
光学指纹产品用FPCB钢片压合的研究
2019-11-14 01:20:48李伟荣吕自力刘建军
印制电路信息 2019年11期
李伟荣 吕自力 刘建军
(珠海元盛电子科技股份有限公司,广东 珠海 519060)
曾宪悉 杨先卫
(惠州中京电子科技有限公司,广东 惠州 516029)
0 前言
随着2018年手机市场全面屏兴起,传统的正面普通指纹已经满足不了手机空间布局,因此,各手机厂家逐步使用屏下指纹技术替代普通指纹识别技术成为必然趋势。
而屏下光学指纹较普通光学指纹产品,在技术上有着截然不同的差异点。客户在量产组装过程中发现光学指纹产品接合金线区域的挠性板(FPCB)边缘存在塌陷异常,导致该位置封装盖子边缘溢胶不良,因此要求供应商严格管控边缘塌陷。现在重点从材料、压制方法、离型材料、设备等方面进行一系列地分析,研究钢片贴合后可靠性能否满足要求。
1 实验
1.1 实验背景
客户提出光学指纹产品压制后板边塌陷要求,测试位置及标准须进行如下管控(如图1、表1)。
现状钢片边缘塌陷无法满足客户需求,为达到客户要求,从设备类型、离型材料、钢片背胶及接地开窗设计等进行实验设计,以期在制程上解决该异常不良。

图1
1.3 实验设计与效果
1.3.1 验证普通快压机压合效果
(1) 实验测试方案如表2,叠构如图2。测试接地阻值、塌陷值、剥离强度。
(2) 每种实验方案收集32件的数据,实验测试结果(见表3)。
(3)小结
①使用快压机生产时,塌陷值均超标,无法满足客户要求;且实压压力在0.4 Mpa~9.8 Mpa时,实压压力越小,板边的塌陷值越小;

表1 FPCB钢片贴合要求及现状
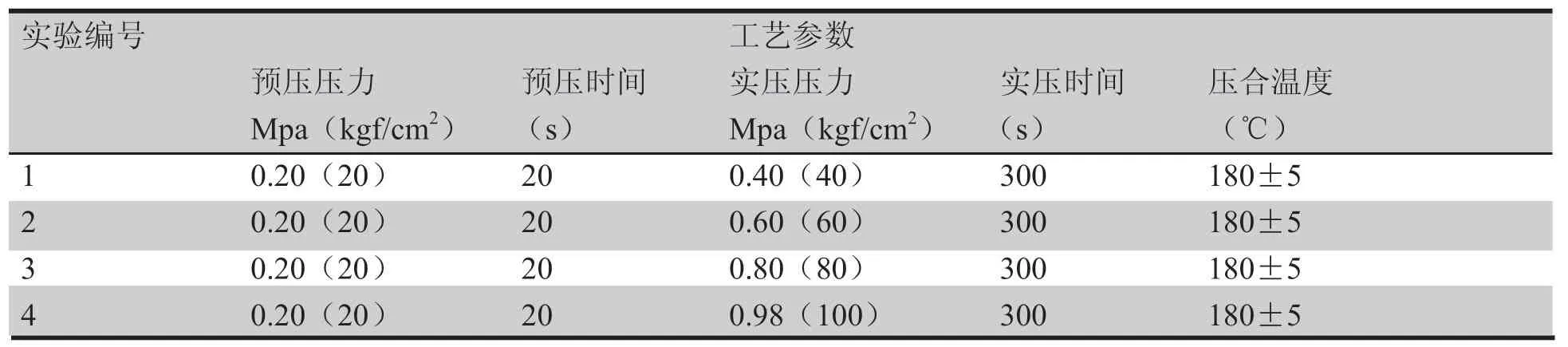
表2 普通快压机实验参数

图2 普通快压产品叠构

表3 普通快压实验结果
②使用快压机生产时,无论压力如何变化,钢片的接地阻值、剥离强度均合格。
1.3.2 验证真空快压机压合效果
(1) 实验测试方案(见表4,叠构如图3)。
(2)每种实验方案收集32件的数据,实验测试结果(见表5)。
(3)小结
①使用真空快压机生产时,压制时间的长短对塌陷的影响较小;
②使用真空快压机生产时,接地阻值和剥离强度均合格。
1.3.3 初步结论
在离型材料、钢片背胶、接地开窗设计以及压机叠构固定的情况下,使用快压机和真空快压机压合时,参数见表6。在后面的实验设计中,由优化参数与设备类型合并为一个因子进行实验设计(见表6)。
1.4 全因子实验
1.4.1 全因子实验方案

