
2219铝合金搅拌摩擦焊和钨极保护焊焊接件残余应力的中子衍射研究
2019-11-06 03:13陈星雨刘晓龙吴运新李眉娟陈东风刘蕴韬
原子能科学技术 2019年11期
陈星雨,刘晓龙,*,吴运新,聂 林,李眉娟,孙 凯,陈东风,刘蕴韬,*
(1.中国原子能科学研究院,北京 102413;2.中南大学,湖南 长沙 410083)
2219铝合金具有优异的高温力学性能、高强度和良好的断裂韧性,常用于航天飞行器的燃料贮藏箱和氧化剂槽等关键部位[1]。航天飞行器燃料箱等大型构件多采用焊接技术连接成型,常用的焊接方法主要有钨极保护焊(TIG)和搅拌摩擦焊(FSW)。TIG是在惰性气体保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的熔化焊方法[2]。FSW是一较新的固相连接技术,由搅拌针伸入工件接缝处,通过焊头高速搅拌与摩擦,完成材料软化与焊接[3]。焊接过程后,势必引入残余应力,并影响最终部件的疲劳强度、抗应力腐蚀性能和结构精度等[4],因此焊接件残余应力的准确表征具有十分重要的意义。
目前,国内外在铝合金焊接件残余应力表征方面已展开了许多研究。李亭等[5]采用小孔法对铝合金FSW焊接件进行了残余应力测量,结果表明残余应力以纵向残余应力为主,拉应力范围主要在轴肩区域;Staron等[6]采用中子衍射法对2024铝合金FSW焊接件残余应力进行测量,结果表明纵向应力分布呈双峰特征;李庆庆等[7]采用X射线法测量了2219铝合金TIG焊接件表面残余应力分布,最大纵向拉应力为165 MPa,位于焊缝中部热影响区。然而,对于2219铝合金焊接件残余应力尚未开展三维深度残余应力研究。在各种测量技术中,中子衍射法具有三维深度无损的优势[8],因此利用中子衍射法进行2219铝合金FSW和TIG焊接件残余应力测量具有极大应用价值。
本工作通过中子衍射法分别对2219铝合金FSW和TIG焊接件进行残余应力测量与分析,以得到两种工艺焊接件的残余应力分布,为理解和控制2219铝合金焊接件残余应力分布提供实验依据。
1 样品制备
实验样品分别采用FSW和TIG进行焊接。样品材料为10 mm厚的2219铝合金,主要成分列于表1。其力学性能为:抗拉强度455 MPa,屈服强度352 MPa。样品尺寸均为200 mm×200 mm×10 mm。焊接参数为:FSW的搅拌针转速为1 200 r/min,焊接速度为100 mm/min,轴肩半径为10 mm,搅拌针半径为2 mm,焊缝宽度为20 mm;TIG的焊接电流为220 A,焊接电压为32 V,焊接速度为2 mm/s,焊缝宽度为8 mm。

表1 2219铝合金的主要化学成分Table 1 Main chemical composition of 2219 aluminum alloy
2 中子衍射实验
2.1 测量原理
