活塞杆位移探头数据异常原因分析及处理
2019-11-13 09:50:42刘永东刘永华王冠华李太平
石油化工建设 2019年5期
刘永东 刘永华 王冠华 李 峰 李太平
中国石油天然气第七建设有限公司 山东青岛 266300
1 引言
位移、 温度等探头是石油化工工艺流程中大型压缩机组的重要组成部分, 广泛应用于各类机组运行时的实时监控。 由于探头的形式、种类繁多,对安装及调试提出了更高的要求。 同时机组探头安装及调试过程中也会出现诸多不可预见的难题和故障。 活塞杆位移探头位于往复式压缩机组气缸的中间接筒填料函外侧(图1),它可以实时监测压缩机组活塞杆运行状态下的上下浮动量,如果数据过大,则表示活塞体部分的支撑环和活塞环磨损严重, 这也是保障压缩机组正常运行的极为重要的监测手段。

图1 机组外观图
2 过程简介
某石化厂往复式压缩机组(4M 型)试运转过程中发现:1、3 级气缸活塞杆位移探头控制室显示数据为200~300μm;2、4 级气缸活塞杆位移探头控制室显示数据最大为750μm,并且机组运转过程中位移探头数据波动较大(表1)。根据此次试运转过程,将原因分析及处理方法进行分析总结。
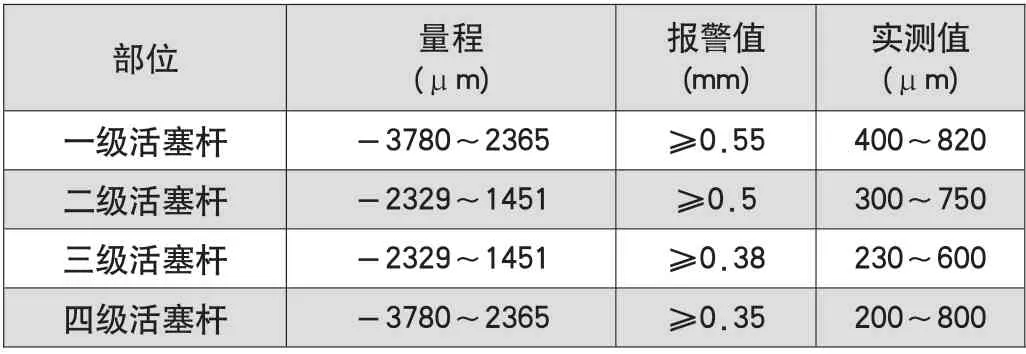
表1 控制室的量程
3 原因分析及处理
3.1 原因一:活塞杆跳动值超差
处理方法:机组停机后按随机资料要求,架设百分表盘车复查活塞杆垂直方向与水平方向的跳动值是否符合设计图纸、随机资料的要求。
检查结果:活塞杆跳动值测量数值符合设计图纸、随机资料的要求。
3.2 原因二:仪表线路、设备出现故障
(1) 检查探头延长线外观、规格、型号是否与前置放大器铭牌相匹配。 处理方法:更换探头延长线。
(2) 检查从现场一次设备至控制机柜的线路所有接线处的紧固情况。 处理方法:从新制作电缆头、紧固接线端子。
(3) 检查探头锁紧螺帽是否松动;延伸电缆中间接头是否松动或接触不良; 前置器连接头是否滑扣或松动。 处理方法:探头安装时用合适的工具上紧螺帽,用手拧紧后,再用尖嘴钳紧固1/8 圈即可。
(4) 检查前置器或3500 卡件处接线端子是否松动或接触不良;探头延伸电缆是否破皮;线路屏蔽线是否接地;电缆屏蔽层剥离是否过长等现象。处理方法:重新制作电缆头;线路屏蔽线接地则需确认接地位置,判断是否需更换电缆或者对电缆头处屏蔽层进行绝缘处理。
(5) 检查卡件附件是否有电磁干扰;查看现场不正常卡件位置相近卡件的仪表回路系统的历史曲线,是否也存在显示波动现象。 处理方法:如果同样存在,应检查电缆敷设路径或者周围是否有交流电源电缆,并对交流电源电缆进行隔离。
3.3 原因三:仪表回路故障
将活塞杆下沉探头延长线在接线箱处拆开, 在前置放大器前段利用过程校验仪(一般为福禄克745)送模拟信号,检查仪表回路是否正常。 如果仪表回路不正常,则逐级检查接线箱电缆接线、接线箱至控制机柜电缆、控制柜卡件、控制器及控制系统组态。
处理方法:更换卡件、调整组态。
注意事项:仪表回路检查过程中,在确保压缩机组停机且不影响其他机组工作的条件下, 可以简单的在接线箱内调换至显示正常的活塞杆下沉探头接线位置,在控制柜内调换卡件接线通道,进行判断。
3.4 原因确定及处理方法
通过逐步从机械安装、仪表一次设备、仪表线路、控制机柜卡件及组态等各个施工步骤的仔细排查,反复调整测试探头的零点位置,均确认无问题。 最终断定机组试运过程中造成探头出现数据异常的原因为以下两个:
(1) 探头固定方式引起。 在压缩机组运行过程中因活塞杆运行升温、振动,造成探头固定件变形,导致探头显示不正常。 该探头附带固定支架为∠40×40×3mm ,材质为304 的角钢,与机体采用M8×1.5mm单螺柱固定,与探头过程连接为M10×1.5mm,探头安装孔中心距离机体25mm(图2)。
(2) 压缩机组MCS 系统上位机画面组态参数位移单位精度过低, 在探头检测数据经下位机送至上位机过程中,因组态单位精度过低,造成上位机数据偏差过大报警。
经过仔细分析探头位移曲线、 试运行过程中检测支架温度, 最终确定主要原因为探头固定支架选材不合理。但是压缩机组MCS 系统上位机画面组态参数位移单位精度过低, 也造成了测量数据在报警值附近时产生误报的现象。
最终将压缩机组活塞杆位移探头固定支架更换为∠50×50×6mm ,材质为304 的角钢,探头安装孔中心距机体15mm,并将MCS 系统上位机组态单位mm修改至μm 后,将探头安装、回路测试合格,再次进行机组试运,现场检查及探头显示均正常。

图2 压缩机组活塞杆位移探头安装图
4 结束语
压缩机组在试运转过程中往往会出现机械、 仪表等专业不可预见的种种问题, 只有通过缜密的分析和及时的处理,将出现的问题彻底的解决,才能确保压缩机组安全、平稳的运行。
通过阐述压缩机组活塞杆位移探头出现数据异常时的分析及处理过程,明确了压缩机组探头安装、试运过程中的关键点以及注意事项,对压缩机组探头安装、调试方法的完善及优化施工质量具有一定借鉴意义。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
河北农机(2020年10期)2020-12-14 03:13:42
仪器仪表用户(2020年11期)2020-11-12 04:55:52
天津科技(2018年5期)2018-06-01 09:45:02
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
流体机械(2017年9期)2017-02-06 05:13:58
山东工业技术(2016年15期)2016-12-01 05:31:30
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
石油化工自动化(2015年1期)2015-04-04 18:32:10