
PCB用垂直连续电镀镍金设备的优势
2019-11-14 01:20:40韩海亚江泽军苏国星
印制电路信息 2019年11期
韩海亚 江泽军 苏国星
(昆山东威电镀设备技术有限公司,苏州 昆山 215300)
0 前言
印制电路板表面处理加工过程中,电镀镍金制成为重要工序,目前用于印制电路板上印制插头(俗称金手指)及BGA式或者封装载板(Substrate)等正反面两面之表面处理。
电镀镍及电镀金组合、镀层具有以下功能:
(1)作为铝线及金线打线(wire bond)之铺垫。
(2)镀层具有抗耐磨(wear resistance)的能力,也同时具有较低的接触电阻,可用于机械式接触及开关结构。
(3)镀层具有可焊性。
垂直连续电镀线不仅可用于印制板镀铜 ,镀铜锡,也可用于镀镍金,且均匀性极佳,节约大量的贵金属。
1 PCB用垂直连续电镀镍金设备的概述
1.1 垂直电镀镍金流程
为了要达到品质及信赖性的需求,镀层颜色、硬度、均匀性、覆盖能力、镀层厚度及焊接能力等必须全部考核,而且为了要得到有效的管理镀液及确保稳定性、分析、补充,在操作及管理上都应该严格管控。电镀镍金的加工过程并不算太复杂,一般而言包含了清洁等数道流程。根据不同的镀件,铜面也可以选择不同的处理方式,达到电镀最佳的效果。以下为垂直电镀镍金加工流程:
自动上料→除油(酸性清洁)→阻水滚轮→水洗两次→阻水滚轮→微蚀→阻水滚轮→水洗两次→活化→阻水滚轮→水洗→阻水滚轮→镀镍→阻水滚轮→水洗→阻水滚轮→镀金→风切→阻水滚轮→金回收→阻水滚轮→水洗两次→热水洗→吹干→自动下料
1.2 垂直连续电镀镍金设备的概述
垂直连续电镀镍金设备用钢带传输,上夹导电边的方式,以保证印制线路板在传动中平稳的通过电镀槽进行电镀。电镀槽进出口采用封闭式滚轮传动与钢带同步,避免卡板现象产生。设备主槽液液位控制在夹点以下2 mm~4 mm,以免夹点上金浪费金盐成本。
垂直连续电镀镍金设备使用机械手配合新式吸盘(吸盘压力可管控,防止干膜选镀产品干膜吸破,导致非需电镀区域电镀上金)。印制线路板产品厚度超过0.3 mm实现自动上下板,产品厚度<0.3 mm需要贴上薄板边框作业(现在薄板贴边框有自动贴框机,已经实现了自动化贴合),少人或无人化操作。