中子衍射法测量残余应力的基本原理为:一定应力状态引起的材料宏观应变与晶格应变相关,而晶面间距的变化将引起Bragg衍射峰的位置移动。由布拉格定律(式(1))可知,波长为λ的中子束通过样品后,衍射峰的位置θ将发生偏移。通过测量样品与无应力试样对应位置处的衍射峰位置,可得到应变ε。
λ=2dsinθ
(1)
(2)
式中:d为待测点的晶格面间距;d0为无应力试样对应位置处的晶格面间距;θ为样品衍射峰位置;θ0为无应力试样对应的衍射峰位置。
对于被测应变εφφ,可用给定坐标系下的正应变和切应变来表示,一般需测量至少6个方向的应变以解出应变分量。如果已知该点应力的主方向,则没有切应变,因此只需测量3个主方向的应变。通过广义胡克定律:
(3)
可将应变转换为3个主应力方向的应力,式中i=1、2、3分别对应3个正交方向,Ehkl为对应晶面的弹性模量,vhkl为对应晶面的泊松比。
2.2 实验测量
残余应力测量实验在德国亥姆霍兹柏林材料与能源研究中心(HZB)的E3谱仪上进行。谱仪使用Si(400)晶面的双聚焦单色器,起飞角为74°,中子波长为0.148 nm,选择受晶间应力影响较小且衍射强度较高的Al(311)为研究晶面,对应的弹性模量E311为69 GPa,泊松比v311为0.35。
FSW和TIG焊接件的测量路径示于图1。测点分布在FSW焊接件中间位置的A-A横截面和TIG焊接件中间位置的B-B横截面。预估A-A横截面和B-B横截面上靠近焊缝区部分的应力变化较大,因此在垂直焊缝方向,焊缝两侧区域测点间距5 mm,焊缝内部测点间距2.5 mm,外侧测点间距15 mm,垂直焊缝方向共设置23个测点,样品右侧因有夹具遮挡,测点有所减少。沿板材厚度方向,测点间距2.5 mm。入射狭缝的宽度和高度均2 mm,径向准直器的衍射束取样尺寸为2 mm。
由于焊接件在厚度方向的尺寸远小于长宽方向的尺寸,因此厚度方向的温度梯度较小,厚度方向的应力可假定为平面应力状态[9-10]。令式(3)中的σ3=0,并将式(2)代入式(3),可解出平面应力状态下的d0。
(4)
因此无需测量无应力试样的晶格面间距d0。
3 结果与讨论
样品厚度仅10 mm,可视为平面应力分布,重点分析纵向和横向残余应力的分布和变化。
3.1 FSW焊接件残余应力测量结果
图2为FSW焊接件上、中、下层3条线的焊接残余应力分布。由图2可知,轴肩作用区域附近,纵向残余应力呈不对称残余拉应力分布。残余拉应力峰值出现在轴肩边缘外侧的热影响区域。焊缝中心的残余拉应力值小于轴肩边缘区域,这主要是由于搅拌针的搅拌和高温使中心区域发生动态再结晶,从而一定程度上降低了中心处的拉应力[11]。纵向残余应力在远离焊缝区形成相平衡的压应力。纵向残余应力值分布在-42~101 MPa之间。

图1 FSW和TIG焊接件的测量路径Fig.1 Measuring path of FSW and TIG sheets
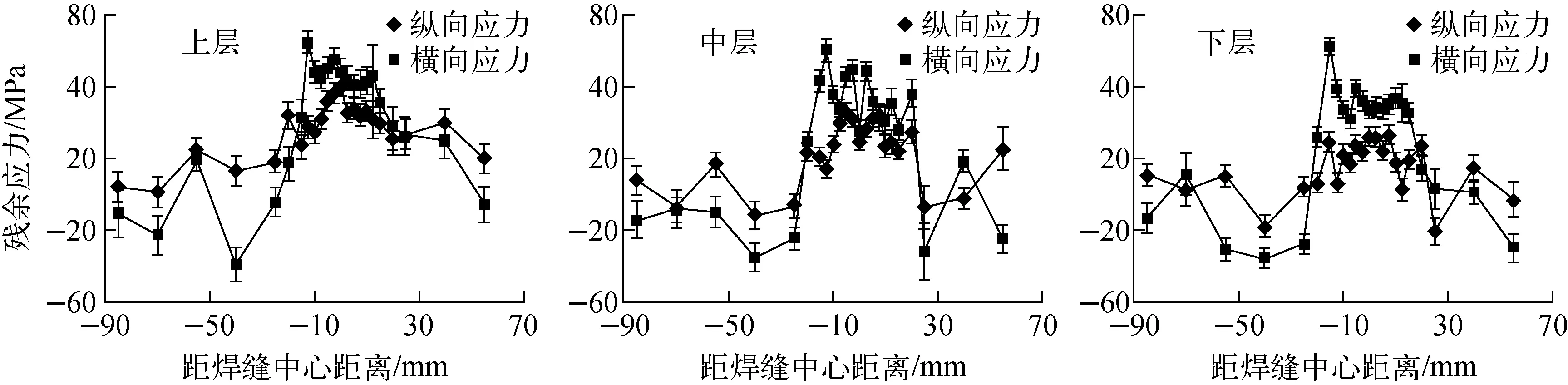
图2 FSW焊接件残余应力分布Fig.2 Residual stress distribution in FSW sheet
