
在线感应加热炉钢坯在输送过程中的防滑处理
2019-09-23 11:05:26刘喜龙张晶晶
工业加热 2019年4期
张 勇,刘喜龙,张晶晶
(1.西安电炉研究所有限公司,陕西西安710061;2.陕西省电炉工程技术研究中心,陕西西安710061;3.西安中冶新材料有限公司,陕西西安710061)
随着我国经济技术的迅速发展以及装备业技术水平不断提高,对高品质型材的需求越来越大,对特殊用途型材的需求也急剧增加。特种金属在一些特殊的领域应用较为频繁,经常因特殊的需求而被加热轧制成各种型材,金属轧制前需要进行加热或补温[1]。当采用在线感应加热炉对金属坯料进行加热或补温时坯料需要由输送辊道进行输送,但是设备长时间的使用及坯料与输送辊之间的温度差异会造成输送辊产生较大的磨损。基于坯料在输送过程中输送辊的磨损问题,通过对实际使用情况的分析及设计优化,大大提高了输送辊的使用寿命,减少了设备的维护,为企业节约了设备运行成本。
1 方型坯料输送辊道的设计
设计了一套坯料传送系统,由变频电机通过联轴器驱动传动轴转动,进而带动固定于传动轴上的辊子。其坯料输送流程如下:整条线分为进料段、低温段、高温段、保温段、出料段。各段速度设定如下:给定进料段一个频率,则低温段、高温段及保温段的输出频率会自动调整。例如:设定进料段40 Hz,则低温段是42 Hz,高温段是44 Hz,保温段45 Hz 左右。
辊子采用V 型结构,选取V 型辊材质为1Cr18Ni9Ti。方型坯料可以放置在V 型辊子之上,进而使得方型坯料的两个面与V 型辊子进行线接触。根据坯料的长短及感应加热设备的外形尺寸,对输送辊进行布置,布置距离为1.2 m,保证任何时刻至少方型坯料至少与两对输送辊道接触,保证坯料稳定运行。具体布置方式如图1,单个输送辊的外形如图2 所示。