表4 真空快压机实验参数
针对全因子展开实验方案如表7,全因子实验设计,共计16种方案;收集数据为塌陷值、接地阻值、剥离强度(见表7)。

图3 真空快压产品叠构

表5 真空快压实验测试结果

表6 压合参数

表7 实验因子和水平数
1.4.2 实验结果(见表8)
1.4.3 实验结果分析
(1)主效应分析(如图4~图6)。
①从图4看,塌陷值主要与设备类型和离型材料影响更大;
②从图5看,接地阻值大小和设备类型和接地开窗设计有关;
③从图6看,剥离强度主要与设备类型有关。
(2)交互作用分析(如图7~图9)。
①从图7看,设备类型和离型材料对塌陷值作用明显;
②从图8看,接地开窗设计对接地阻值作用明显;
③从图9看,设备类型对剥离强度作用明显。
(3)其它分析。
①从实验结果来看,使用快压机生产时,塌陷值均超出标准;为使塌陷满足要求,需使用真空快压机压合;
②接地开窗设计在板内时,使用真空快压机偶尔出现接地阻值超差,须针对接地开窗设计方式展开验证。
2.5 验证板内接地开窗的设计方式对接地阻值的影响
2.5.1 实验方案
方案为接地开窗网格线宽与形状不同,如表9。规定工艺参数同表6,钢片背胶齐平,测试接地阻值(见图10)。
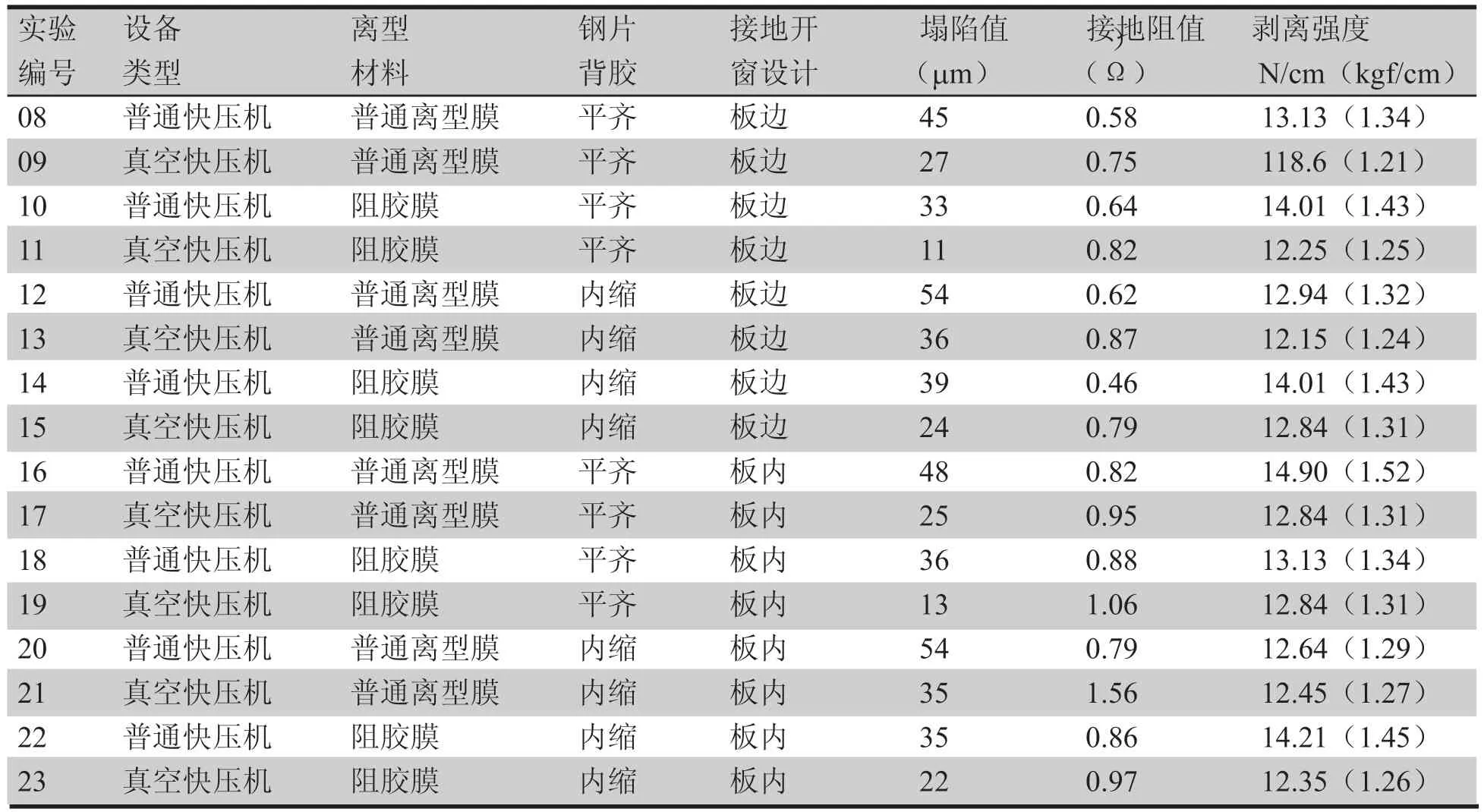
表8 实验结果

