刀具交流磁化处理装置
2019-10-24 10:21:30母德强吕洪旭赵世彧马松彪韩树涛
长春工业大学学报 2019年4期
母德强, 吕洪旭*, 赵世彧, 苍 鹏, 马松彪, 韩树涛
(1.长春工业大学 机电工程学院, 吉林 长春 130012;2.中车长春轨道客车有限公司, 吉林 长春 130012)
0 引 言
提高刀具耐用度一直是机械制造业重点研究问题之一。刀具耐用度的提高,不但可以降低加工成本,而且还能节省由于刀具的装卸、刃磨所需的时间,从而提高生产效率。
采用磁化处理技术对刀具进行处理,是一种较为新颖、有效的刀具处理方式。它是利用磁场对切削刀具进行短时(一般在2 mm左右)处理,在不改变原有加工条件的情况下,可以显著地提高刀具耐用度,具有成本低、速度快等特点,并得到研究工作者和企业工程师们的高度重视。
从国内外研究成果报道来看[1-8],美国在理论和应用方面的研究领先,研究成果已在机械生产加工中得到了应用。而国内的大部分成果处于试验性研究阶段,或简单的现场试验研究,还没有能适用于市场的产品,亟待开发,制约产品应用的一些关键技术问题亟待解决。
文中主要研制一种可用于实际生产中的刀具交流磁化处理装置。装置具有成本低、使用简单的特点,在不改变实际加工条件情况下,对刀具进行优化处理参数分析,最终确定最佳刀具处理参数。
1 刀具磁化处理装置设计
1.1 刀具磁化处理装置系统总体设计
文中研制的刀具磁化处理装置系统结构如图1所示。

图1 刀具磁化处理装置电路系统结构框图
从图1可以看出,刀具磁化处理装置主要包括触摸屏、核心控制系统、程控变频电源、磁化处理腔体。刀具磁化处理装置通过核心控制系统连接的彩色触摸屏进行磁化处理参数设定;之后,核心控制系统对设定参数进行分析计算,产生可编程变频电源的参数信息;然后,核心控制系统通过RS232通信接口控制可编程变频电源输出电压、频率、磁化处理时间,以及去磁形式与时间;最后,再确定处理参数,对磁化处理腔体进行处理。
1.2 磁化处理腔体的设计
磁化处理腔体采取圆柱腔体式,如图2所示。

图2 磁化处理腔体几何尺寸图
磁场强度主要由圈内半径R1、线圈铜线直径d0、圈有效长度L、线圈总层数m层等因素决定。
参考目前的研究成果[9-14],文中所设计的磁化处理腔磁感应强度应大于60 mT。同时,线圈支架采用非导电材料制成,以消除金属支架产生的反向感应电场对磁化处理的影响。
1.3 程控变频电源的设计
程控变频电源电路原理如图3所示。
由如图3可以看出,程控变频电源电路包括Ⅰ~Ⅶ等七部分及电源控制系统部分组成,其中Ⅰ为电源滤波电路;Ⅱ为AC-DC变换电路;Ⅲ为DC-AC变换电路;Ⅳ输出电压检测电路;Ⅴ为输出电流检测电路;Ⅵ为频率及功率因数检测电路;Ⅶ 为通信接口电路;Ⅶ为电源控制系统。
1.4 核心控制系统及触摸屏
文中设计的可编程刀具磁化处理仪核心控制系统采用STM32F4开发系统系统,包括主控制器、RS232接口电路、触摸屏接口电路等三个主要部分,如图4所示。

图3 程控变频电源电路原理图

(a) STM32F4开发系统主控器电路原理图

(b) STM32F4开发系统主控系统RS232接口

(c) STM32F4开发系统主控系统触摸屏接口图4 STM32F4开发系统电路原理图
图4(a)中可以看出,主控制器采用STM32F429IGT6型ARM芯片,包括复位电路、系统时钟电路、RTC时钟电路、备份电源接口等。主控芯片通过图4(b)中电路接口与程控变频电源相连接,向程控变频电源发送控制信息,实现对程控变频电源的时时控制。主控芯片通过图4(c)中电路接口与非标式TFT LCD相连接,由TFT LCD触摸屏获取触控信息,实现磁化处理参数的采集。主控芯片在获得磁化处理参数后,通过计算、分析产生程控变频电源的控制信息,并将控制信息时时发送给程控变频电源。
图4(b)中的RS232接口电路包括RS232的一路9针公头RS232硬件接口、一路9针母头RS232硬件接口、RS232转RS485接口电路等。该接口电路实现主控制器与程控变频电源的连接,控制器通过此接口向程控变频电源发送控制信息。
图4(c)中的触摸屏接口电路包括一个非标式FMC接口。该接口电路实现主控制器与触摸屏的连接,控制器通过此接口采集触摸屏发送的用户信息,用于参数的计算和分析。
2 刀具磁化处理装置研制与参数测试
文中的目标是设计并制作一台能够应用于实际现场的刀具磁化处理装置,能够根据需要完成刀具磁化处理试验和生产需求。对刀具磁化处理线圈的制作、刀具磁化处理线圈的快速更换、刀具磁化处理装置内部的磁屏蔽、刀具磁化处理装置散热等方面给予了特殊考虑。
2.1 装置的研制
文中所研制的刀具磁化处理装置如图5所示。
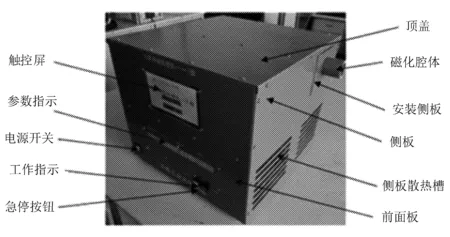
图5 刀具磁化处理装置
2.2 试验方案的设计
研制的刀具磁化处理装置、磁化处理腔支架采用电木管作为磁化处理线圈骨架,消除反向感应电场的影响,参数如下:
磁化线圈有效半长L=150 mm;磁化处理骨架外半径R1=22 mm;磁化线圈线径d0=1.0 mm;磁化线圈层数m=12层。
磁化处理腔体安装结构及接线图如图6所示。

