
铜合金零部件损伤修复技术的研究进展*
2019-10-26 03:03张雨豪郭迎春王晓明
模具制造 2019年9期
朱 胜,张雨豪,郭迎春,常 青,王晓明,赵 阳
1.陆军装甲兵学院装备再制造技术国防科技重点实验室(北京 100072)2.中国人民解放军32180部队
1 引言
铜合金由于其良好的加工性、导电性、导热性、抗疲劳性及在海洋等复杂环境下的耐腐蚀性而广泛被应用于交通、电力、电子、汽车、船舶等领域[1~3]。以船舶工业为例,一艘船舶上的铜及铜合金构件总重量约为自重的2%~3%[4],其中紫铜用于制造导电部件;铝青铜、锰青铜等主要用于高负荷下的耐磨零件;镍铝青铜主要用作螺旋桨等与海水接触的耐腐蚀零件;白铜主要用作散热器、管道系统等部件[5]。
然而,铜合金的硬度比较低,表面耐磨性比较差,在应用过程中表面容易产生划痕等损伤,另外铜合金熔点较低,在高温条件下易发生粘着磨损、蠕变等失效[6~7]。一些大型零部件如螺旋桨等,制造成本高,甚至有些依赖于进口,一旦出现局部损伤便需要整体更换,且更换周期长,停工期间造成的经济损失不可估量。因此为了延长其使用寿命,提高其耐磨、耐腐蚀等性能,国内外许多学者对铜合金构件的损伤进行分析,并采用不同的加工技术对其进行修复。铜合金构件的工作条件、元素组成、损伤形式决定了需要采用的修复手段。铜合金常用的修复技术有堆焊技术[8]、电火花沉积技术[9]、电刷镀技术[10]、激光熔覆技术[11]、冷喷涂技术等[12]。本文总结了各个领域常用的铜合金构件损伤形式及相对应的修复技术,对比各技术的优势及存在的问题,预测了铜合金构件修复技术的发展前景。
2 铜合金常见的损伤形式
铜合金的损伤形式主要取决于其成分、设计、加工工艺以及工作环境。可进行修复的铜合金构件损伤多集中于表面,主要分为腐蚀和机械损伤两大类:①腐蚀主要包括化学腐蚀、电化学腐蚀和微生物腐蚀;②机械损伤主要包括划痕、磨损、疲劳点蚀等。高锰铝青铜中的铸造缺陷和脱铝常常会造成循环应力下的腐蚀裂纹[13];用作摩擦副的铜合金表面凸起部分承受较大的剪切应力,造成犁削磨损。同时高速摩擦产生的热量积累在表面,造成摩擦副局部焊合,产生粘着磨损[14]。