图4 塌陷值主效应图
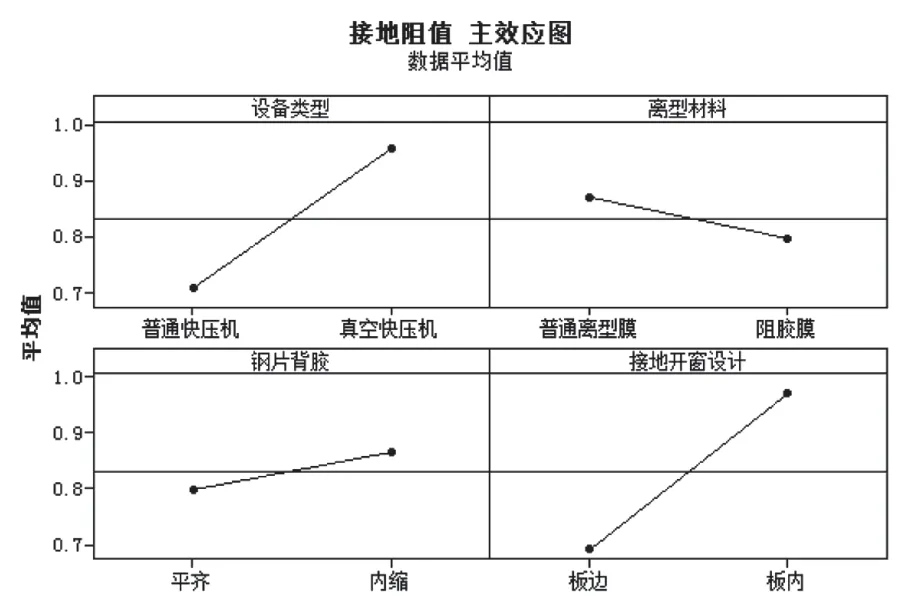
图5 接地阻值主效应图
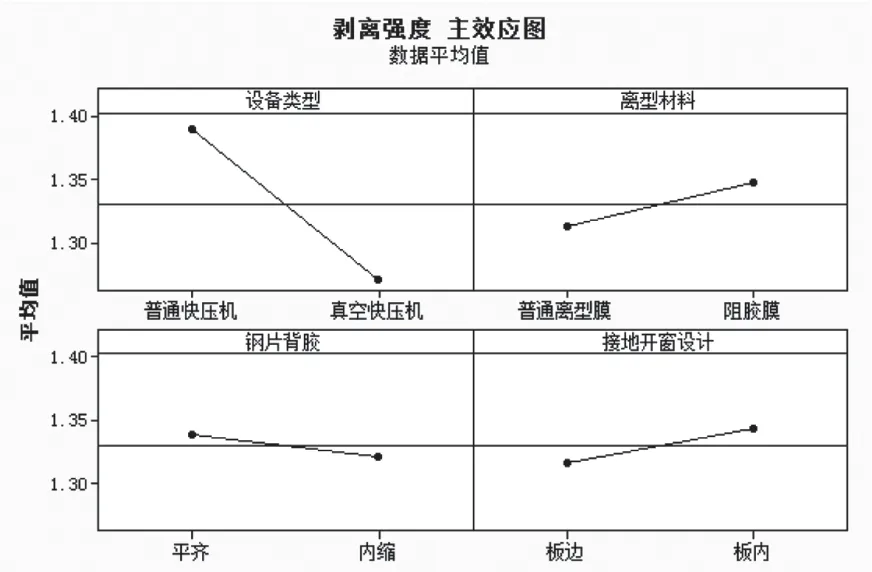
图6 剥离强度主效应图
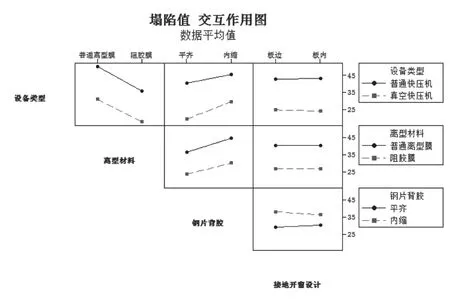
图7 塌陷值交互作用图

