闭式泵控油压机液压控制系统原理

图10 开式泵控油压机液压控制系统原理
开式泵控系统在控制自由度方面,较闭式系统具有更大优势,可实现负载容积独立控制,主缸和回程缸可根据工况需求和控制要求,采用不同的控制算法。针对蓄能器快锻过程回程缸压力选定困难的问题,提出了位置-压力复合控制,即主缸采用位置伺服控制,回程缸采用压力闭环控制。开式泵控锻造油压机系统主缸与回程缸刚性连接,在动态过程中由于主缸或回程缸中强迫流量的产生,造成主缸位置控制精度降低。为此,进行负载容腔独立控制系统的解耦补偿控制研究,提出前馈负载同步补偿解耦算法,如图11所示。该方法大大降低了多余力对于回程缸压力控制系统的影响,对多余力的抑制具有良好效果,较好的抑制了回程缸压力的波动。而且回程缸采用压力闭环控制以后,随着回程缸压力的提高,系统能耗基本不变,但位置控制精度得到了提高[26-37]。

图11 前馈负载同步补偿解耦算法
2 重型锻造液压机数字化设计技术
锻造液压机因其设计制造周期长、投资大、风险及在线试验成本高,使得计算机技术和系统仿真技术成为该行业原理速成、系统性能分析、控制技术改进以及工艺过程研究的首选方式。基于虚拟技术的锻造液压机液压控制系统分析与设计是液压机原理计算设计和实际锻造过程在计算机上的本质实现,即采用计算机技术、建模与仿真技术,通过可视化技术,实现锻造过程及结果的输出显示,并能够分析预测锻造液压机液压控制系统性能及其锻造工艺对输出特性的影响,为锻造液压机控制系统设计的正确性和可靠性提供理论依据。虚拟样机技术可以为锻造液压机的设计和现代化改造提供技术支撑和仿真环境,缩短大型液压机的设计周期,降低研制成本,优化液压机液压控制系统性能,也可以探索现有锻造液压机的工艺特性,改善工艺参数,提高锻件的质量与产量。
以VB为基础语言开发了液压系统的计算选型软件、锻造液压机液压系统特性评估平台;以MATLAB为二次开发语言,设计了插装类液压元件动静态仿真平台以及锻造液压机液压控制系统特性仿真平台;以MSC.MARC为二次开发环境,开发了外负载特性仿真平台。以ADAMS为动态模拟软件,能够实时跟踪输入,显示3D压机的动作,见图12所示[38-81]。

图12 锻造液压机虚拟仿真平台框架结构
3 超高压液压元件
当前,液压元件的超高压化是一大趋势,尤其对于锻造液压机,不仅可以增强装备水平,而且将大大提高系统功重比。目前,少量万吨级模锻液压机上开始采用60 MPa以上液压系统,如二重的80000 t模锻液压机,它采用了美国Oilgear公司工作压力为70 MPa的液压泵和液压阀。国内的超高压产品流量较小,还不能应用于锻造装备。由于国外技术垄断,现在产品价格不断上扬,130通径比例插装阀由原来38万人民币涨到现在130万人民币,并且交货周期长且不确定,已严重威胁到国家重大装备持续稳定生产问题,因此,迫切需要研发具有我国自主知识产权的超高压系列产品,以缓解目前中国高端装备制造业的尴尬局面。
3.1 超高压插装阀
针对锻造液压机高压化需求,目前已成功开发了位移-电反馈和位移随动式2种原理的比例插装阀,原理示意图见图13,样机图见图14[82-85]。其中阀的通径分别为DN25、DN32、DN63、DN100、DN130,理论通流能力分别为320,480,1900,4300,8000 L/min。要求的性能指标如下:额定压力70 MPa;重复精度、线性度、滞环均小于3%。

图13 两种超高压比例插装阀原理示意图
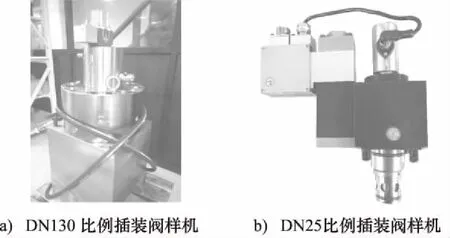
图14 超高压比例插装阀样机
开发的超高压产品分别进行了耐压、泄漏、压力冲击静态、线性度、重复精度、滞环、流量-压差特性、时域响应以及频域响应等特性试验。具体测试指标参数见表1所示,性能指标满足设计要求。