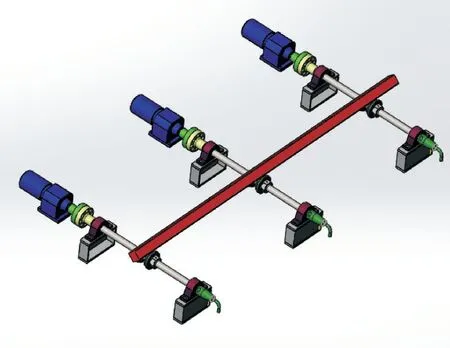
图1 输送布置形式
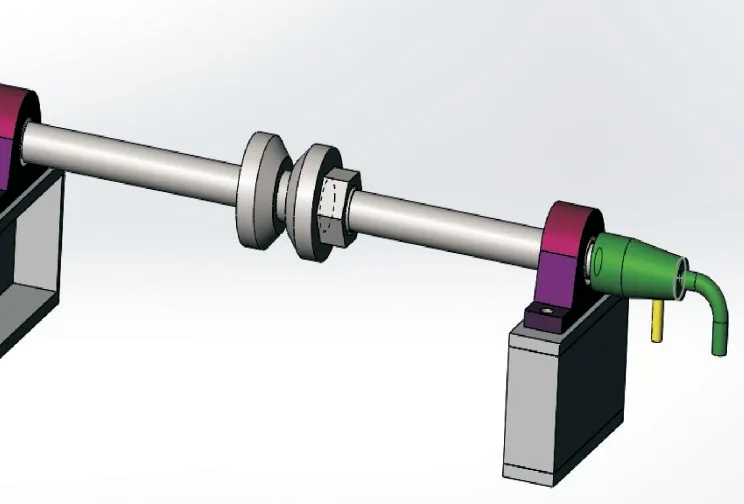
图2 单个输送辊外形图
2 初始使用情况及分析
在设备初期运行时,测量坯料运行速度稳定。但在坯料温度升高之后且连续生产时,发现坯料运行时间不稳定。具体表现如下:每一根坯料进入低温段第一个感应体约450 mm之后,暂停20~35 s,之后再前进,直至热钢采用拨叉机构拨下加热炉生产线。当连续上料时,如果运行平稳,无“打滑”情况的发生,则第一根料与第二根料的间隔距离(第一根料与第二根料上料的间隔距离+每一根料暂停时间+速度的时间差)会越来越大。而现场实际情况是第二根料与第一根料的距离越来越近。将走在前面的一根料的速度慢的情况称之为“打滑”。速度慢的料在感应体里面的时间变长,加热时间变长,因此温度升高,超出工艺要求范围。
鉴于此情况,对初始设计的V 型辊进行了热场及受力时的分析,分别如图3~图6所示;并且对坯料的运行速度进行了计算机与人工的测量,结果如图7所示。
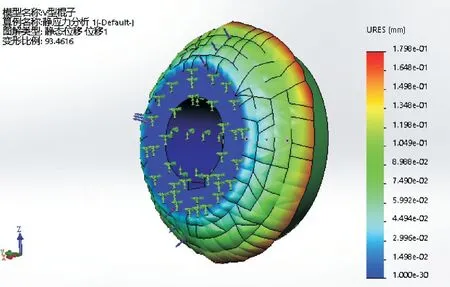
图3 辊子热场下静态位移
为了增加料辊的摩擦力,使用电焊机将V 型辊道的两个V 面进行打焊点处理之后,料的行进速度有明显的好转。但是由于不锈钢焊条与辊子焊接之后的融合性差,在经过生产300~350根料之后,焊点就基本上消失,回复到之前的使用状态下。具体可以参考现场所测量的数据(见图7)。
结合实际使用的情况及现场测量的数据(不完全统计)进行分析,认为产生“打滑”的可能原因有以下几点:
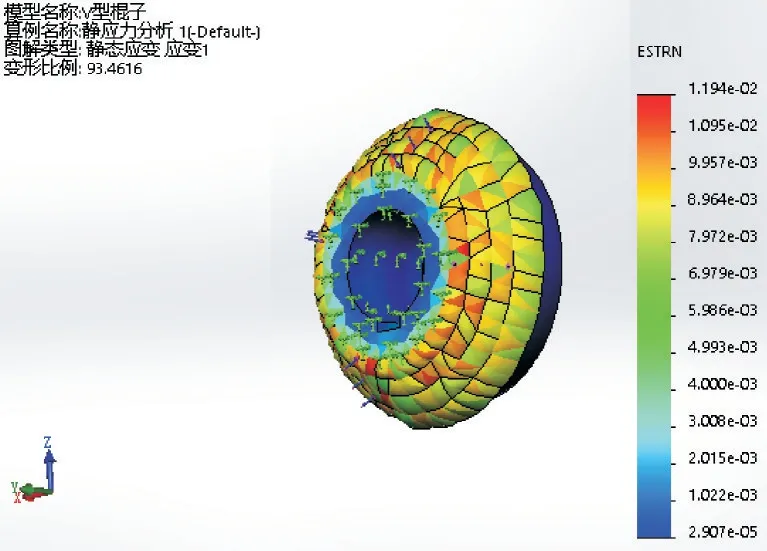
