
装饰面盖注射模设计
2019-10-26 03:03:34姜伯军
模具制造 2019年9期
姜伯军
江苏常州明顺电器有限公司(江苏常州 213015)
1 引言
侧面带有内凹、外凸的塑件成型或加工一般精度的内、外螺纹成型的部分,在注射成型中的塑件顶出脱模机构一般采用设计成活动型芯在机外手动脱模或采用模具结构中设置斜导柱滑块或斜 导滑杆等侧向分型机构来实现自动顶出脱模的方式。
为简化模具结构,同时保证塑件的成型质量和有利于注射成型后的脱模,应正确选用相对应结构的侧向分型形式。以保证塑件在注射成型后脱模时,侧向分型接构件中的成型型腔部分与塑件先行分离,留出塑件脱模所需的空间。
2 塑件的成型工艺性分析
装饰面盖塑件的结构图形及相关尺寸如图1所示,选用材料:ABS(菊黄色)。
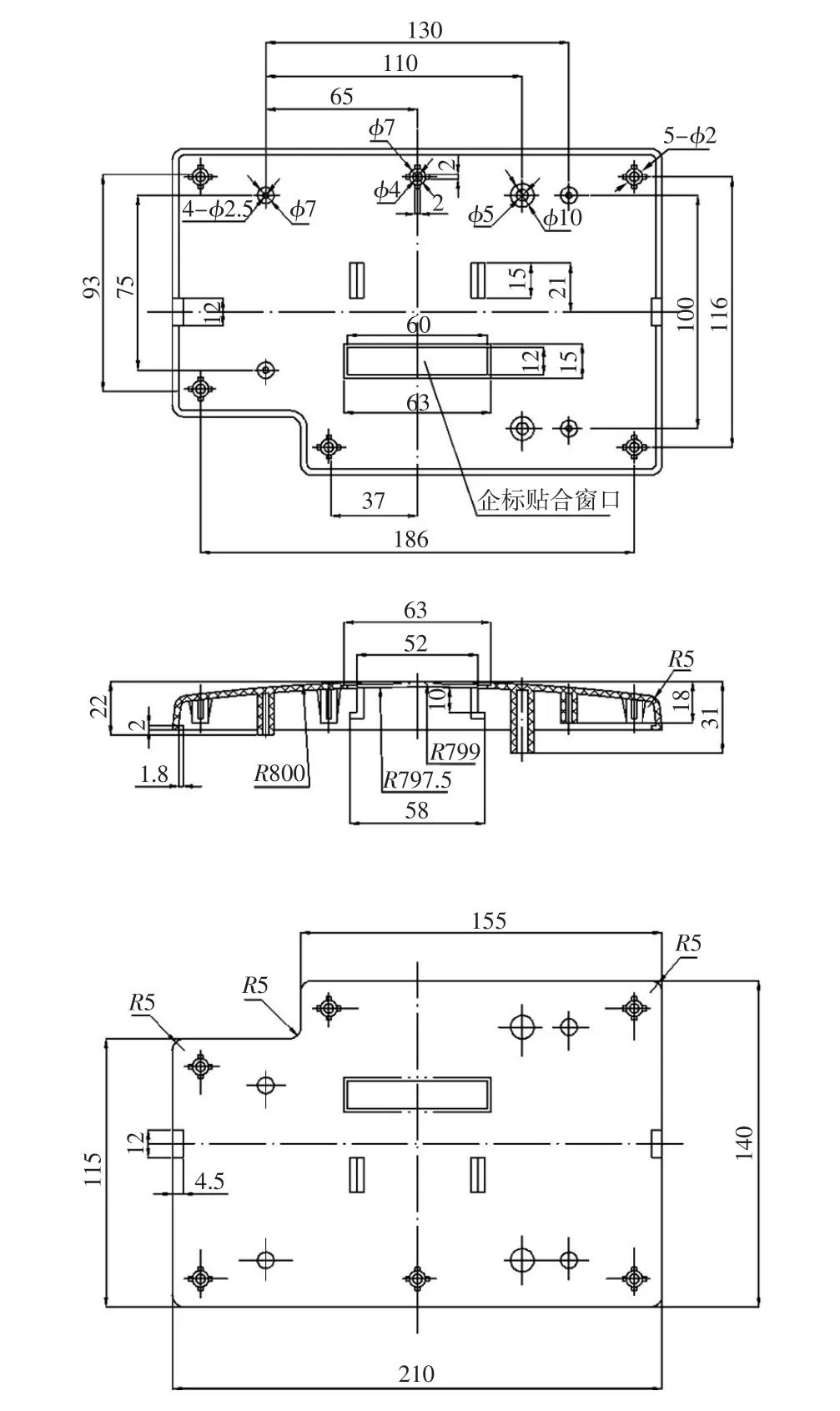
图1 装饰面盖ABS(菊黄)
2.1 塑料成型特性
ABS是一种被广泛应用于家电壳体、各类结构零件、连接件、装饰件等场合的工程塑料,熔体指数适中,注射成型时融体流动性、成型性好。
2.2 塑件的结构工艺性
(1)塑件的尺寸精度与结构特点分析。塑件为矩形弧形面壳体,在壳体内俩侧各有一对称的1.8mm内凸装配用凸肩,在中间部位有一对称的间距为52mm外凸凹的安装其他结构件用凸肩。塑件底部的5个角部有5个直径φ2mm小圆柱是为留有总装时固定用的。在面盖后部还配置了4个小柱体(中间为φ2.5mm孔)。而在弧形面盖中部还开设有15×63mm的长方形企标贴合窗口。