1.3 垂直连续电镀镍金设备遇到的难题和解决方案
1.3.1 主槽药水进出口封闭式设计,防止槽液带出严重
解决方案:采用4组滚轮传动,同步主传动,研发特殊材质滚轮挤压式通过,不能保证通过性,而且药水封闭性不会直射溅出(如图1)。

图1 滚轮传动示意图
1.3.2 如何实现机械手自动上下板
解决方案:
(1)采用世界先进的“那智不二越”六轴机械手。
(2)采用可调节式面式吸盘(根据产品尺寸大小可以调节)。
(3)在线吹干设计,实现机械手自动下板后可堆放。
(4)CCD相机自动纠正板是否偏位、重叠,防止产品上偏移。
(5)增加导电铜边感应器,防止前制成出现未开导电边问题,以及产品摆放时导电边放反问题(如图2)。
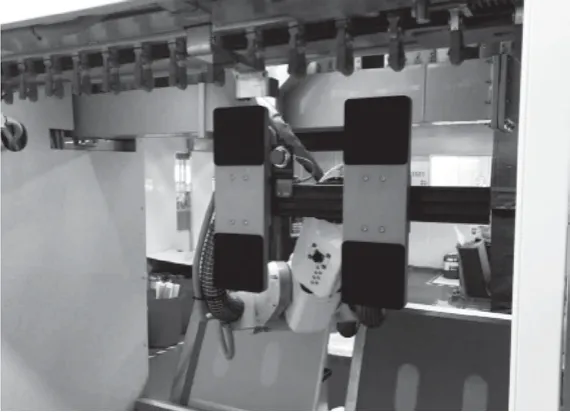
图2 垂直连续电镀镍金设备自动上下板
1.3.3 如何实现节能环保减少带出量
解决方案:
(1)设备全线水洗槽前后加装阻水滚轮,防止水洗槽来回串槽,减少水洗带出量,也减少清洗水用量。
(2)设备全线药水槽前后加装阻水滚轮,金镍槽采用特殊聚氨酯(PU)材质,微蚀槽采用硬度20滚轮,主要解决主槽药水串槽污染,带出量过大问题。
(3)金槽后加装风切功能,有效防止金槽带出问题。
1.4 垂直连续电镀镍金设备能达到的技术要求
(1)一次型电镀整板,最小产品250×250 mm,最大产品750 mm×750 mm。
(2)生产速度为0.5~2米/分,可调节。
(3)金镀层均匀度:0.25 μm镀层厚度R值0.05 μm内。
(4)0.5 μm 镀层厚度R值0.1 μm 内。
(5)0.75 μm镀层厚度R值0.15 μm内。
2 垂直连续电镀镍金设备研发成功的意义
2.1 项目实施的综合意义
本项目旨在研发智能环保电镀生产装备,以全面替代人工并提高产品的电镀层的均匀性。项目完成后,不仅节约了人工,提高了生产效率,自动化电镀生产线也达到国际一流水平,从而促进我国自动化电镀生产装备产业向高端技术发展,有力提升电镀线路板及相关行业及企业国际竞争力和话语权。
