连铸坯皮下气泡的成因分析及应对措施
2019-11-22 02:07肜玲华姚小峰
冶金与材料 2019年5期
肜玲华,姚小峰
(舞阳钢铁有限公司,河南 平顶山 462500)
舞钢公司2# 和3# 连铸机为直弧型板坯连铸机,设计年产量260 万t,可浇铸断面为(200、300、330)mm×(1300~2500)mm,连铸坯定尺长8000~105000 mm,基本半径10.5m,工作拉速0.7~1.8m/min,铸机长度约35.98m,采用连续弯曲连续矫直技术,板坯冷却方式是水冷加气水雾化冷却。2016 年5 月份以来,舞钢3# 板坯铸机生产的连铸坯产生皮下气泡缺陷,对产品质量、合同兑现和生产组织产生极大影响,大大降低了连铸坯热送率,致使每炉铸坯都需要火焰清理,不仅耽误热送,还增加人工成本。为了杜绝铸坯气泡,舞钢第二炼钢厂通过技术和生产操作攻关,经过不断的摸索、改进工艺技术和完善现场操作细节。从精炼真空情况、结晶器保护渣水分、保护浇注及现场操作等方面着手,优化了生产工艺,制定相应的预防措施,最终杜绝铸坯气泡的发生。
1 连铸坯皮下气泡的影响因素
1.1 精炼真空效果
真空精炼脱氧效果不好时,C 与O 反应生成CO 气泡,增加钢液中的气体含量,使铸坯更容易产生气泡夹渣,精炼气体样如下表1。从表中可以看出精炼脱氧不稳定,真空时间保持不够或者不进行真空处理时,钢液从空气中吸收氧气和氮气,致使钢液中里的氧和氮含量升高,增加了皮下气泡产生的几率。

表1 气体样分析结果
1.2 水蒸汽
水蒸汽主要来源于炼钢辅料、渣料、耐火材料和铸机水冷系统。
(1)精炼过程添加的合金、造渣料、大、中间包覆盖剂、结晶器保护渣中含有一定的水份,为防止部份水分解成[H]、[O]进入钢液,应保证合金料的干燥或采取烘烤措施,将进厂覆盖剂、保护渣的水分控制在0.3%以下,防止受潮。
(2)铸机水冷系统在连铸过程中产生水蒸汽,抽风机能力不足时,水蒸汽沿铸机上升,在结晶器盖板下表面凝成水滴,从结晶器铜板上口边沿进入结晶器保护渣,甚至还有部分水蒸汽从组合式结晶器角缝钻入并上升进入保护渣中,导致保护渣湿润并在弯月面结渣,造成连铸不顺利。还有很小一部分水蒸汽进入烧结层并分解成[H]、[O]原子,由于[H]、[O]原子必须透过溶渣才能进入钢水,因此只有极少部分能最后进入钢液。
(3)钢包、中间包耐火材料中的水分如果没有烘烤去除干净,在连浇炉次头几块铸坯或第一炉铸坯的浇注阶段,进入钢液中的水蒸汽分解为[H]、[O]原子。如果铸坯中形成气泡,气泡中应该主要含有CO 和H2为主;铸坯气泡产生有一定的规律性,即气泡在每个浇次第一炉的前几块坯子开始出现,越接近后面数量越少。
