高活性乳酸菌发酵型番茄酱生产工艺研究
2019-10-21 09:25徐清萍王语迟纵伟赵光远
郑州轻工业学院学报(社会科学版) 2019年4期
徐清萍 王语迟 纵伟 赵光远


摘要:采用正交试验设计方法,以乳酸菌活菌数为指标,考察了乳酸链球菌接种量、嗜酸乳杆菌接种量、菊芋添加量、甜味剂添加量、盐添加量和发酵温度6个因素对乳酸菌发酵型番茄酱生产过程中乳酸菌活菌数变化的影响,优化了高活性乳酸菌发酵型番茄酱的生产工艺.结果表明:采用乳酸链球菌和嗜酸乳杆菌复合发酵,有利于提高发酵型番茄酱中乳酸菌活菌数;适当添加菊芋有利于乳酸菌的增殖,而甜味剂和盐的使用对乳酸菌增殖影响较小;发酵温度在30 ℃以上时有利于乳酸菌的增殖.高活性乳酸菌发酵型番茄的适宜生产工艺条件为乳酸链球菌接种量1.0%~2.0%,嗜酸乳杆菌接种量2.0%,菊芋添加量15%~20%,发酵温度30 ℃.该条件下制得的高活性乳酸菌发酵型番茄酱(乳酸菌活菌数保持在109 CFU/mL)的最佳保存期为30 d.
Abstract:The orthogonal experimental design method was used, the live bacteria count of lactic acid bacteria was taken as an indicator to investigate the effects of Streptococcus lactis inoculation amount, Lactobacillus acidophilus inoculation amount, jerusalem artichoke addition, sweetener addition, salt addition and fermentation temperature on the changes of live bacteria count in the production of lactic acid bacteria fermented tomato sauce. The production process of high\|activity lactic acid bacteria fermented tomato sauce was optimized. The results showed that the combined fermentation of Streptococcus lactis and Lactobacillus acidophilus was beneficial to increase the live bacteria count of lactic acid bacteria in fermented tomato sauce. Appropriate addition of jerusalem artichoke was beneficial to the proliferation of lactic acid bacteria, and the use of sweeteners and salts had little effect on the proliferation of lactic acid bacteria; When the fermentation temperature was above 30 ℃, it was beneficial to the proliferation of lactic acid bacteria. The suitable production conditions for high\|activity lactic acid bacteria fermented tomato sauce were Streptococcus lactis inoculation amount 1.0%~2.0%, Lactobacillus acidophilus inoculation amount 2.0%, jerusalem artichoke addition 15%~20%, fermentation temperature 30 ℃. The optimum storage period of the highly active lactic acid bacteria fermented tomato sauce (the live bacteria count of lactic acid bacteria kept at 109 CFU/mL) prepared under these conditions was 30 days.
關键词:发酵型番茄酱;乳酸菌;活菌数;生产工艺
Key words:fermented tomato sauce;lactic acid bacteria;viable bacteria count;production process
中图分类号:TS255.53 文献标识码:A DOI:10.3969/j.issn.2096-1553.2019.04.002
文章编号:2096-1553(2019)04-0008-07
0 引言
番茄广泛栽培于我国南北各地,具有丰富的营养和特殊的风味,可以生食、煮食等.在食品工业中,番茄主要用于生产番茄酱[1].选择成熟红番茄,经破碎、打浆、去除皮籽、浓缩、装罐、杀菌等工序即可生产出番茄酱[2].目前番茄酱产量非常大,据相关新闻报道[3],2017年全国种植番茄面积约100万亩,番茄酱加工企业共有182家,其中2017年开机生产企业100家,45%的加工企业全年未开工,产能过剩的问题已十分突出,因此,开发新型的番茄深加工产品是解决这一问题的有效途径.