2.2 项目实施的优势
2.2.1 镀金均匀性对比镀金均匀性对比(见表1、图3)。按照均匀性极差(R)值比较,均匀性极差(R)值提升0.0812 μm(3.24 μ”)。
2.2.2 镀金节约成本计算
镀金厚度计算方法:面积×厚度×镀金密度=纯金含量
成本计算方法:面积×(传统手指线平均值-垂直连续线平均值)×金密度=纯金含量(转换金盐×单价)
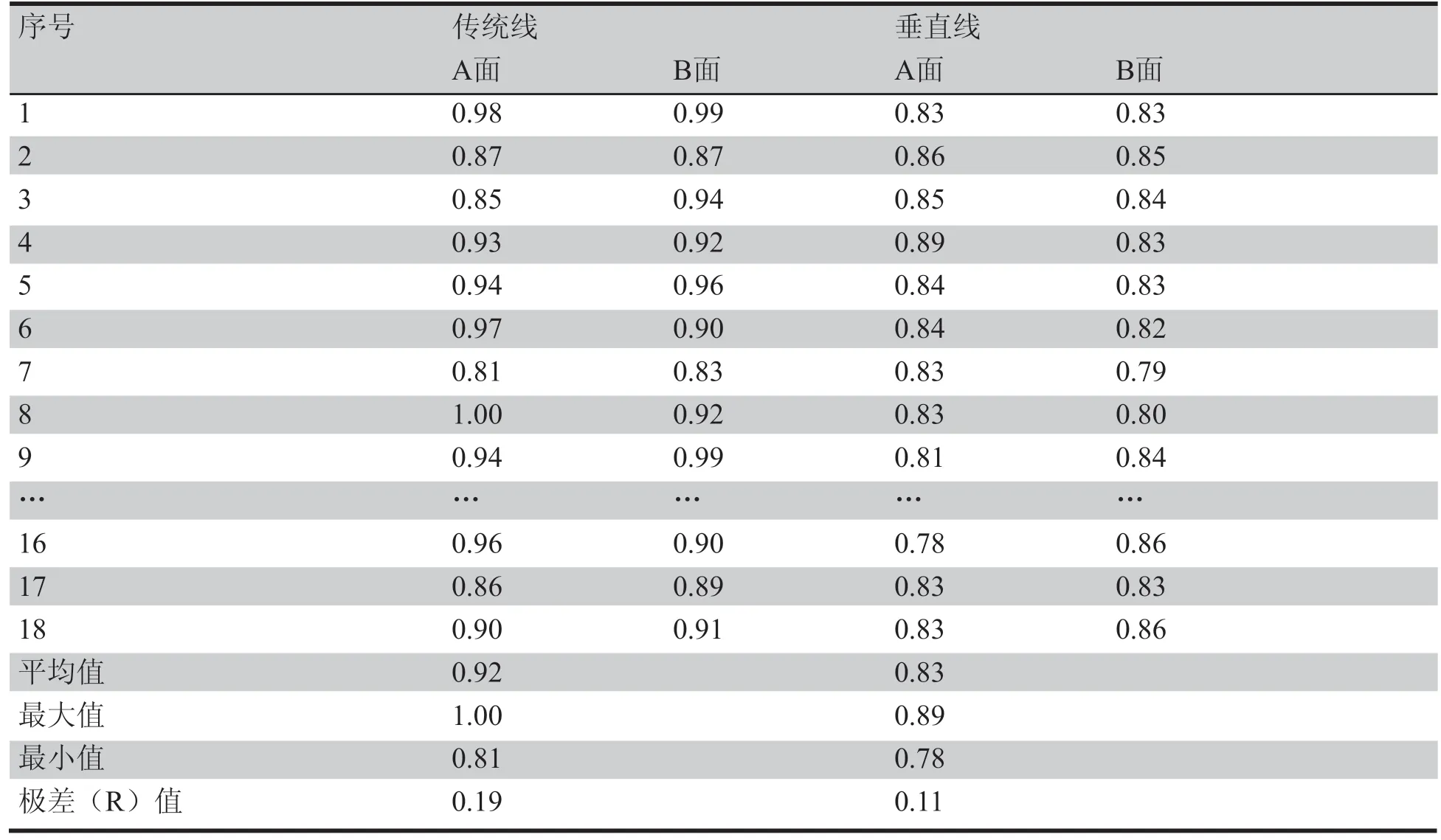
表1 传统线和垂直线均匀性对比 (单位:μm)

图3
单位换算
1sf=929.03 cm2
39.37 μ”=1 μm =0.0001 cm
1 g金盐=0.683 g纯金
金钴合金密度为:16.5~17.5之间,我们取中心值17计算
客户实际数据
单片受镀面积:
0.12 sf×929.03换算单位×2双面=222.96 cm2
传统金手指与垂直连续电镀线差异
7.55-4.31=3.24 μ”/39.37(换算单位)
=0.0822 μm/1000换算单位=0.00000823 cm
每片板子纯金受镀差异(金盐含量)
222.96×0.00000823×17
=0.0311 g纯金/0.683=0.045 g金盐
每天生产2500片板子,每月按照22天计算 。0.045×2500=112.5 g/天×22=2475 g/月×金盐单价(190元/g)=470250元
按照电镀金层镀0.75 μm厚度计算每月成本可节约470250元。
2.2.3 垂直连续电镀镍金线(镀镍均匀性)
垂直连续电镀镍金线(见表2、图4)。
产品尺寸:500 mm×600,每面24点,双面48点,客户要求厚度3~5 μm,极差(R)值在0.85 μm,基本均匀性能力已经达到极限,可以完全超越传统镀镍设备。
2.2.4 氰化金钾为国家管控剧毒物,需要加严管控,垂直连续电镀镍金线有安全保障措施
(1)设备金槽主槽采用加锁及开盖报警功能。