(2)塑件表面质量分析。塑件为整体组装后的外饰面盖,弧形表面有光洁、圆润的要求,且弧面外形不得留有浇口痕迹。其它则没有较高的粗糙度要求。
(3)塑件的结构工艺性分析。塑件外形为矩形弧面壳体,壁厚尺寸较均匀(2.8mm左右),符合注射成型要求。
3 分型面与浇注系统的设计
(1)分型面的选择。选择分型面时,根据分型面的选择原则,应以塑件的最大轮廓为动、定模的分型界面,同时有利于模具型腔内的排气并尽可能的使塑件留在动模部分。在本注射模设计时,矩形弧面为该塑件的最大轮廓。故选择该处为动、定模间的水平分型面,如图2所示。
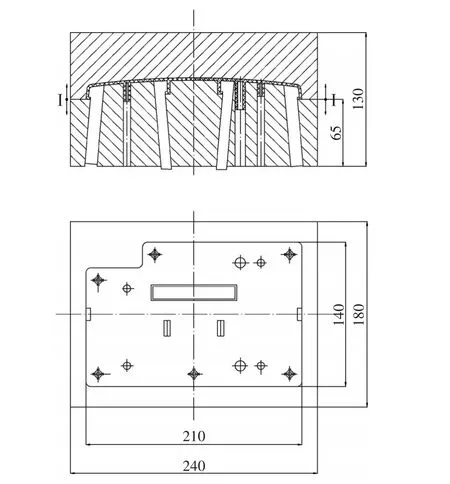
图2 分型面及动、定模分型镶块结构示意图
(2)浇注系统的设计。因塑件为外饰面盖,弧形表面有光洁、圆润的要求,且弧面外形不得留有浇口痕迹。因而浇注系统设计时,利用弧形面盖中部开有15×63mm的长方形窗口,开设侧浇口。在注射成型时,料流充盈的流程和浇注系统的流程较长,但浇注系统进料口开设在63mm的长方形窗口两端端部。缩短了浇注流道的尺寸,使熔体在模具内快速充盈,避免因熔接不良而影响塑件的成型质量。去除浇口后,在该窗口处贴上企标,保证了塑件的外观要求,如图3所示。
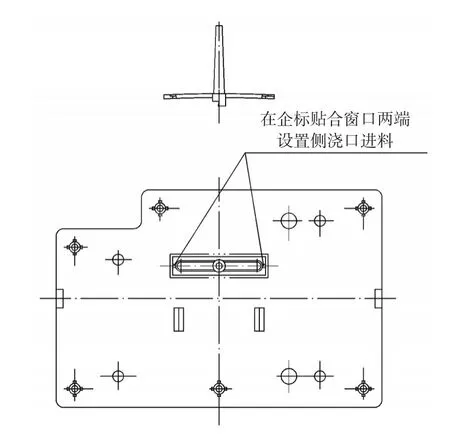