1.3 浸入式水口插入深度
为防止铸坯产生纵裂缺陷,舞钢于2016 年4 月份将连铸中间包浸入式水口的插入深度设置为155~160 mm,钢水的冲击深度增加,使钢水中的气体更容易被凝固捕捉。针对此现象,舞钢将2# 和3# 连铸机中间包浸入式水口的插入深度更改为150~155 mm,钢水冲击深度减小,气体更容易上浮,不易被结晶器边部凝固的坯壳捕捉而形成边部气泡。气泡在结晶器的运动见图1。
1.4 氩气保护浇注
当连铸采取全程氩气保护浇注时,从大包下水口与大包浸入式长套之间缝隙进入钢水的氩气会从中间包钢液表面上浮逸出,但气泡基本不进入结晶器,而从中间包塞棒、中间包上水口透气砖进入钢水的氩气则会随钢流进入结晶器。然而进入结晶器的氩气气泡也会随钢液运动至结晶器不同深度部位,在固-液界面,凝固枝晶会捕捉气泡而形成铸坯气泡。

图1 气泡在结晶器内的运动形态
另外,由于空气会从中间包上下水口缝隙等处进入钢水,而设置O 型圈的目的就是为防止水口接触处形成负压区吸入空气,因此在O 型圈内冲入氩气,保证水口接触缝隙内外压力相等甚至大于空气压力。舞钢原来在O 型圈内冲入氩气压力一般为0.3 m3,考虑到氩气冲入时的损失量,无法达到隔绝空气的目的,仍然会有空气吸入,经过试验,将冲入氩气压力调整为0.5 m3。带氩气密封的浸入式水口能抑制空气侵入,从而防止皮下气泡的集聚,且随着氩气流量增大,铸坯皮下气泡数量减少。舞钢连铸中间包下水口和浸入式水口接触形式见图2,浇注时间与滑动水口内漏空气体检的关系见图3,氩气量调整前后铸坯产生气泡数量对比见图4。
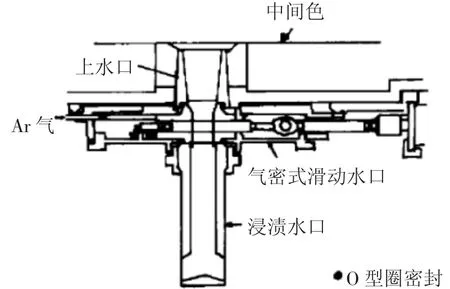
图2 气密式滑动水口示意图
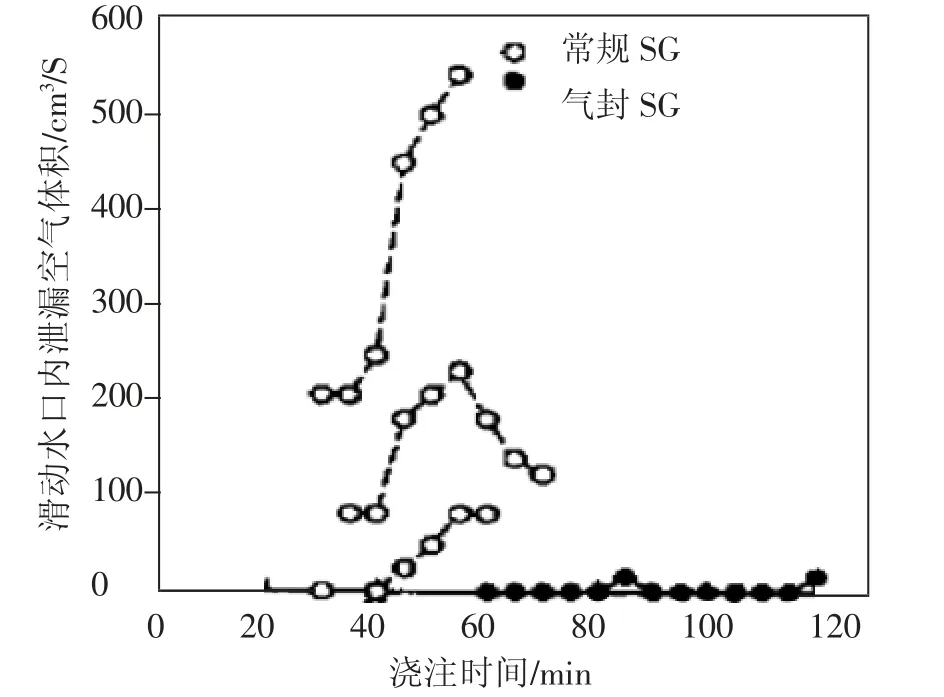
图3 浇注时间和滑动水口内泄漏空气体积的关系
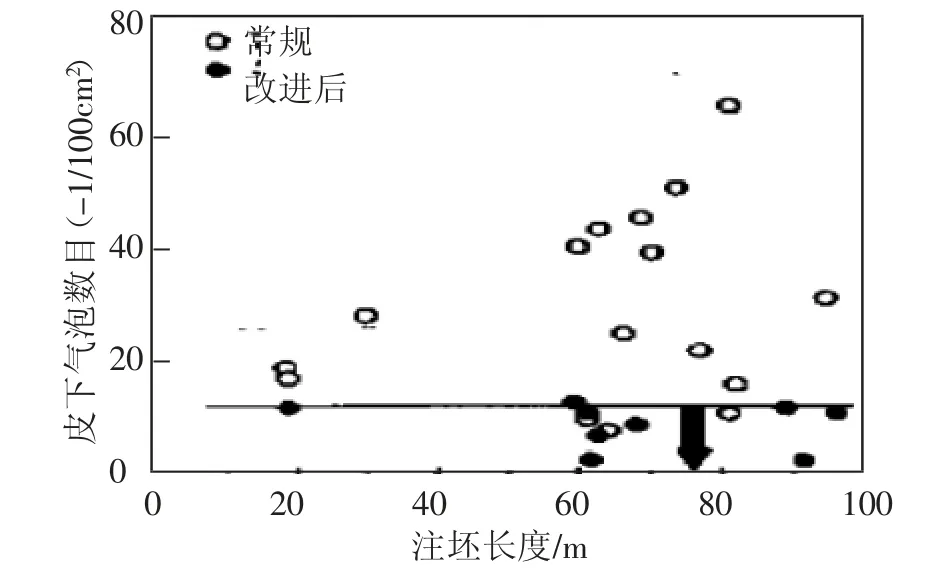
图4 氩气量调整前后铸坯产生气泡数量对比
1.5 过热度
舞钢连铸过热度规定在10~30 ℃之间,但有时由于前部工序出现问题,导致个别炉次过热度有时高达40℃,而过热度低的时候只有0 ℃,甚至会造成水口堵塞,致使异常终浇。过热度过高会对耐材浸蚀严重,还会造成水口处吸气严重,增加钢中气体量;过热度过低会造成气体在结晶器内上浮困难,易于被生成的坯壳捕获,形成皮下小气泡。连铸过热度控制水平如图5 所示。