(2)金槽过滤桶设计加锁及报警功能。
(3)线体以外管路设计全部使用法兰对接,防止泄露现象。
(4)设备预留监控安装位置,可以自行安装。
2.3 垂直连续电镀镍金线设备获得的专利
垂直连续电镀镍金线设备获得的专利(见表3)。
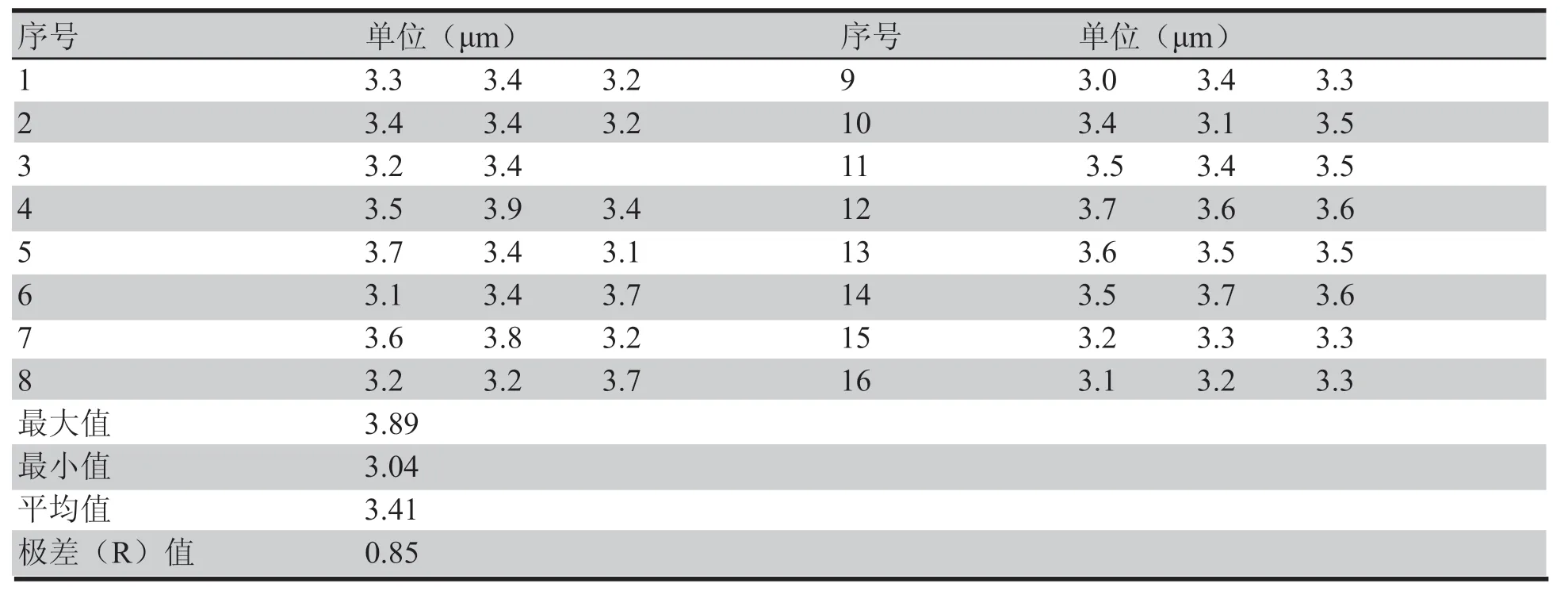
表2 镀镍均匀性

图4 均匀性量测位置
3 结语
垂直连续电镀镍金线采用钢带式传动,全板一次性镀金最大尺寸750 mm×750 mm的产品的可以直接通过,产能得到提升,降低印制线路板生产成本。设备主槽均采用喷管式循环方式,搅拌更均匀,电镀效率得到良好的提升。原传统线使用铜丝毛刷导电,采用定电压方式电镀。垂直连续电镍金线金槽导电采用碳刷式固定导电,采用定电流方式,整流机输入输出更稳定;主槽采用子母式整流机(例如:整流机规格5 A子机/100A母机=5 V,因整流机起步电流精确度为3%,小电流采用子机运行,超过子机额定规格自动切换母机使用)电流可以精确到0.01 A,电流起止更精确,避免出现跳电流问题发生。
上夹直接全板电镀的垂直连续电镀镍金线,真正实现全线少人或无人操作,保证线路板在电镀槽内顺利运行,提高了产品质量及生产效率,让印制线路板表面处理制程自动化设备再创新高。
猜你喜欢
治淮(2022年6期)2022-07-12 05:42:24
湖泊科学(2021年3期)2021-05-10 10:57:38
今日农业(2020年19期)2020-11-06 09:29:40
陕西水利(2020年5期)2020-08-17 03:11:54
紫禁城(2020年3期)2020-04-26 05:20:38
军民两用技术与产品(2019年12期)2020-01-19 05:12:58
人民黄河(2019年10期)2019-10-28 03:07:08
当代陕西(2019年17期)2019-10-08 07:42:00
电线电缆(2018年6期)2019-01-08 02:45:32
电线电缆(2018年6期)2019-01-08 02:45:30