图4 辊子热场下静态应变
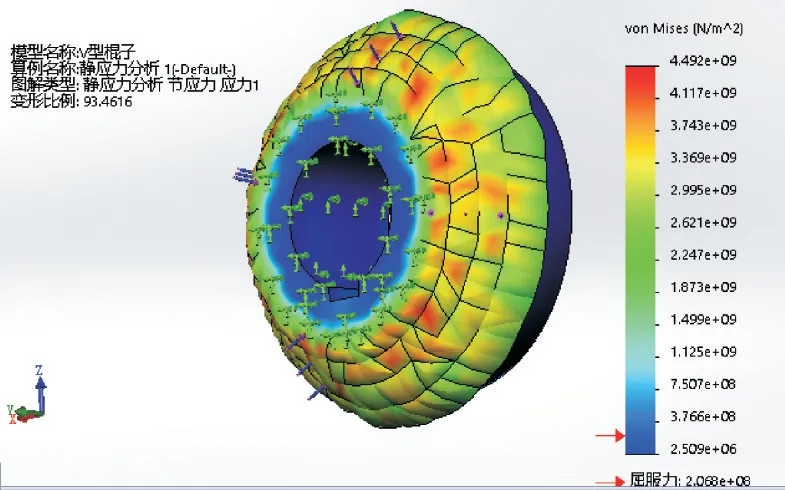
图5 辊子热场下静应变

图6 辊子热场下设计漏洞检查
(1)辊道电机的变频器输出不稳定。
(2)摩擦力在低温段与高温段不统一。
(3)V 型辊的V 面上线速度不一致导致钢坯接触同一辊面的不同点后出现线速度不一致。
3 改进措施
针对以上情况,采用如下的改进措施:
(1)对V型辊进行重新设计,减小钢坯与V型辊的接触面积,固定其接触点,使其V型辊的线速度输出相对稳定。
(2)将其材质由原来的1Cr18Ni9Ti 不锈钢改为2520耐高温不锈钢,以增加辊子的耐磨性。
针对所做的更改,结合实际使用的环境,通过三维的模拟,对输送辊的受力及受热进行叠加分析,分别如图8~图11所示。
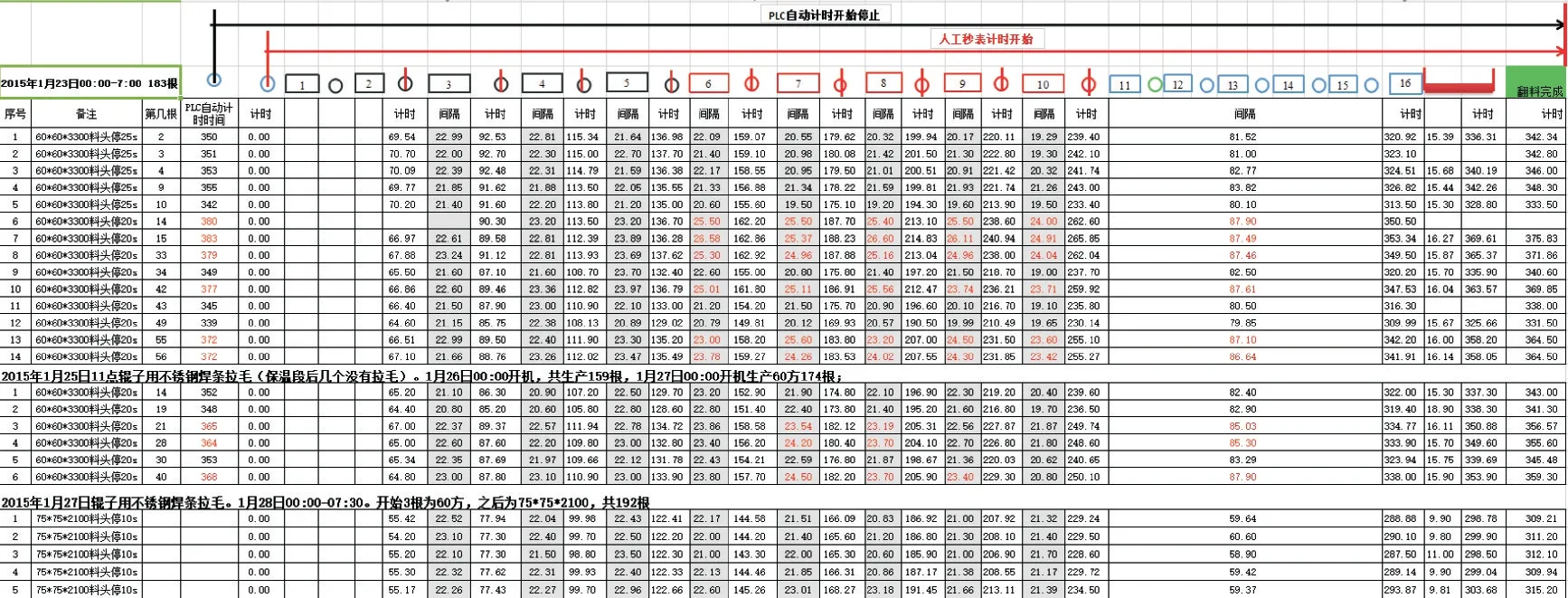
图7 坯料运行速度测量记录
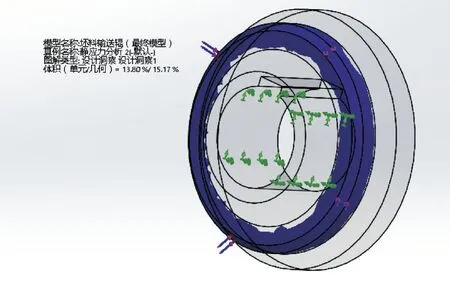
图8 新V型辊子热场下设计漏洞检查
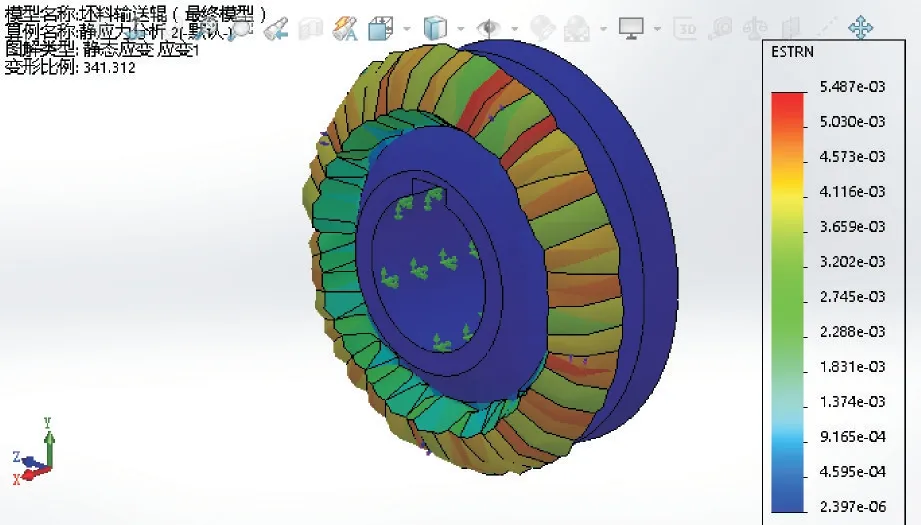
图9 新V型辊子热场下静应变
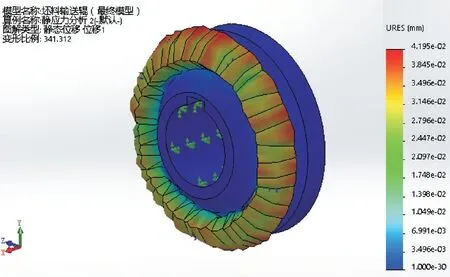
图10 新V型辊子热场下静形变
由以上模拟分析可以看出,新设计的V 型辊子由于增加了坯料与辊子之间的距离,热辐射对辊子的影响大大削弱;坯料与辊子之间接触面积的减少,增加了辊子的局部压强,提升了摩擦力,使得坯料运行稳定。
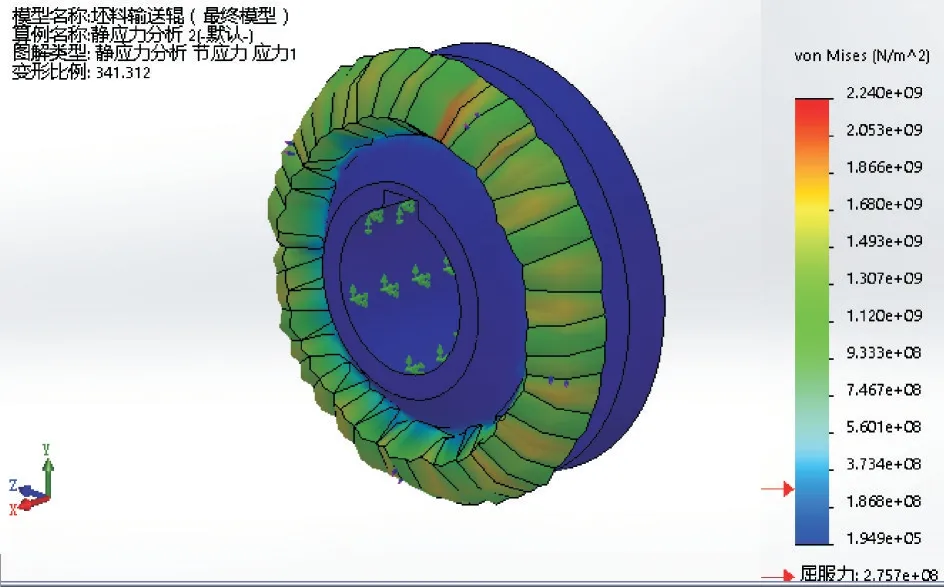
图11 新V型辊子热场下应力
4 分析结论及实际运行效果
