
PCB阻焊塞孔孔口发白掉膜现象分析
2019-11-14 01:20:36晁伟辉
印制电路信息 2019年11期
杨 乐 郭 鹏 晁伟辉
(西安微电子技术研究所,陕西 西安 710600)
0 前言
导通孔主要用于层与层间的导通,过去对其的阻焊制作没有特殊要求,但随着电子产品向“轻、薄、短、小”方向发展,PCB密度也越来越高,特别是BGA(球栅阵列)、SMT(表面贴装)、QFP(四边扁平封装)等封装技术的发展,客户在贴装元器件时提出了对导通孔(Via Hole)塞孔要求,导通孔采用阻焊塞孔主要有以下作用:
(2)可以有效解决焊接过程中助焊剂残留在导通孔的问题,提高产品安全问题;
(3)客户元件装配完成后在测试机上形成真空负压状态;
(4)预防表面锡膏流入孔内造成虚焊、影响装贴;
(5)杜绝导通孔内产生锡珠、避免PCB过回流焊时锡珠弹出造成短路。
1 现象描述
印制板塞孔掉油区域普遍存在油墨发白现象,用3M胶带对发白区域进行油墨附着力测试,即出现不同位置油墨脱落,取切片对发白区域进行观察,确认在塞孔孔口处表面油墨与铜层出现了分层,形成未被油墨覆盖的封闭区域。(如图1):光线透过此区域对应的表面油墨,目视即出现了油墨发白现象,同时表面油墨也失去了附着面,受到机械力会出现脱落。由于此现象都出现于塞孔板,发现时已固化,无法返工,几乎全部报废处理,如不能快速改善杜绝,对质量、进度、生产成本带来很大影响(如图1)。
2 原因分析
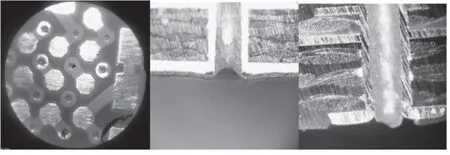
图1 塞孔孔口发白掉膜表面与剖面图
塞孔内部在烘烤过程中,溶剂和水份的蒸发会产生由孔内向孔外的应力,同时油墨经历了物相的转变,由液态到玻璃态,再到固态,对应的体积会发生先膨胀在收缩的过程,也会产生向外作用的应力,示意图(如图2)。
分析或因烘烤参数不适宜,低温固化段时间短,会导致孔内溶剂及水份未挥发完全,孔内中间油墨未切底完成物相转变时孔口已完全固化,后续过程可能有两个原因导致塞孔孔口发白掉阻焊膜现象:
(1)未彻底完成物相转变的孔中间油墨在后续烘烤中会对表面已固化部分产生冲击,可能导致后烤后塞孔表面油墨已与焊盘产生分离,如此原理是主因,后烤后即可观察到孔口发白的变化。
(2)孔内仍残留未挥发的溶剂和水份,在热风整平时由于受瞬间250 ℃~260 ℃高温作用,残留成分迅速挥发,孔内应力急剧增加,冲破表面已固化层,造成塞孔表面发白或掉膜,如此原理是主因,后烤后观察孔口正常,热风后出现发白或掉膜现象。
(3)从哲学角度分析,可体现以下方面:意识具有能动作用,要树立正确的质量意识,改变不良习惯;辩证否定观要求我们树立创新意识。要坚持改革创新,实施质量强国战略;人生的真正价值在于对社会的贡献。弘扬工匠精神有利于实现人生的真正价值。在日常教学中引导学生从不同角度分析社会热点问题,有助于培养学生发散思维能力和归纳概括能力,进而促进解读能力的提升。
我部实际生产过程中发现塞孔孔口发白掉膜现象有以下特点:
(1)连续雨天,环境湿度较高时出现概率大;
(2)故障现象产生在热风整平工序后;
