
板坯连铸机主机拉坯力分析研究
2019-10-21 08:55:16程建民李艳东
中国金属通报 2019年9期
程建民,李艳东
(河钢股份有限公司承德分公司,河北 承德 067000)
1 概述
河钢承钢150t连铸机是(900-1650)mm×200mm大板坯连铸机。连铸机的拉矫系统由西安重型机械研究所扇形段组成,其驱动系统主要由万向连轴器、行星减速器、异步电动机和机架组成。其控制系统采用西门子s7—400系列PLC、安川G7系列变频器,可以在不同生产条件下完成拉坯任务。
在生产过程中,发生过滞坯事故或低拉速时造成设备受力过大等问题,本文通过对生产过程中的拉坯力矩进行分析,得出对生产的指导意见。
2 拉坯力分析研究
2.1传动设备分析
150t连铸拉矫辊列采用吊装结构,由一个个独立的互换性较强的扇形段组合而成。这种独立的扇形段是具有独特结构的扇形段。它由带有横梁和拉杆的上下框架两部分构成,其中包括7~8对辊子,辊子为3节辊。扇形段的下框架在支撑框架(底座)上自动定位并卡紧固定,上框架通过配有内装式位置变送器的4个位置液压缸与下框架夹持固定在一起,液压系统的备压可以保持扇形段的开口度和铸坯通道的形状。上驱动辊单独配置2个传动液压缸,以实现驱动辊对铸坯的压紧并完成上驱动辊的升降。扇形段带有远程控制装置,4个位置调整液压缸对扇形段的开口度和辊缝进行远程设定,可以按照希望的辊缝浇铸铸坯。
按照连铸生产中铸坯的状态将整个辊列分为:弯曲段、扇形段、矫直段、水平段。以下详细说明各段的具体结构和工艺特点。
(1)弯曲段
该段辊列前部分垂直布置,后几根开始弯曲成弧状,无电机驱动,辊子半径较小,主要保持铸坯在结晶器中的形状,并通过强冷却条件使铸坯快速冷却。
(2)扇形段
此段采用6组独立的扇形段组成,分别为第1、2、3、4、5、6段,各个辊子曲率半径相同,形成圆弧形辊道。铸坯在该段以弧形并采用气水冷却。每个扇形段有2组驱动电机,驱动辊通过液压缸压下,主要起拉坯作用。电机驱动辊通过液压缸对铸坯有一定的压下量,并提供一定的拉坯力。第1、2、3段采用辊径为200mm的辊子。第4、5、6段采用辊径230mm的辊子。
(3)矫直段
该段采用连续矫直技术,采用2组独立的扇形段,分别为第7、8段。辊列的形状经过精心设计使带液芯的铸坯在该段进行等曲率的弯曲矫直由圆弧形变为水平。该段辊子受力较大,辊子半径较大。电机驱动辊通过上液压缸对铸坯有一定的压下量,提供主要的拉坯力和矫直力。
(4)水平段
该段主要对铸坯进行平整,采用3组独立的扇形段,分别为第9~11段。辊道水平,在水平段每个扇形段有2组驱动电机。电机驱动辊通过液压缸为拉坯提供辅助和备用的拉坯力。
2.2 分析数据采集
150t连铸传动系统安排,每流共11个扇形段,每个扇形段有一组驱动辊。1~6段驱动电机采用5.5KW电机驱动,7~11段采用11KW电机驱动。由于拉坯过程中数据动态变化,实际力矩测量困难,本文分析时取扇形段传动变频器的输出力矩比例进行参考分析。
3.利用信息技术,提高课堂教学效率。由于缺少语言环境,所以学生难以接触到纯正的发音。多媒体可以有效地弥补这个不足。通过一些纯正的语音材料或视频材料,使学生能够接触到最地道的英语,既能纠正自己的发音,又能锻炼听力。我们可以借助一些软件,教师还可以自己制作听力。并且我们在展示学生的作业以及问题的答案时,可以利用投影和白板直接进行修改和展示,这样就免去教师逐题的对答案,既直观又高效。
数据通讯网络如图1。

图1 数据通讯网络图
整个控制系统以Siemens S7-400为核心,以安川G7变频器为传动系统为主体,PLC通过Prof i bus-DP和变频器进行通讯,向变频器发送控制指令同时从变频器读取相应的状态数据。数据采集计算机通过以台网和PLC连接,读取PLC中各种过程变量。采集计算机通过人机界面程序将生产过程中的变频状态数据实时存到SQL数据库中。
公共数据采集和生产过程中每一时刻每流的拉速、铸坯宽度、浇注长度、炉号、钢种、连浇炉数信息采集数据库结构和力矩数据采集结构如图,主要采集生产过程中每一时刻的扇形段驱动电机的输出力矩比例大小。
2.3 数据统计分析
对采集的数据进行分析整理,归纳拉坯力矩与断面和拉速的关系,并进行统计分析。数据分析时利用联合查询完成公共参数和力矩数据的一一对应关系。通过对生产过程中的一段时间的数据跟踪取得相应数据。
分析简化,因为每个流有22个传动电机,在拉坯时力矩同时作用在铸坯上,整体分析时可以把其简化为一个传动来分析。计算出总力矩分量。