铜的电极电位较高,在酸碱平衡且干燥的情况下很难出现腐蚀倾向,但长期处于含氧气、Cl-、NH4+的水中或高温、高盐分的海水或大气中,则会产生比较严重的腐蚀[15]。脱锌腐蚀是黄铜最严重的腐蚀形式,氯化物和酸性介质是促进脱锌的因素。锌溶解后留下的缝隙和空洞又加速了铜基体的冲刷腐蚀和沉积腐蚀,而且研究表明锌的含量越低脱锌倾向便越不显著,如图1所示,随着锌含量的增加,腐蚀深度不断加深,因此修复材料的选择尤为重要,应控制锌的含量不超过10%并适当加入As、Sb等元素抑制单相黄铜[16]。同时选择合适的工艺防止晶界偏析和表面粗糙度过高,以减少沉积腐蚀和冲刷腐蚀的效果。

图1 黄铜的含锌量与腐蚀深度的关系[17]
空泡腐蚀是一种疲劳破坏,裂纹沿晶界、第二相粒子等扩展导致晶粒剥落[18],在构件表面产生海绵状凹坑或针状的麻点,并伴随产生鱼鳞坑和疲劳辉纹[19]。体现耐空泡腐蚀性能的指标是疲劳强度,而不能仅仅通过表面硬度进行衡量[20]。S.Ariely研究了水冷系统泵的叶轮的空泡腐蚀现象,叶轮上的铸造缺陷曾被堆焊修复过。但是由于焊接精度不足导致了局部水流的不规律从而使得修复区域的扰动和冲刷作用增强,凹坑集中于焊接区域,造成了二次损伤,如图2所示[21]。R.H.Richman认为机械孪晶作用和较小程度应变引起的相变可以增强金属的抗空蚀能力[22]。
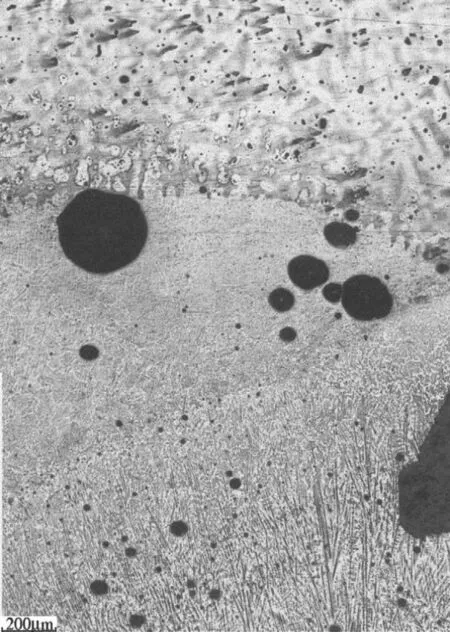
图2 焊接区域空蚀形貌与原合金对比
除此之外,其他一些因素,包括合金本身性质和环境,都影响了铜的耐空蚀能力,如表1所示。
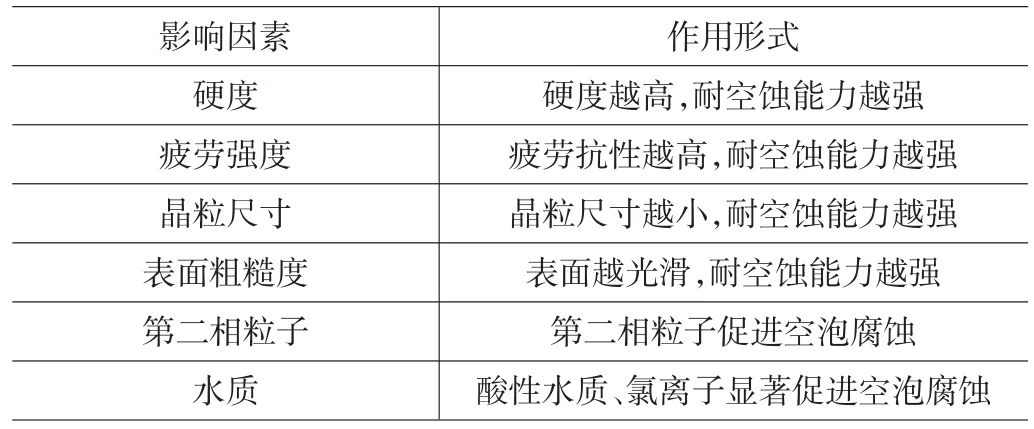
表1 一些影响空蚀作用的因素[23]
铜合金的另一种典型失效形式是摩擦磨损,主要包括粘着磨损、磨料磨损、疲劳磨损等类型[24]。铜合金等质地较软的金属表面会在剪切力的作用下形成楔形结构,进而这些部分与基体发生拉伸、断裂[25],因此耐磨性不仅仅取决于硬度,还应该有较低的表面粗糙度值和良好的断裂韧性。李志强等通过热处理将镍铝青铜摩擦系数由0.34降至0.29[26],磨损率由60.55降至6.94;徐胜伟研究发现铜合金主要模式形式是粘着磨损和磨粒磨损[27],并伴有少量的氧化磨损。通过与表2不锈钢的干摩擦实验发现,铸造黄铜的平均摩擦系数最小但是磨损量最大,而磨损量较小的铝青铜耐磨性良好。