图6 磁化处理腔体安装结构及接线图
为实现对不同尺寸刀具处理,磁化处理线圈腔体尺寸可以根据磁化处理刀具尺寸变动,能够最大限度地满足不同刀具磁化处理的需求,因此,图中的刀具交流磁化处理安装结构能够实现快速更换磁化线圈,磁化处理线圈安装侧板使用螺栓螺母固定在侧板上,与磁化处理装置其它部分不发生关系,更换时仅需拆卸螺栓螺母就可使磁化腔体与磁化处理装置分离,磁化线圈采用插拔式连线方式连接到程控变频电源的输出端。
为减少磁化处理线圈对主控系统、变频电源系统的干扰,内部采用金属横隔板和纵隔板进行分割,将内部分割成三个相对独立部分,每个部分形成一个独立的完整闭合空间,以削弱相互之间的电磁场或磁场的干扰。
变频电源在工作时,为输出足够电功率,其AC-DC转换、DC-AC转换的功率型IGBT产生大量的热量,磁化处理线圈也产生一定热量,为此,在变频电源功率型IGBT上加有金属散热片,在机体侧板变频电源部分对应位置开有排风孔,并且在机体后侧加装两个散热风扇对其进行主动式风冷散热。刀具磁化处理装置散热系统如图7所。

图7 刀具磁化处理装置散热系统
3 参数测试与结果分析
研制的刀具磁化处理装置处理参数测试结果:频率在45~120 Hz连续可调;电压在0~220 V连续可调;最大输出功率1 kW;磁化处理时间在0~999 s间设定。此外,消磁处理电压衰减形式按线性或指数曲线进行,而且,磁化处理和消磁处理全自动顺序完成。
对如图2所示磁化处理腔体中心点磁场强度进行测量,磁化处理腔体几何尺寸及参数为:磁化线圈有效半长L=150 mm;线圈骨架(非导电材料)外半径R1=22 mm;线圈漆包线线径d0=1.0 mm;磁化线圈层数m=12层。频率分别取45、65、85 Hz;电压分别取68、100、115、123、146 V。
磁场强度测量结果和计算结果见表1。

表1 磁场强度测量结果和计算结果
从表1数据可以看出,当频率取45 Hz,电压取146 V时,刀具磁化处理装置线圈中所产生的磁感应强度可达到80.0 mT,但是,输出功率仅为412 W,并没有达到输出功率的最大值1 kW,因此,只要电流值在漆包线耐热允许的情况下,仍可以通过提高电压值来提高磁感应强度。
4 结 语
文中研制的刀具磁化处理装置可根据实际刀具工况设定不同的处理参数:处理时间在0~999 s间设定,处理频率在45~120 Hz间设定,电压在0~220 V间设定,消磁处理电压衰减形式按线性或指数曲线进行。
在刀具放入磁化处理腔体,完成参数设定后,装置能够全自动实现刀具的磁化处理和消磁后期处理,无需人为再次干预,可显著提高刀具磁化处理效率和生产效率、降低生产成本。此外,该装置不但可用于实际生产,由于处理参数连续可调,也可以用做实验研究仪器。
猜你喜欢
装备制造技术(2020年3期)2020-12-25 05:21:56
装备制造技术(2020年1期)2020-12-25 05:18:16
电子制作(2018年19期)2018-11-14 02:37:02
新农业(2018年3期)2018-07-08 13:26:56
新农业(2018年3期)2018-07-08 13:26:56
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
电子制作(2016年1期)2016-11-07 08:42:54
电子制作(2016年23期)2016-05-17 03:53:28
电源技术(2016年9期)2016-02-27 09:05:45
中国舰船研究(2015年2期)2015-02-10 06:45:55