
乙炔发生器减速机润滑故障处理及管理
2019-10-21 16:04宿浩海陈龙贠发天李婧睿
中国化工贸易·下旬刊 2019年10期
宿浩海 陈龙 贠发天 李婧睿
摘 要:通过在减速机润滑油泵增加外置式过滤器和进油管,解决因缺油造成润滑不良造成设备损坏以及过滤器清洗困难问题,给出改进措施,供相关单位借鉴。
关键词:发生器;减速机;油过滤器;润滑
1 概述
公司16万t/a干法乙炔是配套金川公司30万tPVC配套子项目,是金昌市氯碱化工产业链中间环节,配套8台发生器规格型号Φ3000×5700,单套发生器乙炔产气量:≥2400Nm3/h;电石渣水解率≥98.5%;2017年6月投产,在试生产期间,普遍出现发生器减速机振动、噪音大,配套减速机型号:BLD9-71-37-6P-1412271,立式安装,使用钢齿轮泵(油泵)CB-B6F强制润滑,润滑油牌号:闭式齿轮油N220。2017年7月,其中一台出现超电流跳停,经过检查为减速机轴承烧毁故障造成停机。
2 事故原因及分析
2.1 事故原因分析
对减速机进行拆解检查发现,输入端轴承(型号6324)和偏心轴承502336(RN336M)因缺油造成烧毁,缺油原因是油泵过滤器堵塞,减速机壳体内存在大量未清理干净的铸造沙粒是堵塞过滤器的元凶。
2.2 润滑油管道和油泵的配置
油过滤器安装在减速机机体内,通过Φ10mm铜管卡箍式链接到油泵进口,而油泵出口为两根铜管润滑减速机输入端轴承和摆线针轮,为了保证流量足够,一般齿轮油泵入口通径要大于出口,但该减速机强制润滑配置相反,进口为一根Φ10mm管道,而出口为两根,存在进口管道较小,过滤器安装在机体内部,清洗不方便。
2.3 润滑
参考设备说明书的推荐选择N220工业润滑油,但是N220工业润滑油由于粘度较大,也是造成供油不畅的次要原因之一。
3 采取的措施及效果
3.1 处理措施
对减速机机体内残余铸造沙进行仔细清理,更换烧毁的轴承,并在停机检修期间对其他7台检修拆解清理,最多的清理出多达500g的铸造沙残余,选择知名企业生产的设备是必要的。
3.2 对减速机润滑进行改造
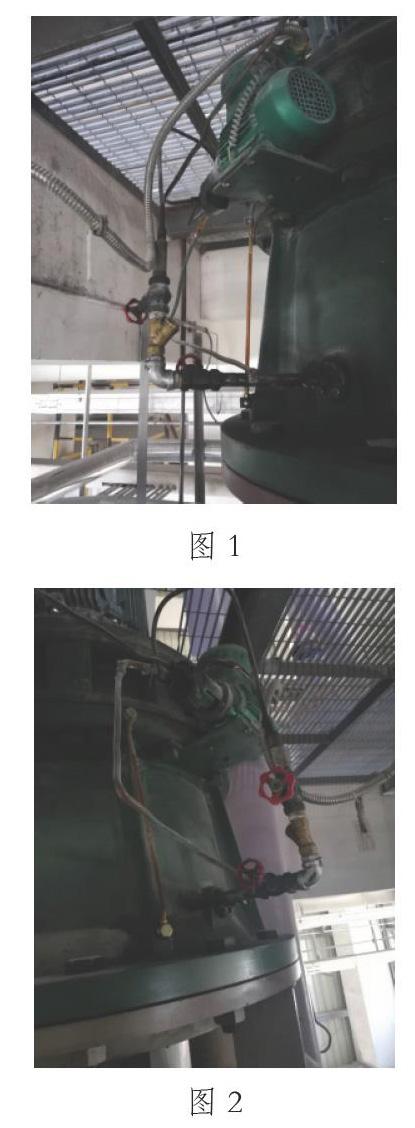
增加油泵进油口,利用减速机放油口DN25管道接口增加安装阀门、Y型青铜过滤器(过滤精度80目)、补芯等,将油泵进口接头由直通式改为扩口式三通接头,通过Φ10mm铜管连接,并在油泵出口两支管道上增加卡套接头管道可视旋转流量油视镜,可目视或粗略估计流量,方便油泵不供油或供油不畅能及时发现。
3.3 润滑油的选择
设备说明书推荐的油品可作为选油的主要参考,但应注意根据设备现场运行负荷、温度、转速等条件综合考虑。根据设备工况条件选用,工作载荷越大使用油品的粘度也就越大,而载荷不是很大的话,选用的润滑油品粘度相对小些。工作时的运动速度也是选择润滑油品的依据之一,運动速度越快,选用粘度小的油品,有利于机械部件的润滑,转速度小的,可选用粘度大一些的润滑油品。同时温度也是选择油品的重要依据之一,该减速机配套电机37kW,额定电流70A,在工频状况下,正常运行电流在40A以下,所以负荷相对较小,润滑油采用L-CKC100工业闭式齿轮油,有利于油泵供油量,可满足润滑要求。
3.4 润滑管理
按照设备管理要求,加油时使用板框式滤油机进行过滤、滤纸规格5um,在运行3个月后再次进行滤油和清洗过滤器。
4 实施效果
经过对减速机内部清洗,换油和润滑油泵改造、选择合适润滑油,运转声音、振动,明显减小,在设备容许控制范围内,运行2年以来未出现任何机械事故。
5 结论
设备管理包括对设备“采购管理”、“验收管理”、“领用管理”、“安装管理”、“使用管理”、“维护保养管理”、“检修管理”、“技术更新管理”、“润滑管理”全过程的管理工作。是把设备管理各个环节紧密地联系起来,将设备的技术管理与经济管理结合起来,对设备进行合理的技术改造是提高运转率和经济运行的有效手段。设备管理工作应实行专业管理和生产管理相结合的原则,严格按照设备的运行规律,抓好设备的用、管、修,做好正确使用,精心维护,科学检修。
猜你喜欢
装备维修技术(2021年47期)2021-07-12
神州·下旬刊(2017年10期)2018-01-15
中国科技纵横(2017年13期)2017-08-09
科技创新与应用(2016年36期)2017-02-21
中国新技术新产品(2017年1期)2017-01-20
科技与创新(2016年2期)2016-01-19
润滑油(2015年5期)2015-11-05
润滑油(2015年2期)2015-07-06