图8 接地阻值交互作用图

图9 剥离强度交互作用图

图10 接地开窗网格线宽与形状
2.5.2 实验结果
实验结果见表9。
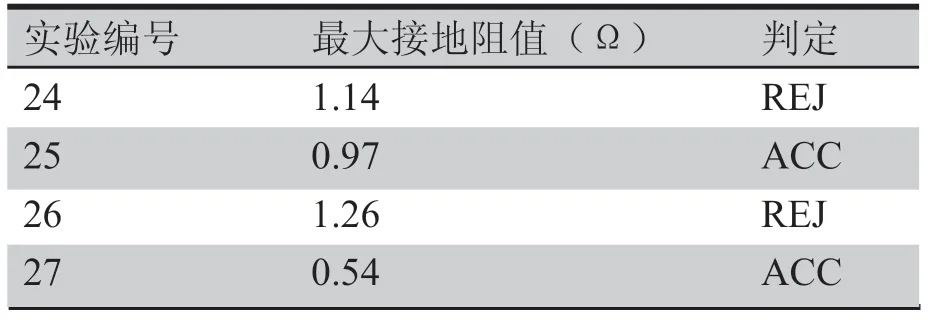
表9 不同接地开窗的阻值
1.5.3 小结
(1)包封开窗由圆形改方形对接地阻值无改善;
(2)接地线路由实铜改网格对接地阻值有改善,但是无法杜绝;
(3)当接地开窗设计在板内时,无论使用实铜设计还是使用网格开窗设计,接地阻值均出现不良;
(4)因无论是实铜设计还是网格设计,均会引起接地阻值不良,通过切片图可以看出,接地开窗位置铜皮和导电胶有轻微分层(如图11)。

图11 接地分层
因此,针对导电胶与接地开窗位置的接触进行实验验证,具体为:胶膜背在FPCB上;胶膜背在钢片上。
1.6 验证胶膜背胶方式对接地阻值的影响
实验设计方案与结果(见表10)。
导电胶备在FPCB上时,假压后再进行钢片贴合,假压时使导电胶与接地位置接触更加良好,因而接地阻值会优于导电胶备在钢片上。
2 总结
通过以上实验验证,总结如下:
(1)使用真空快压机压合的效果明显优于普通快压机;
(2)使用阻胶膜压合的效果明显优于普通离型膜;
(3)钢片背胶设计平齐效果明显好于胶内缩;
(4)接地开窗设计在板外时,接地阻值无不良;设计在板内时,无法杜绝接地阻值不良,如须设计在板内,须使用FPCB背胶的方式生产。
3 生产验证
4.1根据以上总结,使用表6参数跟进100张生产板,从中抽10张,每张板选4 pcs进行数据收集,结果(见表11)。
3.2 过程能力分析
(1)从塌陷值过程能力看,cpk值为1.33,可满足制程生产要求;
(2)从接地阻值过程能力看,cpk值为1.56,可满足制程生产要求;
(3)从剥离强度过程能力看,cpk值为1.32,可满足制程生产要求。
4 结论
4.1 实验总结
为控制光学指纹FPCB边缘塌陷和保证接地阻值和剥离强度,对接地开窗设计、钢片类型、钢片背胶、接地线路、包封开窗形状总结如下:
(1)使用普通快压机生产时,存在塌陷超出标准的问题,为保证塌陷值,需使用真空快压机生产;
(2)使用阻胶膜对塌陷值管控优于普通离型膜;

表10 背胶方式实验

表11 生产验证数据
(3)钢片背胶平齐设计对头塌陷的管控效果明显好于胶内缩;
(4)实验过程中,当接地开窗设计在板内时,存在接地阻值超出标准的问题,因而建议设计时接地开窗优先设计在板边,如客户不同意更改时,建议采用FPCB背胶的方式贴合钢片以保证接地阻值达到要求。
4.2 实验设计存在的不足与后续计划
(1)此次实验所得到的结果均是建立在一种辅材叠构的基础上,未将压机的辅材叠构作为实验的因子;实际验证过程中钢片的厚度为0.2 mm,未考虑钢片厚度对可行性的影响;
(2)后续计划找出合理的方案使得普通离型膜可代替阻胶膜的压合效果,以降低膜成本;验证不同钢片厚度对压合可行性的影响;验证不同叠构、不同压制参数对钢片可行性的影响,从而找出更优的辅材叠构和压制参数,减少该类型产品生产过程中的困难度。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
合成材料老化与应用(2022年5期)2022-10-25 07:13:32
合成材料老化与应用(2022年4期)2022-08-25 12:00:54
沈阳理工大学学报(2022年1期)2022-06-09 08:42:24
印制电路信息(2021年10期)2021-12-08 06:00:32
轮胎工业(2020年7期)2020-07-19 03:41:28
福建文学(2019年12期)2019-08-06 14:59:46
汽车与驾驶维修(维修版)(2018年12期)2019-01-05 12:50:36
国际木业(2016年2期)2016-12-01 05:04:17
压缩机技术(2014年5期)2014-02-28 21:28:23