前进侧由于轴肩上每点的线速度与前进方向相同,形成叠加,轴肩与材料之间的相对速度更大,因此会带来更大的摩擦热,从而导致更大的残余应力。图2中负轴为前进侧,正轴为后退侧,可看出残余应力分布不对称,且前进侧的残余拉应力峰值相对高于后退侧的。
和纵向残余应力相比,横向残余应力相对较小,应力分布在-16~47 MPa之间。纵向残余应力是FSW焊接过程形成的主要残余应力。
FSW焊接件纵向残余应力的数值较大,为比较不同厚度处的残余应力水平,从图2提取不同厚度处的纵向残余应力分布,如图3所示。从图3可看出,上层残余应力峰值略小于下层的峰值。主要原因是上层焊接区域受轴肩的摩擦作用和顶锻作用,对抑制焊后残余应力起重要作用[12-13]。构件下层的顶锻作用减小,对残余应力的抑制减小。此外,下层的再结晶程度相对较小,应力释放程度降低,因此下层的残余拉应力较大。中间层残余应力分布介于上层与下层之间。
3.2 TIG焊接件残余应力测量结果
图4为TIG焊接件上、中、下层3条线的焊接残余应力分布。由图4可知,焊接区域内纵向残余应力呈拉应力分布,纵向残余应力峰值位于对应厚度处的焊缝边缘区域,外侧为相平衡的压应力区域。形成原因是在焊接过程中,焊缝区域的材料温度高,导致膨胀,该部分受相邻材料约束先产生压应力;在冷却过程中,这部分将产生收缩,但被附近的材料牵拉,从而形成拉应力区域。TIG焊缝中心区域的纵向残余拉应力小于焊缝边缘区域处拉应力,主要由于铝合金材料热扩散系数较大,焊缝中心的高温区域出现弹性应力松弛,一定程度上降低了该区域残余拉应力[14]。此外,盖面焊的焊缝宽度为12 mm,略宽于宽度为8 mm的打底焊焊缝,因此随厚度的增加,焊缝宽度减小,拉应力最大值所在位置间距减小。上层纵向残余应力分布在-69~174 MPa之间。
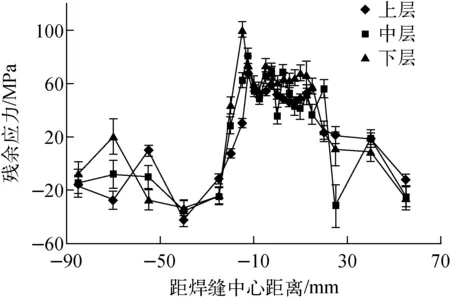
图3 FSW焊接件厚度方向纵向残余应力分布Fig.3 Longitudinal residual stress distribution through thickness in FSW sheet

图4 TIG焊接件残余应力分布Fig.4 Residual stress distribution in TIG sheet
与FSW焊接件类似,和纵向残余应力相比,TIG焊接件的横向残余应力相对较小,应力分布在-24~43 MPa之间。纵向残余应力为TIG焊接过程形成的主要焊接应力。
TIG焊接件纵向残余应力的数值较大,为比较不同厚度处的残余应力水平,从图4提取不同厚度处的纵向残余应力分布,如图5所示。从图5可看出,下层的纵向残余拉应力峰大于上层的纵向残余拉应力。TIG常用的焊接方法为先进行一层打底焊,再进行一层盖面焊。下层区域由于受到两次焊接热循环的作用,将形成较大的残余拉应力峰。同时,打底焊时形成的压缩变形会对上层区域起到预拉伸的作用,从而使上层纵向残余应力略小于下层纵向应力[15]。中间层残余应力分布介于上、下层之间。