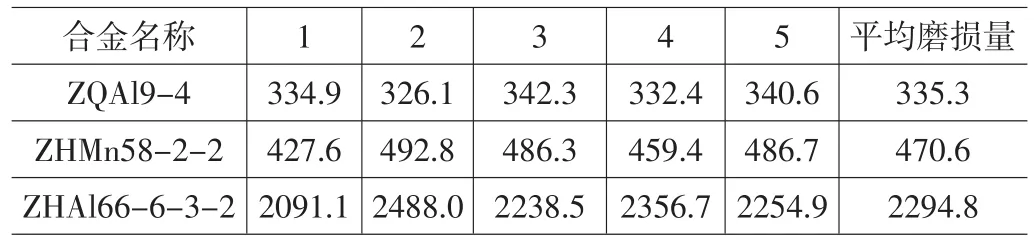
表2 3种铜合金与304不锈钢干摩擦试验的磨损量 mg
3 铜合金表面修复技术
除了相应的力学性能之外,在铜合金构件表面制备修复层时还要考虑诸多因素,如:加工参数与材料的性质及功能的匹配性、基体与修复层之间的相容性及热膨胀系数差异、出现缺陷时材料的自修复能力、材料成本、操作可行性等[28]。在构件没有发生断裂蠕变、整体疲劳等严重失效的情况下,可以采用表3中一些手段进行修复。且这些技术还可以在尚未发生损伤时用于制备涂层以提高构件的使用寿命。
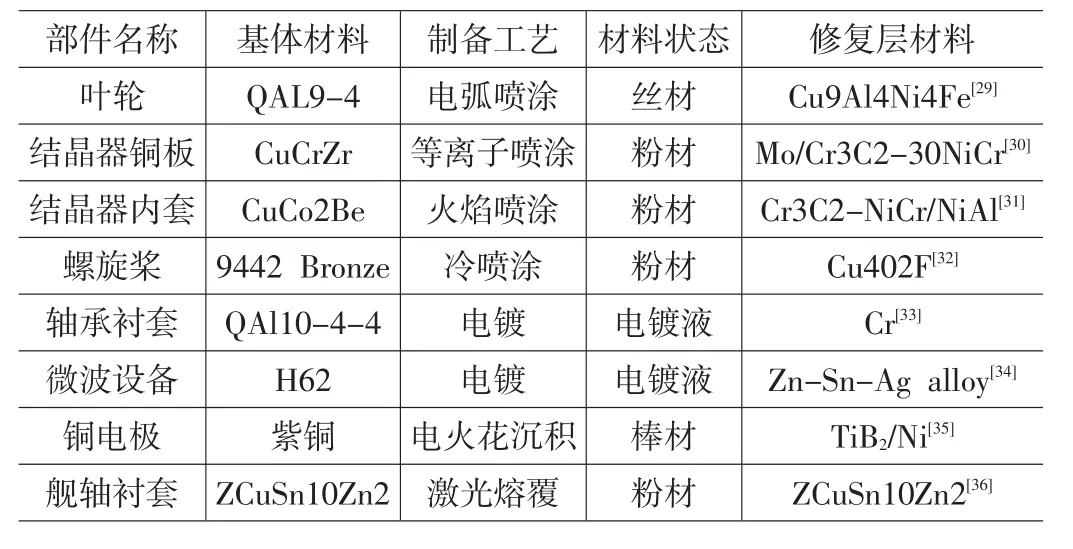
表3 一些铜合金涂层制备技术及涂层材料
3.1 堆焊技术
堆焊是最早被用于修复受损零件的技术,堆焊具有焊层厚度大,焊层质量好,与基体结合强度高等特点。但由于传统的电弧堆焊发热量大,焊层的外形及表面粗糙度不好控制,还会产生一些气孔。往往需要进一步加工。在用于铜合金修复时,常常会伴随工件变形和氧化等问题,因而会导致焊层质量较好但其他区域力学性能下降。目前常用于铜合金修复的等离子弧堆焊具有中心温度高、热量集中等特点[37]。张磊研究了青铜修复层相组成物随电流的变化[38],随着电流的增加,堆焊组织逐渐由板条状α相过渡到γ2相、β’相,最终演变为片状的K相。K Zhang等设计了一套利用堆焊技术修复大型铜合金螺母的焊接组合设备[39],如图3所示。除了图3所示的主要结构以外,该设备还包括粗化、清洗、预热、保护气体和自动控制系统,保证了堆焊的修复层质量和加工精度,解决了堆焊时易产生变形的问题。

图3 超大型铜螺母修复设备
3.2 电火花沉积技术
电火花沉积原理是电极与工件之间的工作介质被电压击穿,瞬间产生可达两万度的高温,使电极材料熔化,并通过等离子弧的过渡效应将熔滴沉积到基体上[40]。电火花沉积的优势十分适合用于铜合金修复,比如能量输入低,基体几乎不发热,不会产生氧化、变形;涂层凝固快,甚至能形成非晶组织;涂层与基体的结合强度高,组织致密,成分均匀;电极选择范围广,除金属电极外,还可使用耐磨性的金属陶瓷、防腐蚀性复合材料等[41]。罗平等用电火花沉积技术在黄铜点焊电极表面制备Ni+(ZrB2-TiB2)[42],在涂层中加入Ni消除了复合涂层中的裂纹和分层现象如图4所示,使电极的使用寿命由500次提高到2,000次。