图3 浇注系统侧浇口进料部位模具结构示意图
4 成型部分的型腔设计
(1)装饰面盖外弧形面处为该塑件的最大轮廓。故选择该处作为动、定模间的水平分型。为简化模具型腔的的结构形式。以水平弧形分型为动、定模的模块组合界面。加工整体结构的大件镶块,分别镶入动、定模板内,如图4所示。
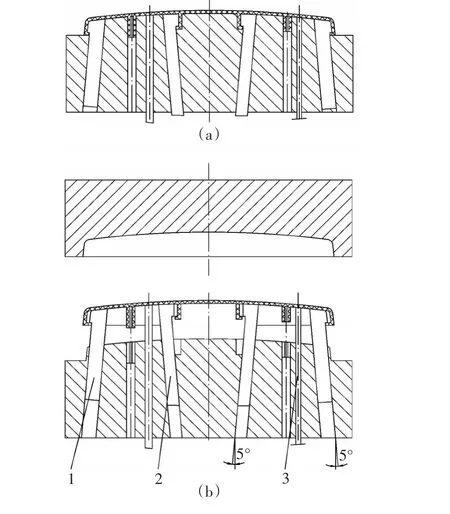
图4 斜导滑杆在注射成型后,推出塑件的同时,滑杆向外移动或向内移动而使塑件顺利脱模
(2)侧向抽芯部分的成型型腔的设计。因在壳体内俩侧各有一对称的1.8mm内凸装配用凸肩,在中间部位有一对称的间距为52mm外凸凹的安装其他结构件用凸肩。塑件的这两个成型部位必须采用侧向分型的结构形式,即成型壳体内俩侧的1.8mm内凸凸肩,该处成型采用斜导滑杆。在注射结束,推出塑件的同时,斜滑导杆向内移动而脱离塑件,而中间部位间距为52mm外凸凹的安装凸肩,用斜导滑杆。在注射成型结束,推出塑件的同时,斜滑导杆向外移动而脱离塑件。如图4所示,图4a为注射成型后,定模上移而塑件处于尚未脱模状态。图4b为注射成型后,定模上移而塑件被完全推出动模部分。
(3)推出机构的确定。针对塑件整个部位的厚度虽较均匀(2.8mm)的结构特点。为防止塑件成型后在顶出过程中产生后变形,在确定模具总装结构方案时,对推出机构的设计方案必须采用斜导滑杆加辅助推杆推出的脱模形式,如图5所示。
