
自动药品装盒设备使用与维护保养分析
2019-09-10 07:22:44杨巍巍丁玉伟魏健超张习胜
现代盐化工 2019年4期
杨巍巍 丁玉伟 魏健超 张习胜

摘 要:自动药品装盒设备是目前制药生产行业比较常用的包装设备,该设备性能稳定、结构紧凑、占地面积小、造型美观、自动化程度高,适用于各类药品的说明书、装盒外包。以药品实际生产中使用的XWZ-300高速装盒机为例,总结了在生产实践中使用与维护保養的方法。
关键词:装盒机;使用;维护保养
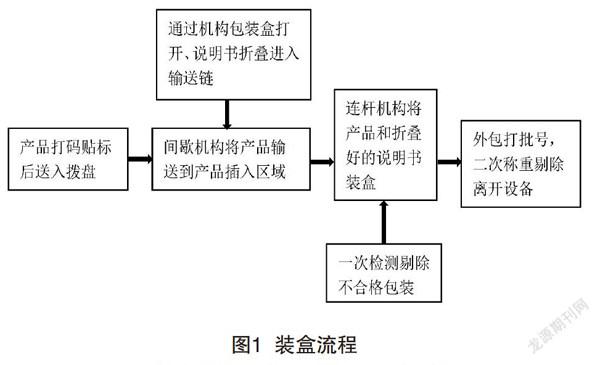
XWZ-300高速装盒机是对药品铝塑板块、药瓶及类似物料进行装盒包装的专用设备,具有伺服放料、缺料检测、说明书检测、缺盒检测、折舌检测、剔废等功能。该设备采用变频调速与机、电、光、气一体化自动控制技术,严格按照药品生产质量管理规范(Good Manufacturing Practices,GMP)标准要求设计,通过传感器、可编程控制器、以及机械机构相互协调,合作完成包装工作。该设备项目装盒速度100~300盒/min,能完成版块尺寸(L×W×H):(65~105)×(30~70)×(4~12)mm,纸盒尺寸(L×W×H)(70~190)×(35~75)×(15~70)mm,说明书尺寸(L×W)(100~260)×(100~190)mm,纸盒质量要求280~350 g/m2,说明书质量要求50~70 g/m2,压缩空气压力0.5~0.7 MPa。包装流程大致如图1所示。
1 XWZ-300高速装盒设备组成及部件调节
该设备主要由气动装置、真空装置、凸轮控制单元、手轮单元、小盒储存装置、小盒传送臂、产品杯链单元、折纸(说明书)机、说明书传输单元、产品插入单元、批号装置、排出输送机、小盒废品处理单元等组成。其中,主要部件有纸盒装置、吸盒转盘、插舌封盒结构、成品输出及剔废结构等[1]。
1.1 纸盒装置的调节
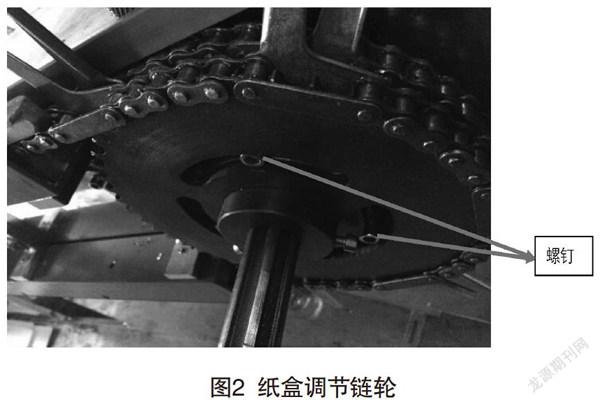