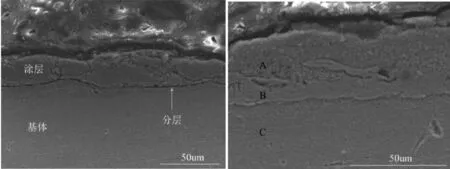
图4 添加Ni元素前后的涂层形貌
然而电火花沉积还存在沉积层厚度较薄、沉积效率低等问题,因此一般用于面积较小、深度较浅的损伤和制备小型零件的涂层。TopalǎP等采用图5设备利用电火花直接往基体表面沉积合金粉末[43],并建立了间隙大小、送粉速度、输入能量与沉积质量之间的数学模型,有效提高了沉积厚度和质量。
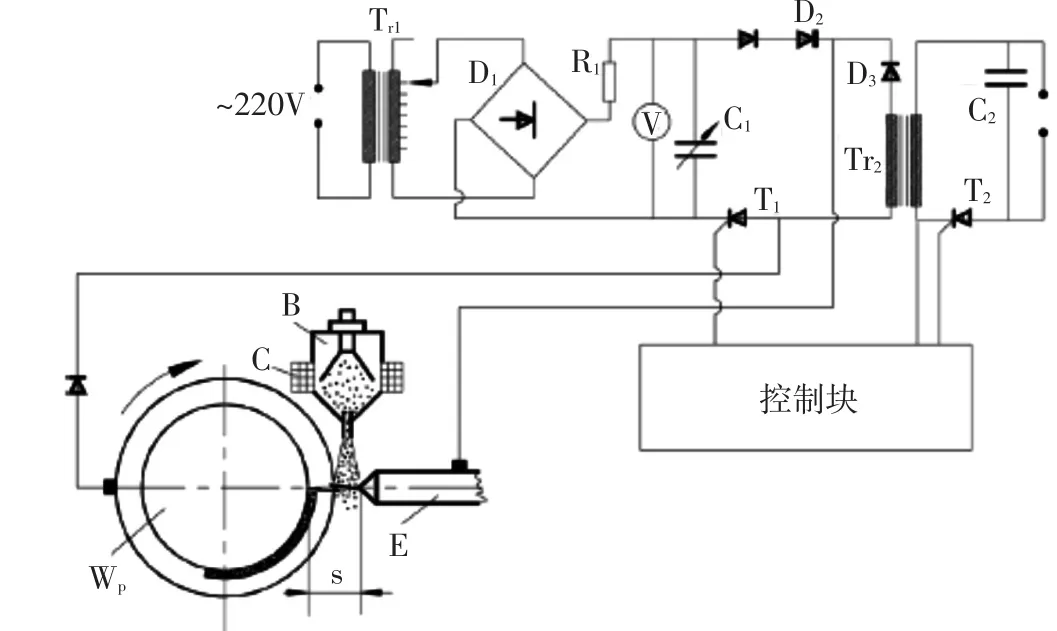
图5 粉末材料电火花沉积设备
3.3 激光熔覆技术
激光熔覆是利用激光将合金粉末和基材一起融化后迅速凝固,在基材表面获得合金层的方法。激光熔覆具有材料体系广泛、能量密度高、涂层厚、易实现自动化等优点,被广泛用于齿轮、轴类等零件的修复[44]。但由于铜合金热传导率高,激光反射率高,被用于熔化基材的能量仅10%左右,难以形成熔池[45]。同时由于收缩系数的差异和温度梯度的存在导致熔覆层易出现气孔和裂纹等缺陷,因此激光修复铜合金构件的关键是针对不同基体材料选取合理的加工参数。曲聪凯在连铸结晶器的铜铬合金板上激光熔覆一层Ni60自熔性粉末[46],在合理的工艺参数下,得到致密、无裂纹、少气孔的优质熔覆层。熔覆层有共晶组织和等轴晶组成,包含Cr、FeSi等弥散强化相,耐磨性和冲击韧性均大幅提高。李强等利用有限元仿真软件模拟了变壁厚黄铜管在激光熔覆时的应力分布和热量分布[47],并提出了变激光吸收率仿真方法,为变壁厚零件的激光修复方案制定提供了理论依据。
3.4 喷涂技术
喷涂技术包括热喷涂、火焰喷涂、超音速火焰喷涂、电弧喷涂、等离子喷涂和冷喷涂技术。其中比较适用于铜合金构件的技术是冷喷涂技术,其原理如图6所示。冷喷涂过程中离子不是熔融状态,而是通过高速撞击并产生严重塑性变形与基体结合,因此不产生热效应,也不会使铜合金发生氧化反应,同时使表面发生加工硬化以提高强度,其涂层组织类似于锻造组织。但冷喷涂涂层与基体不是冶金结合,其结合强度低于其他工艺。
