一种快开盲板端法兰密封面自动化堆焊机组
2019-11-25 06:09:18,,,,,,,,
石油化工设备 2019年6期
, , , , , , , ,
(1.中油管道机械制造有限责任公司, 河北 廊坊 065000;2.长庆石油勘探局有限公司 北京办事处, 北京 100000)
快开盲板是用在长输油气管道站场、油气集输站场、煤层气井场等的压力容器和压力管道上,具有安全联锁与报警功能,能够实现快速开启和关闭的机械受压装置,主要由端法兰、头盖、锁圈、密封圈及转臂等部件构成[1-5]。快开盲板端法兰材质一般为碳钢,设备长时间运行后,端法兰密封面(与密封圈接触部位)因与介质长期接触而发生腐蚀,会对快开盲板密封性能造成不利影响。为杜绝端法兰密封面产生腐蚀,常利用堆焊技术在端法兰密封面堆焊1层不锈钢[6-8]。
快开盲板端法兰密封面堆焊面是一环形凹面,目前还没有适合这种结构形式的成型自动化焊接设备。最初快开盲板端法兰密封面堆焊采用的是手工焊接方法,存在工作效率低、人员劳动强度大等问题,而且手工焊接过程中天气、焊接环境和人员等因素的影响会造成密封面堆焊完成后进行机加工过程中出现气孔、夹渣等缺陷,造成二次甚至多次返修、补焊。为消除人为因素对焊接质量的影响,提高工作效率,实现端法兰密封面自动化堆焊,结合堆焊工艺,借鉴埋弧焊自动化焊接系统[9-11],采用变位系统、二氧化碳气体保护焊机[12-15]、十字臂和电源控制柜等设备,并根据端法兰堆焊实际情况对设备进行改造,开发了一套适用于DN250 mm~DN1 550 mm快开盲板端法兰密封面堆焊的自动化焊接机组。
1 快开盲板端法兰密封面自动化堆焊机组总体结构
快开盲板端法兰密封面自动化堆焊机组主要由自动化焊接系统、变位系统、电源控制柜、除尘系统以及焊接平台组成,见图1。
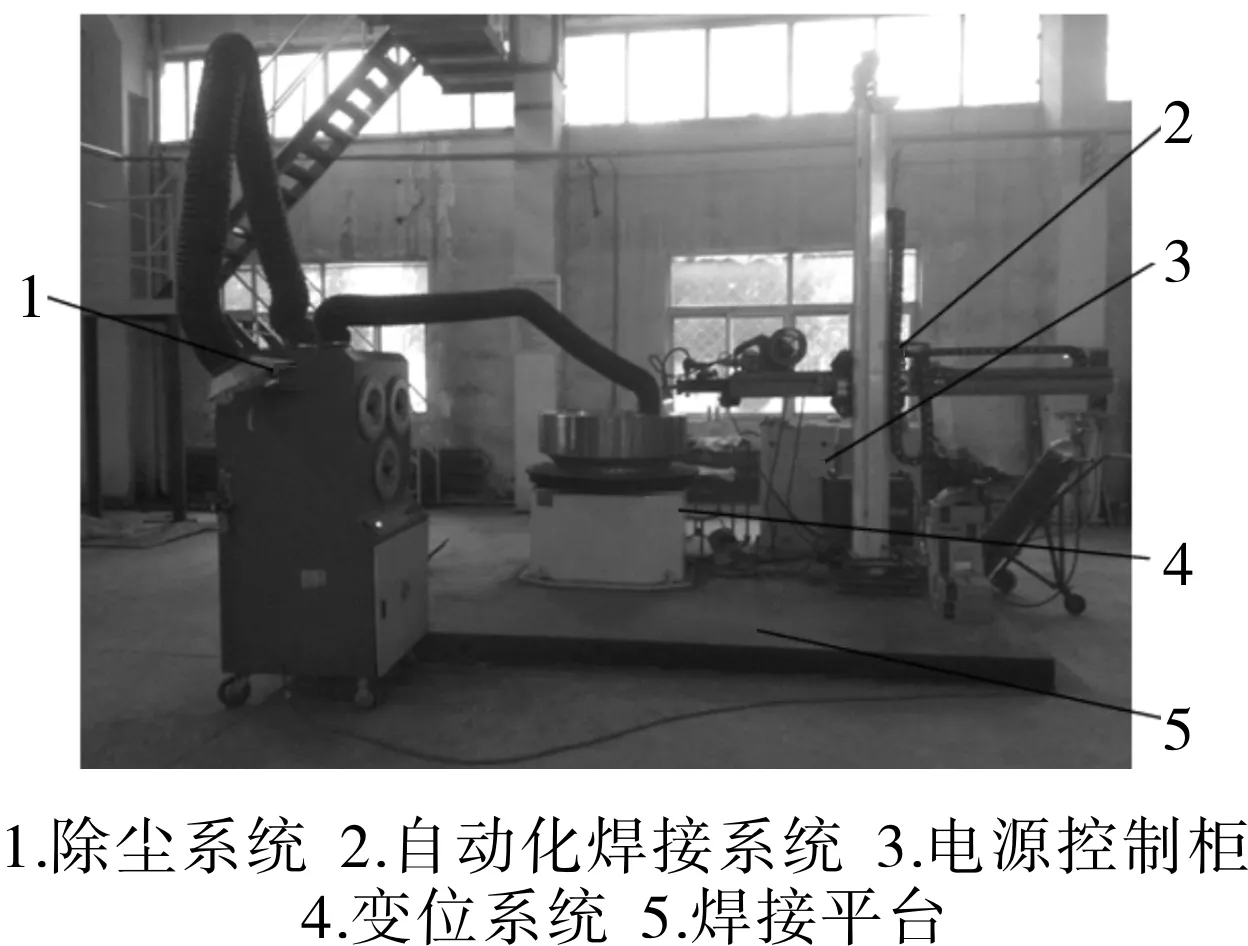
图1 快开盲板端法兰密封面自动化堆焊机组总体结构
1.1 自动化焊接系统
自动化焊接系统由改造后的二氧化碳气体保护焊机与高度可以调整的十字臂组成。不同规格的端法兰堆焊凹面深度不同(图2),为保证焊接机组可以对所有规格的快开盲板端法兰进行施焊,主要进行了以下几点改进:①选用了高度可以调节的十字臂。②将二氧化碳气体保护焊机焊枪进行了加长。③在十字臂端部设置专用夹具,用来固定二氧化碳气体保护焊机焊枪。④把二氧化碳气体保护焊机送丝机构固定在十字臂端部上方(图3),保证了焊枪与送丝机构的相对位置保持不变,确保施焊时送丝速度平稳。
