
浅析800轧机轧辊断裂故障原因及改进措施
2019-09-24 09:25:14刘铁军王芝
中国设备工程 2019年17期
刘铁军,王芝
(湖南华菱湘钢棒材厂,湖南 湘潭 411101)
1 概述
棒材800 轧机是我厂二棒生产线开坯粗轧机,2012 年集中出现了5 次800 轧辊扁头断裂生产中断的事故,2017 年也出现几起断辊事故,影响到我厂的正常生产和设备运行。如下图,800 轧机是二辊可逆闭口式轧机,由一台3250kW 的电机单轴带动,通过人字齿分配出两根接轴,接轴虎口带动800 轧辊(图1)的扁头式辊头,实现轧辊的轧制传动,传动结构示意图见图2。
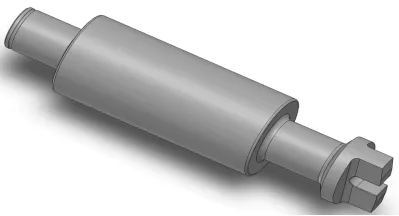
图1 轧辊零件三维立体图图
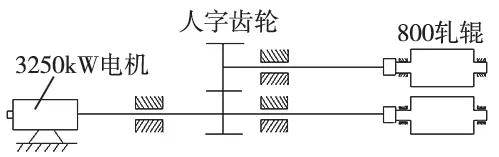
图2 800 轧机轧辊传动示意图
2 轧制参数介绍
2.1 普通压下工艺程序
六槽辊采用300mm×430mm 矩型坯开170mm×190mm 料,压下工艺见表1。表中只取前3 个道次的数据使用。
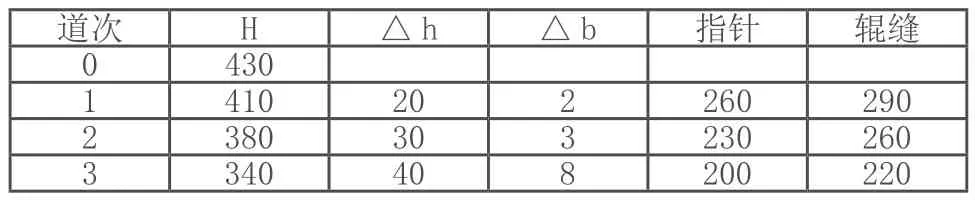
表1 普通压下工艺程序表
最大压下量为第三道次输入料型,高× 宽即H×B=380mm×305mm,轧制后料型为h×b=340mm×313mm,压下量△h=40mm,宽展△b=8mm。
2.2 大压下工艺程序
800 轧机为方坯轧制,降低轧制道次,增大压下量有利于轧件内部粗晶粒的破碎,提高产品质量。我厂从2014 年8月开始采用大压下工艺。
大压下程序最大的变形是第一道次,输入料型高×宽H×B=430mm×300mm,轧制后料型h×b=360mm×315mm。压下量△h=70mm,宽展△b=15mm。
3 理论计算推导
3.1 轧制压力
式中:B、b 为钢材在轧制前、后的料宽;R 为轧辊的工作半径;∆h为压下量。
对于热轧低碳钢坯及简单断面型钢,箱形孔型,平均单位轧制压力的计算可由艾克隆德半经验公式得出
3.2 扭转力矩
单支轧辊扁头传递的扭矩,应为单支轧辊的轧制力矩、单支轧辊轴承的附加摩擦力矩、单支轧辊轴承的空载力矩和单支轧辊动力矩四项之和。
3.2.1 轧制力矩
如果不考虑轧辊中的摩擦损失,传动一个轧辊所需的力矩为轧制力P 和力臂a 的乘积

3.2.2 附加摩擦力矩
对于普通二辊轧机,轧制力作用在两支轧辊所有轴承中的附加摩擦力矩
式中,P 轧制压力;d 轧辊辊颈直径;f1轧辊轴承的摩擦系数。
3.2.3 空载力矩
空载力矩,是转动零件的重力,包括接轴、轧辊、齿轮等在轴承上的摩擦力矩

3.2.4 机械传动系统的动力矩
轧制时,由轧制速度的变化,产生的有质量的备件出现的惯性,所造成的阻力矩称为转动力矩。在双向可逆轧制过程中,这种情况比较明显。

3.3 剪切应力
系数a、γ 与比值h/b 有关,其值见表3。
对于文中的800 轧辊各尺寸,h=680mm,b=185mm,h/b=3.6757,取中间值即α=0.275,γ=0.749
4 计算过程
4.1 普通压下工艺计算
取半钢轧辊辊环直径D=824mm、辊缝s=20mm、抛钢轧辊转速n=100r/min 的条件下,在箱形孔中轧制45C 钢,轧件尺寸H×B=380×305mm、h×b=340×313mm、t=1120℃。
经计算可得,单支轧辊扁头传递的扭矩
对于800 轧辊扁头根部的实际截面形状,中心部位是空的,所以咬入时的扁头根部峰值扭矩