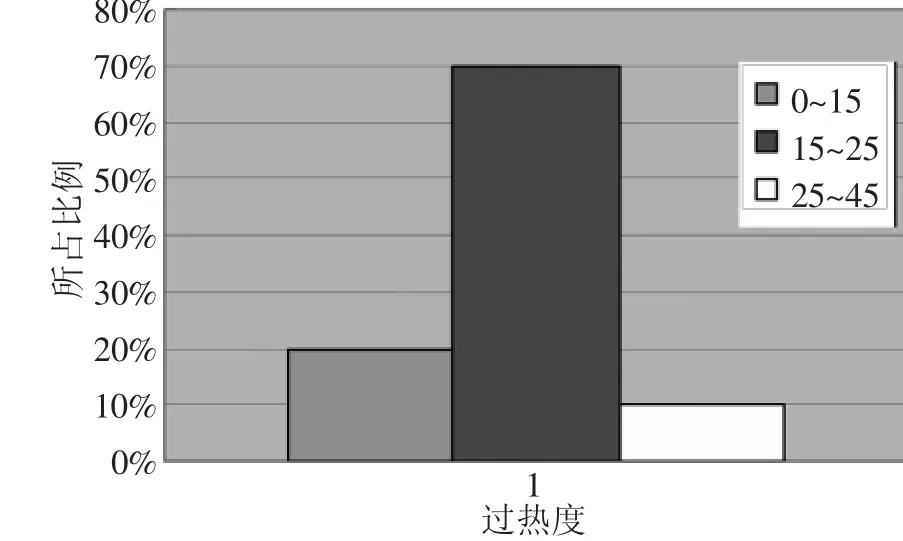
图5 连铸过热度控制
1.6 保护渣
经验表明,当连铸机结晶器弯月面附近钢液温度低时,铸坯容易产生皮下气泡,这是因为弯月面处钢液温度过低,气泡上浮至钢-渣界面便被凝固坯壳捕捉,而弯月面钢液温度低的最大原因是保护渣熔化需要吸收热量,再加上入冬后天气变冷,更加降低了弯月面处的钢液温度,因此每当进入10 月份以后舞钢便开始保护渣烘烤作业。通过长时间观察,发现保护渣的烘烤温度越高,铸坯皮下气泡越少且很小。
2 原因分析及措施
铸坯清理后进行观察,没有在凹坑中发现氧化物,成分化验分析也没有发现NaCl、CaO 等化合物。据此可以判断凹坑由气孔形成,见图6。舞钢生产铸坯气泡直径一般在100~300 μm,也有直径小于100 μm 或大于300 μm 的气孔,见图7。
舞钢铸坯气泡的产生有3 个原因:塞棒保护氩气进入结晶器;结晶器盖板与结晶器之间产生水蒸汽,被保护渣吸收后进入结晶器内,分解成[H] 后被铸坯捕捉;过热度控制的不精确。铸坯气泡基本集中在铸坯内弧距边部20~100 mm,气体成分化验可知氮气、氢气及氩气所占比例分别为20%、40%和40%。其中氮气从空气吸入,氢气以与其他气体混合的形式存在,系钢液凝固后钢中扩散性氢气聚集的结果,而氩气则是塞棒保护氩气流量过大所造成的。
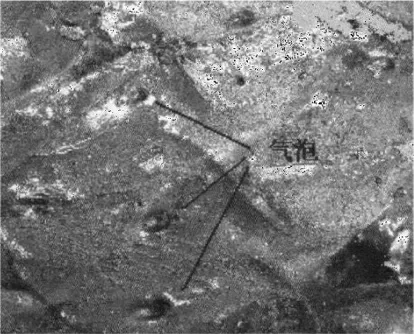
图6 铸坯气泡缺陷形态

图7 铸坯气泡形貌
3 结 语
通过上述分析,舞钢连铸通过采取对结晶器盖板之间水蒸汽的封堵,塞棒由以前的冲氩改为实心不冲氩塞棒,耐材和保护渣水分定期化验水分和加强过热度控制在20~30 ℃,铸坯皮下气泡再也没有产生过;大大减少清理量,降低了成本和计划外的产生。
猜你喜欢
水泵技术(2022年2期)2023-01-15
工业加热(2020年2期)2020-04-08
山东冶金(2019年6期)2020-01-06
中国铸造装备与技术(2019年2期)2019-04-01
中国新技术新产品(2018年15期)2018-10-20
卷宗(2018年9期)2018-06-07
中华建设(2018年3期)2018-04-23
中国资源综合利用(2018年2期)2018-02-03
分析化学(2018年12期)2018-01-22
山东工业技术(2017年14期)2017-07-18