式中M为总力矩分量,P1~P22为每个驱动电机的额定功率,M1~M22为每个驱动电机的实时力矩比例(-200%-+200%)。
通过对生产过程中采集的数据进行分析整理,对断面为1182、1275、1419、1517、1530、1562、1630几种进行数据统计分析。为简化计算选取有代表性的1182和1517两种进行分析,分别代表小断面和大断面。
(1)1182端面分析数据
整个浇次数据曲线分析:

图2 板坯连铸机1182端面浇次数据曲线图
由上图分析可得,整个浇次过程中力矩和拉速存在的相关性如下:在1.2m/min拉速下,力矩在2000左右。力矩随拉速的增大而增大。
开浇过程的力矩分析:在拉速上升过程中,开始力矩是下降的,到0.8mm/min后开始力矩上升。
停浇时数据分析:降拉速时力矩增大,拉尾坯时刚启动时力矩最大,随着尾坯力矩下降后上升再下降。
(2)1530断面的整个浇次曲线分析
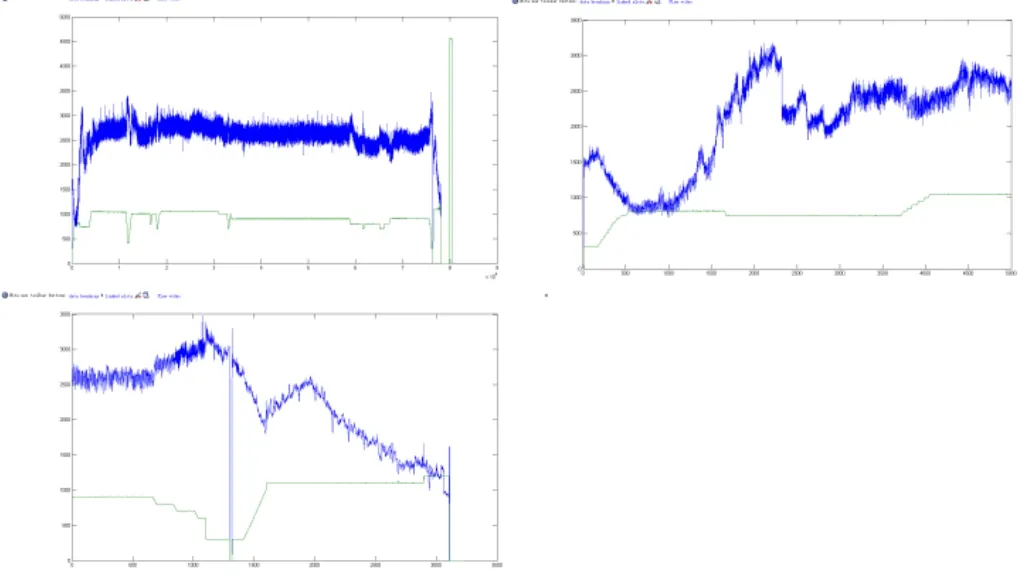
图3 板坯连铸机1530端面的整个浇次曲线
在正常拉速下,力矩在2500左右,比1182明显上升。通过数据曲线分析得到,在开浇过程中,不同断面的力矩相差不大,在生产正常后,大断面的明显要高于小断面的力矩。且拉速越大,力矩越大。
对于小断面,力矩随拉速下降而下降到一定值时拉速反而上升,这个拉速在生产中要尽量避免。通过曲线分析,对于1182断面的铸坯这个临界拉速为9.5m/min~9.6m/min左右。对于大断面,临界拉速在0.89m/min~0.9m/min左右。
3 结论
①正常生产过程中,铸坯断面越大,拉坯力矩越大。②一般情况下,拉速越高,拉坯力矩越大。③针对不同断面,拉速下降时拉坯力矩下降,当某一值时,力矩开始上升,这点拉速定义为临界拉速,我们生产过程中要避免低于这个拉速。④临界拉速与断面大小相关,断面越大,临界拉速越低。1200mm左右临界拉速为0.95m/min左右,1500mm左右断面临界拉速为0.89~0.9左右。⑤生产过程中如果长时间力矩超过3000以上要进行设备工艺状态检查,避免造成拉坯力矩过大引起事故。
4 结束语
板坯连铸生产过程中拉坯阻力和设备精度,钢水过热度,拉速,断面等都相关,本文从断面和拉速角度进行分析,得出对生产的过程指导。对板坯连铸生产过程拉坯阻力的精确分析还需进一步研究。
猜你喜欢
小学生学习指导(高年级)(2021年11期)2021-11-30 10:49:26
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
山东冶金(2018年5期)2018-11-22 05:12:14
机械设计与制造(2018年11期)2018-11-12 08:05:26
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20 02:53:38
数学物理学报(2017年5期)2017-11-23 07:51:31
上海金属(2016年2期)2016-11-23 05:34:40
建筑工程技术与设计(2015年22期)2015-10-21 18:37:26
安徽工业大学学报(自然科学版)(2014年2期)2014-07-10 11:43:27