番茄中含有葡萄糖、果糖、柠檬酸、多酚、黄酮、维生素、钙、镁等[4],有利于益生菌的生长[5-6].益生菌能在人类和动物肠道内定殖、生长,并具有抑菌、抗癌、提高免疫力和预防腹泻等作用[7].采用益生菌发酵番茄酱能够综合益生菌发酵产品和番茄酱产品的优点,使得经混合发酵制备的番茄果酱[8]、番茄饮料[9-10]等有望成为具有广阔市场前景的新型产品.目前尚未见关于采用乳酸菌发酵制备发酵型番茄酱的相关研究报道.采用发酵法可以减少番茄酱传统方法制作过程中对番茄原料的加热次数,降低高温对番茄中维生素等的破坏,从而有效提高番茄酱的营养价值[11].鉴于此,本文拟选用具有益生功能的乳酸菌(乳酸链球菌、嗜酸乳杆菌)
,结合其他生产工艺因素(菊芋添加量、甜味剂添加量、盐添加量和发酵温度),采用正交试验设计方法,以乳酸菌活菌数为指标,考察乳酸菌在番茄酱发酵生产过程中的变化规律,并优化发酵型番茄酱的生产工艺,
以期制备高活性乳酸菌发酵型番茄酱,进而为新型番茄深加工产品的工业化生产提供一定的理论参考.
1 材料和方法
1.1 实验材料
1.1.1 原料
番茄、菊芋、豆芽,市售,新鲜无霉烂变质;葡萄糖,分析纯,市售;MRS肉汤培养基,购自杭州百思生物技术有限公司.
嗜酸乳杆菌和乳酸链球菌,为实验室分离保存菌种.
1.1.2 培养基
乳酸菌液体培养基:番茄质量浓度为2 g/L,菊芋质量浓度为1 g/L,豆芽质量浓度为2 g/L,葡萄糖质量浓度为2 g/L,蒸馏水.
1.2 仪器设备
LX-C35L型高压灭菌锅,合肥华泰医疗设备有限公司产;SW-CJ-2FD型洁净工作台,苏净集团苏州安泰空气技术有限公司产;SHP-250型智能生化培养箱,上海鸿都电子科技有限公司产;YP20001型电子天平,上海光正医疗仪器有限公司产.
1.3 实验方法
1.3.1 乳酸菌种液的制备
将乳酸链球菌、嗜酸乳杆菌分别接入MRS肉汤培养基进行活化,然后分别转入乳酸菌液体培养基中培养,培养至两株乳酸菌活菌数均达108 CFU/mL以上,即可作为乳酸菌种液备用.
1.3.2 发酵型番茄酱的制备
将新鲜菊芋清洗干净,蒸熟.将新鲜番茄洗净,热烫去皮,加入甜味剂和盐,与菊芋按一定质量比混合后,打浆,巴氏杀菌法灭菌15~20 min,接入乳酸菌种液,混匀,装入真空包装袋,抽真空,封口,发酵.
1.3.3 乳酸菌发酵型番茄酱工艺条件的确定
乳酸菌接种量主要影响菌种的生长繁殖速度,但接种量过大则会影响成品番茄酱的体态.甜味剂和盐主要影响成品的感官口感,甜味剂的使用按照我国《食品安全国家标准食品添加剂使用标准》(GB 2760—2014)[13]选择其限量标准范围,而盐的使用以生产低盐番茄酱为目标.选择乳酸链球菌接种量、嗜酸乳杆菌接种量、菊芋添加量、甜味剂添加量、盐添加量和发酵温度6个因素,其中,番茄和菊芋总质量为100 g,将番茄和菊芋分别按质量比95GA6FA5,90GA6FA10,85GA6FA15,80GA6FA20混合(即菊芋添加量分别为5%,10%,15%和20%),其他原料添加量按在番茄和菊芋总质量中的占比计算.