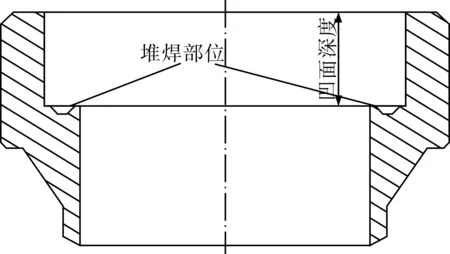
图2 端法兰堆焊结构示图

图3 二氧化碳气体保护焊机送丝机构与十字臂位置图
1.2 变位系统
采用手工焊接进行快开盲板密封面堆焊时,盲板固定不动,焊工沿着密封面进行圆周焊接,焊枪的移动速度主要靠人工掌握,不可能完全达到焊接工艺的要求,焊接质量不佳。为消除焊枪移动对焊接质量的影响,借鉴埋弧自动焊机的优点,保持焊枪不动,采用变位系统,使盲板周向旋转,且盲板转动速度可以根据不同规格端法兰的焊接转动速度要求进行调节。
变位系统主要由旋转平台和控制旋转平台速度的手控盒组成。旋转平台只能进行周向旋转,旋转平台的托盘最大直径、承载能力以及配套电机的功率由堆焊机组所施焊的最大规格快开盲板端法兰的尺寸和质量确定。旋转平台的转速范围则是根据不同规格快开盲板堆焊焊接工艺的焊接速度参数来确定的。
手控盒用来调节旋转平台的转向及转速,采用数字显示保证其准确度。施焊时,根据需要堆焊的端法兰规格,通过手控盒选用相应的转速即可。
1.3 电源控制柜
电源控制柜主要用于控制堆焊机组各部件的动作,设有电源启动按钮、急停按钮、正反转按钮、转速调节触屏、十字臂高度调节按钮、焊接电压调节按钮、焊接电流调节按钮、送丝速度调节按钮、送气气压调节按钮及除尘系统开关按钮。电源启动按钮用于控制整个机组的电源开启及断开。急停按钮是在出现突发状况时,可以实现机组的急停。正反转按钮和转速调节触屏与变位系统的手控盒功能一致,具有调节旋转平台的转向及转速的功能。根据不同规格快开盲板堆焊的焊接工艺,通过电源控制柜调节堆焊机组各部件的参数,保证快开盲板堆焊高效进行。
1.4 除尘系统
堆焊时会产生大量在空气中悬浮的对人体有害的细小金属颗粒,从安全环保及人员健康考虑,在焊接机组上配套了移动式焊接烟尘净化器。净化器上配有2~3 m长的柔性吸气臂,适用于不同规格的快开盲板堆焊,移动灵活,操作方便,净化效率高。
焊接烟尘净化器主要部件包括万向吸尘臂、耐高温吸尘软管、吸尘罩(带风量调节阀)、阻火网、阻燃高效滤芯、脉冲反吹装置、脉冲电磁阀、压差表、洁净室、活性碳过滤器、沉灰抽屉组合、阻燃吸音棉、带刹车的新韩式脚轮、风机、电机以及电控箱等。通过风机引力作用,焊接烟尘废气被万向吸尘罩吸入设备进风口,设备进风口处设有阻火器,火花经阻火器被阻留,烟尘气体进入沉降室,利用重力与上行气流将粗粒烟尘直接降至灰斗,微粒烟尘被滤芯捕集在外表面。洁净气体经滤芯过滤净化后,由滤芯中心流入洁净室,再经活性碳过滤器吸附进一步净化后由出风口达标排出。
1.5 焊接平台