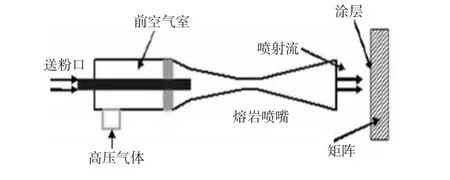
图6 冷喷涂原理图[48]
此外,国内外学者多将冷喷涂制备的涂层用来增强铜合金耐腐蚀性或者直接用于工件的增材制造。Yang K等测试了铜基涂层各个方向上的拉伸强度[49],发现最强拉伸强度是在30°方向上,最低强度是在90°方向上,出现了各向异性。因此应该对涂层进行热处理,或在各个方向上进行喷涂。Heui-Joo Choi等利用冷喷涂技术直接制造用于处理核废料的铜罐[50],每个铜罐可节省原料6t,制造过程中未产生氧化,气孔率仅0.3%,可在地下埋藏14万年。
3.5 重熔技术
通过单一技术制备的修复层,由于其工艺特性而存在一些固有的问题。如激光熔覆层的压应力难以消除、喷涂涂层总是存在大量的气孔。尽管通过工艺的不断改进,应力、气孔、氧化等问题已经已经得到控制,修复层整体力学性能也不再受这些缺陷的影响,甚至适当的压应力还能提高疲劳强度。但这些气孔和应力集中的晶界处是微裂纹和腐蚀发生的区域,而消除这些固有缺陷还需要引入一些其他后处理工艺与修复层制备工艺相复合。铝青铜表面激光重熔之后的Cu402F涂层表面光滑平整,内部重熔区组织致密,耐磨性可提高40%以上,且在海水环境中浸泡36天后能够形成稳定且具有一定厚度的钝化膜,有效阻止腐蚀的进一步发展[51]。傅卫等在结晶器铜版表面先电镀一层镍,再用激光将镀层重熔,获得了无缺陷可靠的冶金涂层。将电镀与激光重熔复合既解决了电镀镍层缺陷较多、结合力不强的缺点,又解决了在铜反射率高,直接熔覆难以形成熔池这两个难题,将两种工艺的优势体现出来[52]。
3.6 复合加工技术
重熔后处理可以实现多种技术优势互补,弥补各种技术之间的固有缺陷,获得性能良好的修复层。但同时也增加了加工的程序,提高了修复成本,降低了修复效率。如果能够将后处理工艺与修复层制备工艺相结合,在一次加工中同时将多种热源的优势发挥出来,既能保证修复层优良的性能,有保证了修复过程的高效性。