以乳酸链球菌接种量 0~2%,嗜酸乳杆菌接种量0~2%,每100 g番茄酱中甜味剂添加量0~0.025 g,盐添加量0~7.5 g的条件进行发酵,采用L25(56)正交试验研究乳酸链球菌接种量、嗜酸乳杆菌接种量、菊芋添加量、甜味剂添加量、盐添加量和发酵温度对番茄酱发酵过程中乳酸菌活菌数的影响,
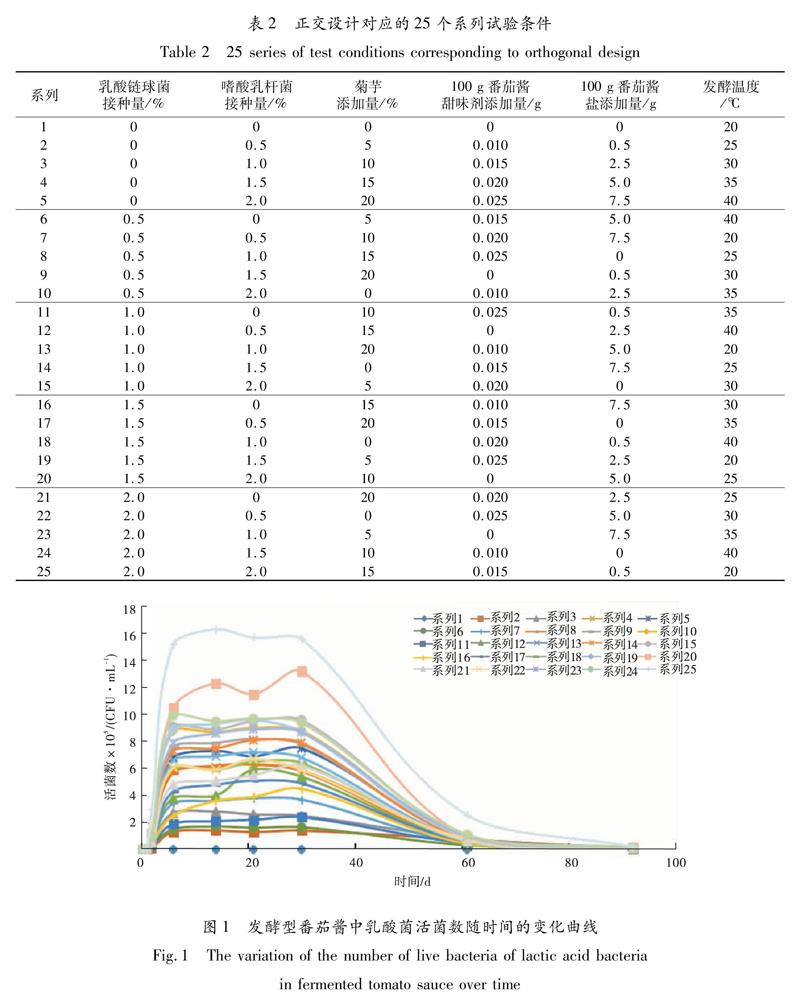
番茄酱发酵试验正交设计表见表1.其中正交设计对应的25个系列试验条件见表2.
分别于8 h(0.33 d),1 d,2 d,6 d,14 d,21 d,30 d,61 d,92 d 定期取样,测定发酵型番茄酱中的乳酸菌活菌数.
1.3.4 乳酸菌活菌计数方法
乳酸菌活菌计数采用平板活菌计数法,参照《食品微生物学检验 乳酸菌检验》(GB 4789.35—2016)[12]方法进行.
2 结果与讨论
2.1 乳酸菌种液培养时间优选
将两株乳酸菌分别接入液体培养基培养,每隔2 h无菌取样,测定乳酸菌活菌数.结果表明,乳酸菌活菌数在6 h达到108 CFU/mL,此后不再发生明显变化.因此,本实验选择培养6 h后的乳酸菌进行接种.
2.2 番茄醬发酵生产过程中乳酸菌活菌数的变化
发酵型番茄酱中乳酸菌活菌数随时间变化曲线如图1所示.由图1可知,各系列发酵型番茄酱中乳酸菌活菌数在0~6 d内均以不同比例呈上升趋势,活菌数在14 d时达到最大值,为1.52×109 CFU/mL;6~30 d发酵型番茄酱中活菌数比较稳定;30 d后活菌数开始减少,61 d 后番茄酱中活菌数急剧下降,92 d时活菌数最低.发酵初期属于乳酸菌增殖期,活菌数会
随时间的延长而迅速增加.当活菌数增加到108 CFU/mL后,其数值在较长时间内维持稳定,表明番茄酱的构成成分有利于乳酸菌的存活.此外,番茄、菊芋中含有葡萄糖、蛋白质等适合微生物生长的碳源和氮源,番茄中含有的丰富维生素C、番茄红素可作为番茄蒋酱良好的抗氧化剂[14],同时菊芋中含有的菊糖也能提高乳酸菌的存活率[15].