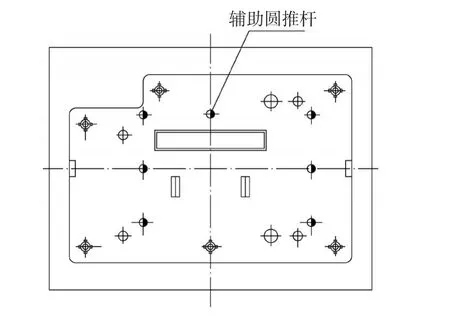
图5 辅助圆推杆分布示意图
5 模具结构设计
模具的总装结构如图6所示。为保证模具的成型精度和防止因采用的脱模方式不合理而产生塑件的后变形,塑件选择了斜导滑杆加两组辅助推杆顶出的形式。
两组斜导滑杆的斜度角度的选取应根据脱模移动的尺寸要求合理确定。即水平移动距离尺寸S=内凹或外凸的实际要求尺寸B+脱模后塑件在推出过程中应留有的移动所需的安全尺寸L。
斜滑导杆的斜度角度一般取5°~8°为最佳。斜度过大,塑件在推离模具时,斜滑导杆与模腔的摩擦力矩大而易加大斜滑导杆的磨损。而斜度过小,塑件在推离模具过程中,因水平距离尺寸S移动过小而损坏使塑件无法脱模。
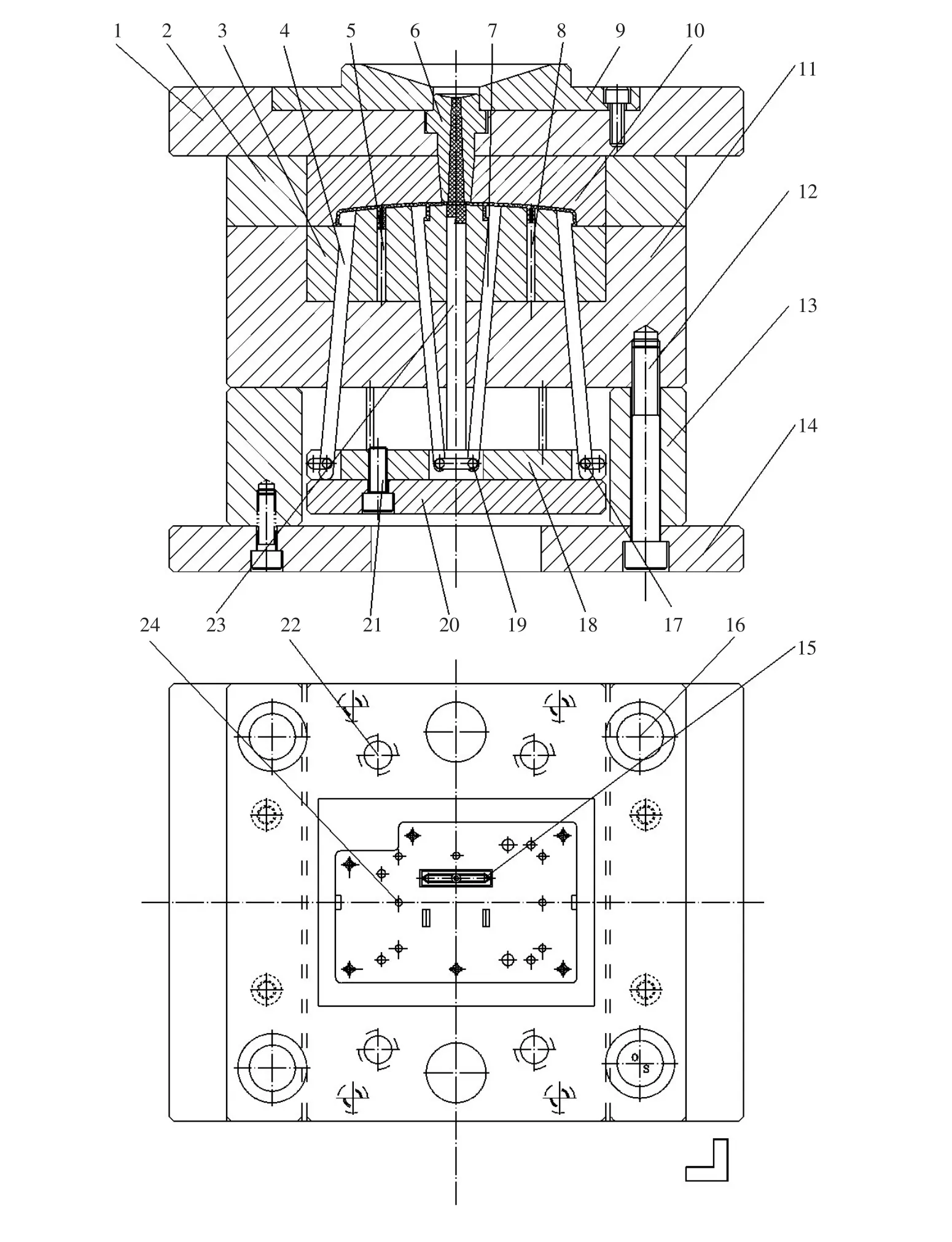
图6 模具总装结构图
这里特别要指出的是:本模具的两组斜滑导杆(分别为件4与件7)的设计斜度角度应完全一致,否则模具无法正常工作,如图4b所示中均确定为5°。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
壹读(2020年1期)2020-12-08 17:04:34
汽车与新动力(2019年4期)2019-09-18 01:43:22
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