焊接平台由型钢和钢板焊接而成,根据快开盲板端法兰堆焊时的尺寸要求,在平台上打孔,把十字臂与变位机构固定。为便于焊接操作,并尽量保证不受焊接烟尘的影响,将电源控制柜摆放在操作位置的左侧,便于操作控制柜及观察堆焊工件。除尘系统则摆放在与操作位置相对的工件的另一侧,以尽量降低除尘系统对操作的不利影响。这样,自动化焊接系统、变位系统、电源控制柜及除尘系统通过焊接平台集中到一个平面上,形成一个焊接机组,可以根据生产需要整体移动调用。
2 应用效果
快开盲板端法兰密封面自动化堆焊机组制造完成后,在中俄东线天然气管道工程、北京新机场项目供油工程津京第二输油管道机场段及末站工程、乍得Ronier-Kome原油管道500×104t/a增输工程项目和陕京四线输气管道工程等国内外重大工程项目中得到实际运用。通过实际运用以及对多个项目不同规格的快开盲板端法兰堆焊后无损检测及焊接时间统计,与手工焊相比,焊接效率至少提高了2倍,焊接一次合格率从原来手工焊的50%提高到超过95%,工作效率大为提高,有效降低了人员的劳动强度,并极大提高了堆焊质量。
3 结语
结合生产需要,采用二氧化碳气体保护焊机、十字臂、变位系统和电源控制柜等设备,根据端法兰堆焊实际情况对设备进行改造,开发了一套适用于DN250 mm~DN1 550 mm快开盲板端法兰密封面堆焊的自动化焊接机组。生产应用实践证明,快开盲板端法兰密封面自动化堆焊机组操作简单,实际应用效果良好,解决了生产中遇到的实际困难。与手工焊相比,采用快开盲板端法兰密封面自动化堆焊机组的焊接效率、焊接一次合格率均大幅提高,对解决实际生产中类似问题具有借鉴意义。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07 23:54:10
锻压装备与制造技术(2021年3期)2021-08-13 08:39:56
设备管理与维修(2020年11期)2020-06-15 02:39:18
中国特种设备安全(2019年4期)2019-05-20 09:55:54
现代工业经济和信息化(2016年12期)2016-05-17 05:37:52
云南畜牧兽医(2015年4期)2015-02-28 21:26:12
建筑机械化(2015年7期)2015-01-03 08:09:02
当代畜禽养殖业(2014年5期)2014-08-31 02:50:56
当代畜禽养殖业(2014年2期)2014-08-22 02:38:52
机电产品开发与创新(2014年6期)2014-03-11 16:42:47