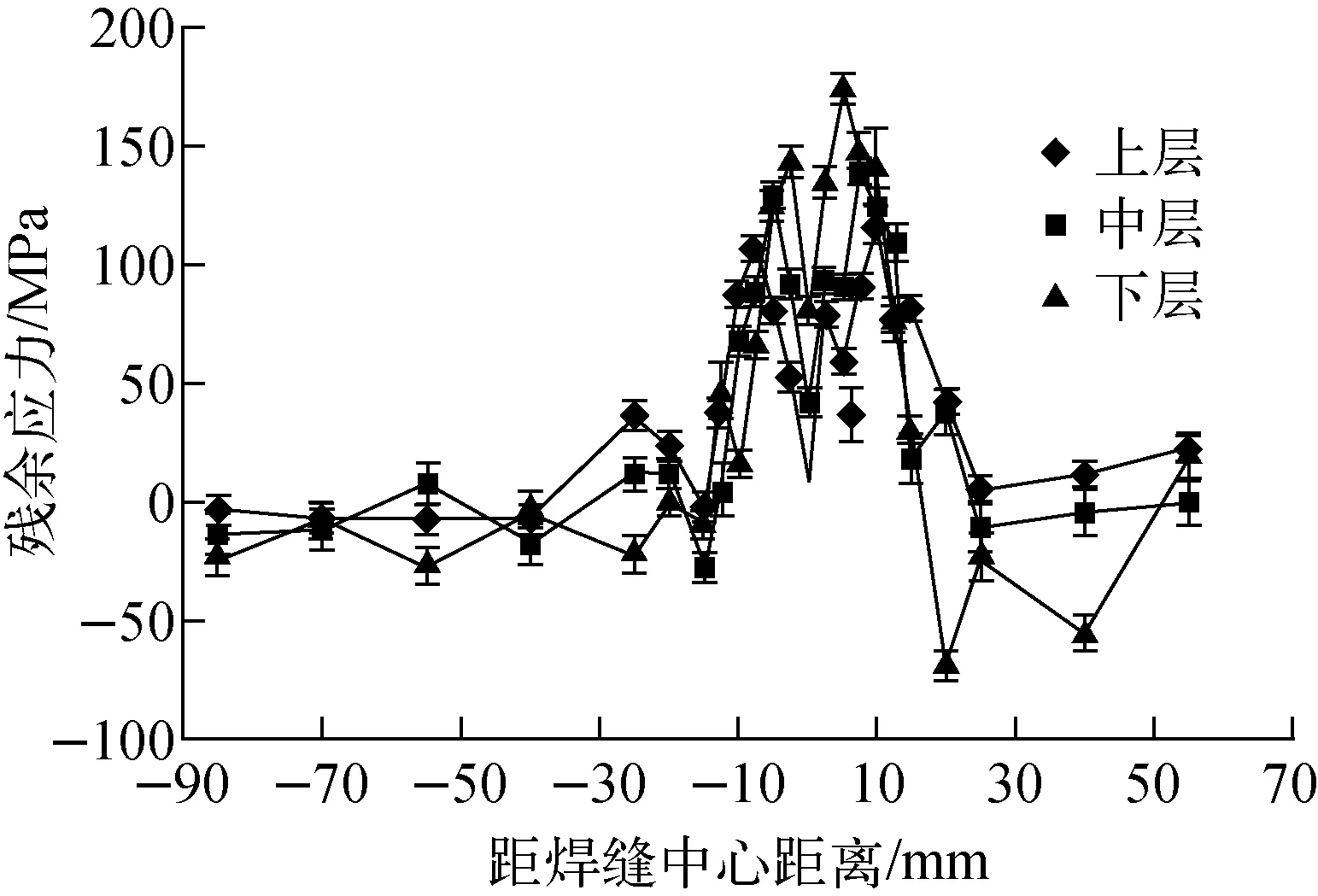
图5 TIG焊接件厚度方向纵向残余应力分布Fig.5 Longitudinal residual stress distribution through thickness in TIG sheet
3.3 FSW和TIG焊接件残余应力比较
为比较两种焊接工艺的焊后残余应力分布,选择了FSW和TIG焊接件的下层纵向残余应力结果进行比较,结果如图6所示。
FSW焊接件的残余拉应力峰值小于TIG焊接件的残余拉应力峰值,且FSW焊接件的纵向残余应力分布整体更平缓。原因主要有:FSW是固相焊接技术,焊接过程中的最高温度一般只有金属熔点的80%,低于熔化焊的焊接温度,带来的变形和应力相对较小[16];FSW除摩擦热外,还存在轴肩的顶锻作用,而顶锻作用有利于降低残余应力。两种原因综合影响,使得FSW焊接件的残余应力相对小于TIG的。

图6 FSW和TIG焊接件下层纵向残余应力分布比较Fig.6 Comparison between longitudinal residual stress distribution of lower plane in FSW and TIG sheets
4 结论
利用中子衍射技术获得了2219铝合金FSW和TIG焊接件的三维残余应力分布,得到结论如下。
1) 焊接纵向残余应力较大,其中TIG焊接件的纵向残余应力范围为-69~174 MPa,FSW焊接件的纵向残余应力范围为-42~101 MPa;横向残余应力及法向残余应力相对较小。
2) FSW焊接件的纵向残余应力在轴肩范围内为残余拉应力,残余拉应力最大值处于轴肩边缘的热影响区;前进侧的残余拉应力峰值大于后退侧的残余拉应力峰值;轴肩区外为平衡的残余压应力;焊接件上层区域的最大残余拉应力小于焊接件下层区域。
3) TIG焊接件的纵向残余应力在焊接区内为残余拉应力,焊接区外为平衡的残余压应力;残余拉应力最大值处于焊缝边缘;焊接件上层区域的最大残余拉应力小于焊接件下层区域。
4) FSW与传统熔化焊相比,引入的残余应力较小,有助于延长工件寿命和提高服役性能。
感谢德国亥姆霍兹柏林材料与能源研究中心Wimpory博士在中子衍射实验和数据处理方面给予的支持和帮助。
猜你喜欢
包装工程(2022年15期)2022-08-23
核安全(2022年3期)2022-06-29
世界有色金属(2021年13期)2021-11-03
中国新技术新产品(2020年4期)2020-05-05
宇航计测技术(2019年3期)2019-10-29
表面工程与再制造(2019年3期)2019-09-18
少年文艺·开心阅读作文(2017年1期)2017-02-24
考古与文物(2016年5期)2016-12-21
中学生数理化·中考版(2016年8期)2016-12-07
小天使·四年级语数英综合(2014年3期)2014-03-21