(3)故障现象都分布在一面的孔口处。
通过前面分析很容易解释特点(1)和(2)。环境湿度高,孔内水份会增加,更容易挥发不净;孔内残留的挥发物在受高温时产生的应力冲破表面固化层,造成热风后发白掉膜。说明此现象的主因是:孔内仍残留未挥发的溶剂和水份。
下面详细分析特点(3)产生的原因:
我部的加工方式是:先手工塞孔,然后直接双面印刷,最后预考,手工塞孔—印B面—印A面—预考。
A面后印,刮刀刚刮过A面塞孔表面时是平整的,因孔内油墨受重力影响会下沉,导致A面孔口程凹弧形,属于”情况1”,此时B面孔口有两种状态(1)塞孔饱满,因A面下凹故B面凸出属于”情况2”(2)塞孔不饱满,视塞孔不饱满程度,B面可能属于”情况1”,也可能属于”情况2”。示意图(如图3)。
分析情况1和情况2两种力学模型,情况1:在受到内部溶剂挥发应力时,表面固化层程被压缩状态;情况2:在受到内部溶剂挥发应力时,表面固化层程被分离状态。
A、B表面分别是情况1和情况2时,在表面固化层强度、所受应力相同的情况下情况2先破裂。与实际工程造桥的模型原理相同。
A、B表面都是情况1时,在表面固化层强度、所受应力相同的情况下,破裂的先后顺序取决于它们的弧度角。
所以在热风整平时,受到相同应力时总是一面先破裂,孔口发白掉膜现象呈现出分布在一面的特点,且分布在B面(先印面)概率较大(与实际统计吻合)。

图2 塞孔内部烘烤过程示意图
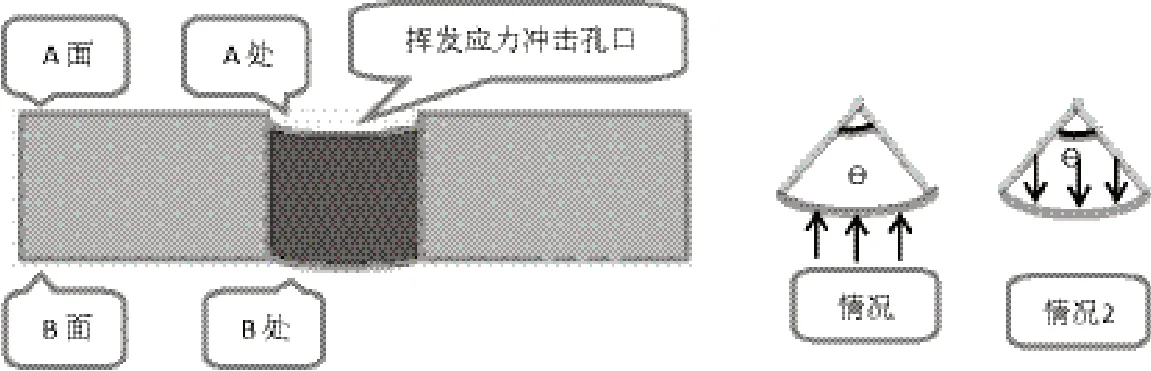
图3 塞孔孔口状态示意图
3 优化措施
过程控制:当环境湿度较大时,缩短前处理与预考间隔时间,油墨搅拌后加盖,减少油墨与孔壁吸收水份,可以减轻此现象的发生。
工艺参数:增加后烤低温段时间,降低低温段温度,是根本上杜绝此现象发生。经验证,后烤参数如表1时可完全杜绝此现象。

表1 后烤参数表
4 结语
通过分析验证,可以对过程时效性管控、优化后固化参数改进甚至杜绝PCB热风后阻焊塞孔孔口发白掉膜现象。因增加低温段烘烤时间,改善问题的同时也降低了生产效率,所以还需根据各厂实际情况,比如产品结构、油墨型号、厂房温湿度控制等等,试验摸索出效率、质量双赢的最优参数。
猜你喜欢
科学导报·学术(2019年40期)2019-10-21 04:26:05
中国化工贸易·下旬刊(2019年9期)2019-10-21 01:37:26
世界有色金属(2019年21期)2019-02-09 17:28:26
材料科学与工艺(2018年5期)2018-11-20 03:52:28
西南石油大学学报(自然科学版)(2018年5期)2018-11-06 06:46:22
科学与财富(2017年27期)2017-10-17 03:19:01
中国科技纵横(2017年12期)2017-07-25 21:01:28
四川地质学报(2017年1期)2017-06-15 20:28:58
遥测遥控(2015年2期)2015-04-23 08:15:18
电子工业专用设备(2011年1期)2011-10-24 05:08:02