2.3 乳酸菌发酵型番茄酱生产工艺的优化
由图1可知,发酵8 h时,番茄酱中的乳酸菌即进入对数增长期,各系列间活菌数已存在较大差异,故以发酵8 h (0.33 d)的数据为例,对番茄酱中乳酸菌活菌数进行直观分析和方差分析,结果见表3和表4.
表3为发酵8 h时番茄酱中乳酸菌活菌数直观分析结果.由表3中的R值可知,各因素对乳酸菌活菌数的影响由大到小顺序依次为:嗜酸乳杆菌接种量>乳酸链球菌接种量>菊芋添加量>发酵温度>盐添加量>甜味剂添加量,最优番茄酱发酵方案为乳酸链球菌接种量 1.5%,嗜酸乳杆菌接种量 2.0%,菊芋添加量20%,每100 g番茄酱中甜味剂添加量0.010 g,盐添加量 2.5 g,发酵温度30 ℃.
发酵8 h时番茄酱中乳酸菌活菌数的方差分析见表4.
由表4可知,嗜酸乳杆菌接种量与乳酸链球菌接种量对发酵番茄酱中乳酸菌活菌数具有显著性影响.
2.4 番茄酱优化生产工艺的验证
为了确定乳酸菌发酵型番茄酱的最终优化生产工艺,采取与发酵8 h同样的分析方法,对
发酵48 h,6 d,14 d的番茄醬中乳酸菌活菌数进行直观分析和方差分析(表格略).结果表明,嗜酸乳杆菌接种量和乳酸链球菌接种量对发酵型番茄酱乳酸菌活菌数具有显著性影响,其中嗜酸乳杆菌接种量的影响更大,尤其在储藏过程中,嗜酸乳杆菌对乳酸菌活菌数的影响要高于乳酸链球菌.这可能是因为随着发酵时间的延长,原料中的糖转化为乳酸等成分,发酵型番茄酱呈酸性环境,嗜酸乳杆菌因对低pH环境耐受力强,故其活菌数也较大[16].与没有进行人工接种的对照
组(系列1)相比,接种乳酸菌后番茄酱中的活菌数明显增加.这表明两株乳酸菌接种量是影响发酵型番茄酱中乳酸菌活菌数的主要因素,且适当提高接种量有利于提高番茄酱中的乳酸菌活菌数.对不同发酵时间段乳酸菌活菌数的变化分析,当嗜酸乳杆菌接种量为2.0%,乳酸链球菌接种量为1.0%~2.0%时,番茄酱中的乳酸菌活菌数较高.
菊芋的添加量对发酵型番茄酱中的乳酸菌活菌数也有一定影响,表明与菊芋进行适当比例的搭配有利于提高番茄酱中的乳酸菌活菌数.对不同发酵时间段菊芋对乳酸菌活菌数的影响变化分析可知,菊芋的添加量为15%~20%时比较适宜.
甜味剂与盐主要用于改善番茄酱的口感风味,与其他因素相比,对发酵型番茄酱中的乳酸菌活菌数影响较小.通常盐含量较高时,高浓度的盐对微生物的生长有一定的抑制作用,但从不同发酵时间段取样分析结果来看,甜味剂和盐的添加对发酵型番茄酱中的乳酸菌活菌数影响不大,且对发酵过程中发酵型番茄酱中乳酸菌的增殖影响也不大.
从发酵温度对发酵型番茄酱中乳酸菌活菌数变化的影响来看,发酵温度在30 ℃以上时有利于乳酸菌的增殖.
另外,从不同发酵时间段番茄酱中乳酸菌活菌数变化来看,番茄酱在6~30 d中能保持较高的乳酸菌活菌数,可达109 CFU/mL.此后,随着发酵生产时间的延长,乳酸菌活菌数会逐渐下降,2个月时降至107~108 CFU/mL,3个月时降为106~107 CFU/mL.由此可知,欲制备获得高活性乳酸菌发酵型番茄酱(乳酸菌活菌数保持在109 CFU/mL),其最佳保存期为30 d.