通过对辊子自身应力、形变的模拟及对测量记录的分析,得出如下结论:
(1)V型辊的设计是合理的,这种结构形式能有效的保证其对坯料产生良好的夹持力,促使坯料随着辊子的转动而向前运转;
(2)当设备运行一段时间之后,V型辊持续在热场的作用下,表面温度升高,表面摩擦力减小,出现坯料速度不稳定;
(3)V 型辊材质为1Cr18Ni9Ti,虽然具有较高的高温强度及抗氧化性,但是在受热之后,表面摩擦系数降低,应选择耐磨性更好的材料替代。
(4)由于此输送辊安装在两个电磁感应加热器之间,电磁感应使得辊子表面积攒了电流,当坯料与辊子接触的瞬间,由于电势差的存在,导致辊子与坯料之间放电打火,因此对辊子造成一点的损伤,设备运行的时间越长,造成辊子的磨损越严重。
将新设计的V 型辊子投入使用之后,坯料运行速度运行稳定,满足了设备的使用要求。且V型辊子使用时间加长,磨损减少,超过了预期的效果。V 型辊运行10个月以后的照片见图12。

图12 运行10个月以后的辊子
猜你喜欢
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
山西冶金(2020年5期)2020-11-13 07:28:18
冶金设备(2019年6期)2019-12-25 03:08:54
山东冶金(2019年3期)2019-07-10 00:54:06
机械设计与制造(2018年11期)2018-11-12 08:05:26
中国重型装备(2016年4期)2016-12-19 10:33:21
陶瓷学报(2015年4期)2015-12-17 12:45:04
建筑工程技术与设计(2015年22期)2015-10-21 18:37:26
橡胶工业(2015年7期)2015-02-25 09:22:22