早在上个世纪80年代初,W.M.Steen就率先提出了激光-电弧复合焊接的概念[53]。激光-电弧复合焊接将激光熔覆较高的能量密度和电弧焊接的高热电转化效率两种优势相结合,在加工过程中避免了激光的能量损失和电弧的稳定性差等缺点,同时又衍生出了高的电弧稳定性等新的优势。华中科技大学的王珂利用脉冲激光-感应熔覆复合工艺在纯铜表面制备Cr13Ni5Si2金属硅化物复合涂层[54],并利用有限元分析进行参数优化,获得了与基体结合良好,无任何冶金缺陷,组织致密均匀的涂层。
4 结语
由于铜合金热加工的成形性和质量难以控制,修复层制备技术发展还不够成熟,主要是材料种类较少,工艺优化程度不够,修复技术单一难以形成优势互补,具体表现为:
(1)铜合金修复层所应用的材料种类有限。由于铜合金较的热膨胀系数较高,因此,为保证基体材料与修复层材料有较好的相容性,修复层材料往往局限于铜合金和镍基合金,更多能与铜合金兼容的材料亟待开发。
(2)氧化物含量的控制不够。氧化控制是影响修复层质量的关键因素,特别是黄铜件的修复,在加热时会产生严重的氧化、夹杂,这些缺陷严重影响了修复层的耐腐蚀性和结合强度。仅依靠保护气常常难以完全隔绝空气,有时还需要后处理工艺对修复层进行改良,如感应重熔或激光重熔,使密度较小的杂质漂浮至熔池表面。
(3)加工过程工艺优化还有一定的发展空间。修复层晶粒尺寸、致密度、微观组织均受到加工工艺特别是热量输入的影响,因此对加工工艺的优化能够有效控制晶粒尺寸、提高致密度、改善微观组织,还能有效降低气孔、偏析、裂纹等缺陷的发生,进而改善修复层质量。
(4)对复合工艺的研究还需进一步深入。复合工艺的难点在于两种热源之间如何协调,因此应该重点优化加工过程中相应的工艺参数,同时应当灵活运用有限元分析,对加工过程中的温度场进行研究。
猜你喜欢
材料保护(2022年5期)2022-12-07
科技视界(2022年21期)2022-11-08
中国水运(2022年4期)2022-04-27
材料科学与工艺(2022年1期)2022-03-11
表面技术(2022年1期)2022-02-12
纺织器材(2021年2期)2021-12-04
有色金属材料与工程(2021年2期)2021-11-28
粉末冶金技术(2021年1期)2021-03-29
有色金属材料与工程(2020年4期)2020-11-28
兵工学报(2019年4期)2019-05-08