3 结论
本文主要采用嗜酸乳杆菌和乳酸链球菌两种常见益生乳酸菌混合发酵番茄酱,通过对不同发酵时间段番茄酱中乳酸菌活菌数变化规律的研究筛选出高活性乳酸菌发酵型番茄酱的生产工艺,得到如下结论:采用嗜酸乳杆菌和乳酸链球菌复合发酵,有利于提高发酵型番茄酱中乳酸菌活菌数;适当添加菊芋有利于乳酸菌的增殖,而甜味剂和盐的使用对乳酸菌增殖影响较小;发酵温度在30 ℃以上时有利于乳酸菌的增殖;高活性乳酸菌发酵型番茄酱的适宜生产工艺条件为嗜酸乳杆菌接种量2.0%,乳酸链球菌接种量1.0%~2.0%,菊芋添加量15%~20%,发酵温度30 ℃.该条件下制得的高活性乳酸菌发酵型番茄酱(乳酸菌活菌数保持在109 CFU/mL)的最佳保存期为30 d.
乳酸菌发酵型番茄酱在较长时间内能保持乳酸菌活性,但除乳酸菌活菌数外,番茄酱的风味亦是影响产品的主要因素.后期还需要通过进一步对生产工艺的优化,调整各种香辛料、甜味剂、盐等的添加比例,以获得风味更好的高活性乳酸菌发酵型番茄酱.参考文献:
[1] 倪静安,邹莺,黄萍,等.番茄红素与番茄酱[J].郑州轻工业学院学报,1993,8(3):30.
[2] 徐清萍.酱类制品生产技术[M].北京:化学工业出版社,2009.
[3] 赵美佳,邹通,汤泽君,等.番茄营养成分以及国内外加工现状[J].食品研究与开发,2016,37(10):215.
[4] 刘静.高效液相色谱法测定番茄中糖酸的研究[J].农业科技与装备,2009(4):87.
[5] 王春耀.双歧杆菌培养基的优化以及双歧番茄醋的实验室研究[D].重庆:重庆医科大学,2012.
[6] 万红兵,田洪涛,马乐辉,等.保加利亚乳杆菌番茄复合汁增菌培养基的优选研究[J].中国乳品工业,2006(8):14.
[7] PRADO F C,PARADA J L,PANDEY A,et al.Trends in non\|dairy probiotic beverages[J].Food Research International,2008,41(2):111.
[8] 李宇,刘晓燕,白文明,等.茎瘤芥叶番茄发酵果酱的研制[J].食品工业,2016,37(11):135.
[9] 徐安书,田春美,刘炜.龙眼混合果蔬汁乳酸菌饮料的生产工艺[J].食品与发酵工业,2012,38(6):128.
[10]潘明,刘慧杰,郭脉玺,等.乳酸菌发酵荠菜-番茄复合蔬菜汁的动力学研究[J].食品科学,2009,30(23):281.
[11]宋苏华.发酵果蔬饮料益生乳酸菌的强化筛选及其发酵工艺技术研究[D].南昌:南昌大学,2012.
[12]中华人民共和国国家卫生和计划生育委员会,国家食品药品监督管理总局.食品安全国家标准 食品微生物学检验 乳酸菌检验:GB 4789.35—2016[S].北京:中国标准出版社,2017.
[13]中华人民共和国国家卫生和计划生育委员会.食品安全国家标准 食品添加剂使用标准:GB 2760—2014[S].北京:中国标准出版社,2015.
[14]王春耀,张德纯,朱辉,等.双歧杆菌番茄培养基的初步研究[J].中国微生态学杂志,2011,23(11):991.
[15]SAVEDBOEORN W,NIYOMRAT S,NAKNOVN J,et al.Impact of inulin on viability and storage stability of probiotic Lactobacillus plantarum TISTR 2075 in fermented rice extract[J].Agriculture and Natural Resources,2017,51(6):463.
[16]袁峥.嗜酸乳杆菌耐酸机理研究[D].郑州:河南科技学院,2013.
猜你喜欢
今日自动化(2022年5期)2022-07-22
环球时报(2021-06-07)2021-06-07
妇女生活(2017年8期)2017-09-05
中国新技术新产品(2016年23期)2016-12-26
电子技术与软件工程(2016年20期)2016-12-21
科技资讯(2016年18期)2016-11-15
小学阅读指南·低年级版(2016年10期)2016-09-10
食品与健康(2015年9期)2015-09-08
食品与健康(2014年6期)2014-08-08
中国信息化·学术版(2013年6期)2013-09-30