表1 超高压比例插装阀部分测试指标参数
3.2 超高压液压泵
目前,我国已有10 mL/r以内小排量的70 MPa等级超高压液压泵产品,但应用领域以液压工具为主,难以满足大吨位锻造液压机等排量需求较大的液压系统的需求。目前,设备上大排量液压泵多以Oilgear的PFCM系列为主,同样受到价格和供货周期的限制。因此,迫切需要研发具有我国自主知识产权的超高压大排量超高压液压泵。针对此需求,目前,完成了12 mL/r双侧柱塞泵样机研发工作,并且设计了30 mL/r双侧柱塞泵与通轴自增压双排柱塞泵。其中,12 mL/r柱塞泵样机测试50 MPa以内运行效果良好,噪音保持在50 dB以内。
图15~图17分别为12 mL/r双侧柱塞泵样机、30 mL/r 双侧柱塞泵和通轴自增压双排柱塞泵结构示意图。

图15 排量12 mL/r双侧柱塞泵样机实物图

1.主轴 2.吸入阀组 3.前端盖 4.压出阀组5.柱塞副 6.壳体 7.斜盘 8.缸体 9.后端盖图16 排量30 mL/r双侧超高压柱塞泵结构图

图17 自增压泵结构图
4 高精控制技术
为提高系统的控制精度和抗干扰能力,从关键元件结构和放大器及系统控制器优化分别着手,从点到面逐级提高系统性能,具体实施方案见图18。首先,针对插装阀流量线性度差的问题,利用流场分析方法,优化了阀芯的节流口排布形式;又针对比例插装阀强非线性问题,提出ADRC自抗扰控制方法,设计跟踪微分器、扩张状态观测器,通过非线性反馈控制环节对各阶微分信号的误差进行非线性组合,最终得到先导阀的控制量,从而驱动主阀运动,实现高响应速度、高控制精度和高鲁棒性。最后把优化后的插装阀应用到液压机液压系统,通过系统辨识方法得到其实际的数学模型,利用改进遗传算法对多PID 控制器参数进行优化,得到不同工况、不同负载下的最优控制器参数。实验证明不同工况、负载下的快锻液压机的控制精度始终不大于1 mm[86-90]。
5 数字化锻造工厂构思
要想实现智能化锻造过程,数字化锻造是基础。
数字化锻造工厂是指在计算机虚拟环境中,对整个锻造生产过程进行仿真、评估和优化,并进一步扩展到整个产品生命周期的新型生成组织方式,是现代数字制造技术与计算机仿真技术相结合的产物,主要作为沟通产品设计和产品制造之间的桥梁。其本质是信息的集成。

图18 自抗扰+遗传+流量线性化控制框图
根据锻造液压机的实际系统及工艺特性,利用大系统协同仿真技术,将锻造液压机控制系统分析与设计分为理论计算、原理方案设计、虚拟锻件、锻造设备控制级、过程控制仿真级、过程优化级及可视化级6个子系统,如图19所示。

图19 数字化锻造系统
软件支撑环境如图20所示。外围为设备级,利用ProE建立锻造液压机、操作车的数字模型,导入ADAMS建立其动力学模型,利用AMESim建立其动力传输系统模型及控制模型,利用MATLAB建立其控制算法模型,最后通过接口设计形成个体的机电液控测仿真平台。建立加热炉的热力学模型,通过流场优化其模型参数,利用MATLAB实现其算法编译; 建立锻

图20 数字锻造工厂软件支撑模式
件的热力学模型,用于虚拟锻造过程实时模拟;建立锻件的有限元模型,通过有限元分析,存储数据,通过智能算法,对数据进行处理,再传递给相关设备,然后进行设备级之间通讯设计,完成设备级的大数据库分类及管理。开发人机界面,形成锻造过程管理系统和评价系统,最后完成锻造系统的可视化设计,实现虚拟锻造场景。
6 结论
随着信息技术、新能源、新材料等重要领域和前沿方向的革命性突破和交叉融合,锻造液压机必将迎来新一轮技术变革,以跟进我国未来智造的发展和推进我国制造强国战略。虽然我国锻造装备目前还处于追赶工业3.0的时期,但是绿色化、数字化、信息化已开始逐渐渗透在锻造装备的机电液测控一体化系统中。我们应该深刻理解“工业4.0”和智能制造的内涵,了解其现状和发展趋势,致力于创新,尽快掌握核心技术、关键元器件和软件的自主知识产权。从战略高度和全球视角出发,认识面临的问题和需求,把握好时代发展节奏,汲取智能制造优秀企业的经验,结合国情,结合锻造装备的特点,制定切合实际的战略规划,积极探索锻造装备“工业4.0”的中国特色发展道路。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
农业工程学报(2022年10期)2022-08-22
汽车工艺师(2021年7期)2021-07-30
兰州理工大学学报(2021年3期)2021-07-05
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
煤气与热力(2020年8期)2020-09-08
鸭绿江·华夏诗歌(2020年4期)2020-06-15
制造技术与机床(2019年6期)2019-06-25
诗潮(2018年5期)2018-08-20