4.2 大压下工艺计算

表3 系数、取值表

5 轧辊扁头静强度校核
5.1 经典强度理论校核
为保证轧辊扭转时,有足够的强度,必须使其最大工作切应力不超过材料的扭转许用切应力,即τmax ≤ [ τ],材料的扭转许用切应力可由材料的扭转极限应力τu 除以安全系数n 求得,即
对于脆性材料的变截面轴,适用“第一强度理论”,其强度条件为
由上面艾克隆德公式计算,正常压下计算得到数值为48.6MPa,小于74MPa,在安全范围内。但是在大压情况下,计算得到为80MPa,大于检测轧辊强度的许用剪切应力74MPa,故存在不安全的超负荷运转情况,轧辊的设计强度和实际制作轧辊的强度无法满足现场生产。
5.2 有限元静力学分析验证
首先在solidiworks 中进行三维建模,模型载入Geometry 模块后,进行网格划分。定义边界条件,添加载荷,最后运算可得到轧辊各个表面的等效应力的等值线云图,如图3 所示。
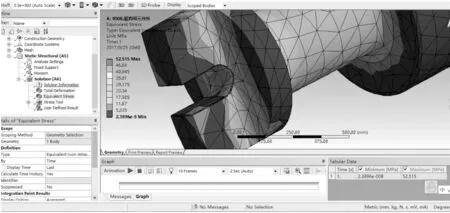
图3 等效应力的等值线云图
有限元分析软件得到的普通压下工艺情况下,扁头根部截面危险区域的应力值52.5MPa,与前面章节计算得到的48.6MPa,大小基本相符,验证了之前理论公式计算的正确性。超负荷运行容易造成疲劳断裂,甚至直接全部新断口崩断。
6 改进措施
6.1 改进方案的确定
经过查找相关资料,目前国内棒材开坯轧机轧辊主要有:中镍铬半钢轧辊、合金铸钢轧辊、60CrMnMo 锻钢轧辊和Cr3锻钢轧辊。锻钢的抗拉强度理论上比半钢轧辊要有很大提高,所以将材质优化作为改进方向。
经测量,800 锻钢轧辊扁头部位附近,材料屈服的扭转极限应力,是原设计的半钢轧辊的3.3 倍。
取安全系数n=5,其扭转许用切应力
由上面艾克隆德公式计算,计算得到大压下数值为80MPa,只达到锻钢轧辊强度的许用剪切应力1/3,故将不存在超负荷运转情况。
6.2 实施效果
2016 年01 月开始使用锻钢轧辊,效果良好。实践证明,即使在大压下工艺实施较多的近3 年,改型的轧辊扁头断裂数量为0。至今,锻钢轧辊辊号D001~D020,共引进了20 支锻钢轧辊,均未发生断辊情况,彻底解决了轧辊扁头断裂的问题。具体数据见表4。
从上表可以看出,随着锻钢轧辊的使用,大大减少了断辊数量,总数量不为零,是半钢轧辊断裂故障。
7 结语
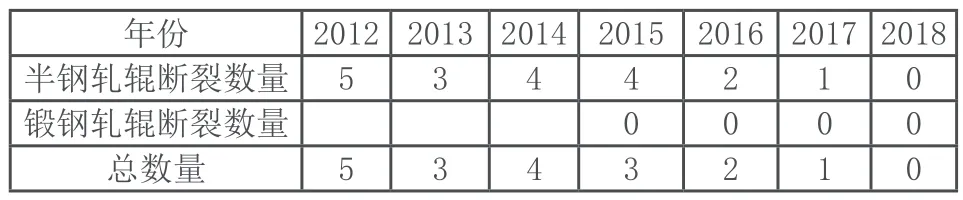
表4 2012.01~2018.12 期间轧辊扁头断裂数据(单位:支)
本文对棒材轧钢厂开坯轧机的传动系统中出现的轧辊扁头故障进行了分析和处理,经典理论计算严谨,并采用了仿真分析软件辅助分析校核。从轧制参数分析与计算、轧辊扁头强度校核、轧辊三维建模分析等方面对轧辊扁头进行了强度验算。从有限元分析结果中,找到危险截面的危险点位于轧辊扁头根部,与实际相符。最后提出了解决问题的方法,制定对应的措施,严肃工艺纪律,通过改型后的措施实施,效果显著。
猜你喜欢
矿冶工程(2022年1期)2022-03-19 07:07:02
冶金设备(2020年2期)2020-12-28 00:15:34
山东工业技术(2019年1期)2019-02-08 13:02:24
设备管理与维修(2016年6期)2016-03-16 02:21:47
中国煤层气(2015年6期)2015-08-22 03:25:33
冶金与材料(2015年5期)2015-08-20 02:14:18
女友·家园(2015年5期)2015-06-01 10:17:25
上海金属(2014年1期)2014-12-18 06:52:03
中国机械工程(2014年21期)2014-02-28 01:03:12
河南医学研究(2014年3期)2014-02-27 14:51:57