设备中的手盘用于盒高调节,旋转手盘使压盒杆上升到足以放下所调药版的成型纸盒;盒宽调节链轮的位置所在如图2所示,在调整纸盒宽度的时候,先把宽度调节链轮的3个环形槽内的螺钉松开,调节链轮使得走合链条上的推盒片相互距离比盒宽略大;取一只空纸盒手动使其成型并两端封好,然后平放到推盒链中,微调链轮使走盒链条上的推盒片刚好卡住成型纸盒的两侧,调整合适后拧紧链轮上的3个螺钉,完成纸盒宽度调节工作[2]。
1.2 吸盒转盘的调节
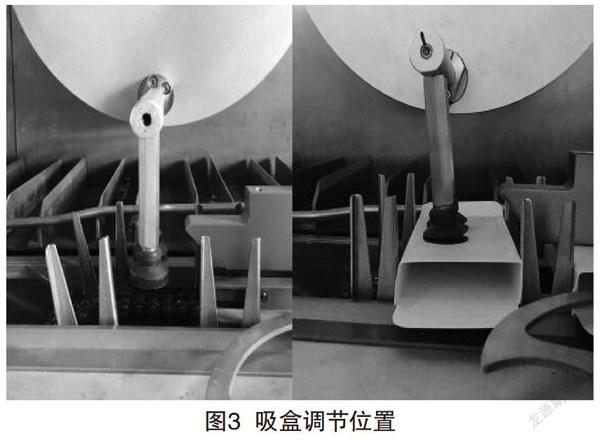
吸盒转盘的调节主要包括转盘高度的调节和吸盒杆的调节(更换)以及吸嘴杆的更换。首先,确定成型纸盒的高度标准,当更换包装纸盒的时候,拿到一个新纸盒手工成型好后,把转盘转到合适的位置即可更换[3]。如果高度过低,则需要调节转盘座,如图3所示。
1.3 插舌封盒机构调节
如图4所示,插舌片、压舌片、补压片固定在关大舌长条上,它们的高度随关大舌高度同步。一般情况下,插舌片、压舌片、补压片一次调好后很少再调,只需根据纸盒的高度调节大舌长条的高度即可[4]。图4为调节后得到的插舌效果。
1.4 成品输出及剔废结构的维护
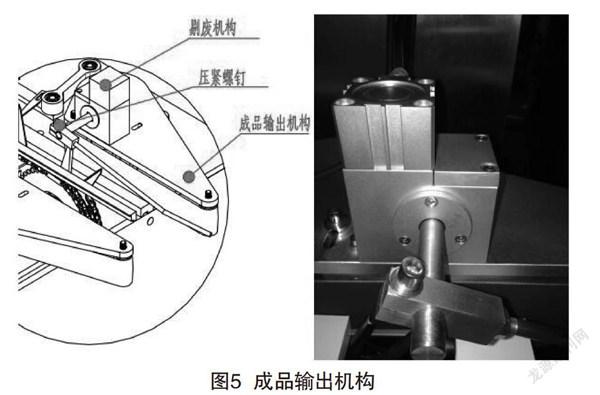
成品输出结构可以将装有药板和说明书的药盒输送出来,该结构无需随纸盒大小的调整而调整[5]。一般情况下,剔废结构也无需调节,如果出现剔废不够顺畅的情况,可以拧松图示中的压紧螺钉,适当旋转调节剔废摆杆的角度,拧紧螺钉后测试,反复调整多次直到合适即可,如图5所示。
2 XWZ-300高速装盒机维护保养
为了安全操作,在设备使用前做好相关检查工作,使用中和使用后做好观察和维护工作,具体步骤如下:
(1)每次开机前要检查压缩空气的压力是否达到正常生产的要求,压力应在0.5~0.7 MPa范围内。
(2)每次开机前要打开真空泵。
(3)油雾器要加足够量的20#机油,每次开机前都要放掉减压阀内的积水,以免水汽进入气缸内,影响机器的正常工作。
(4)正常生产时,要经常检查各滚动轴承的温度,一般最低工作温度不低于40 ℃,最高温度不超过70 ℃,各滚动轴承要每年更换一次润滑脂。
(5)要经常检查减速箱内的油位,油位高度以不低于箱体高度的2/3为佳,且每年应更换一次减速箱内的机油。
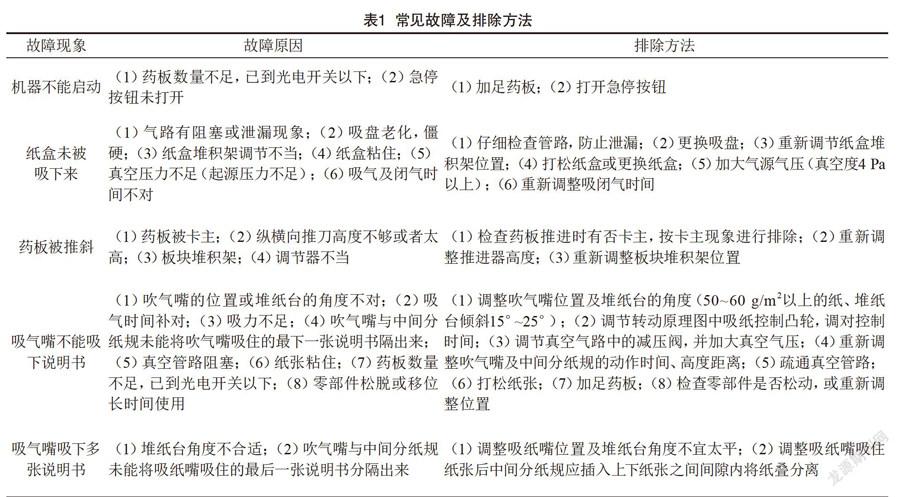
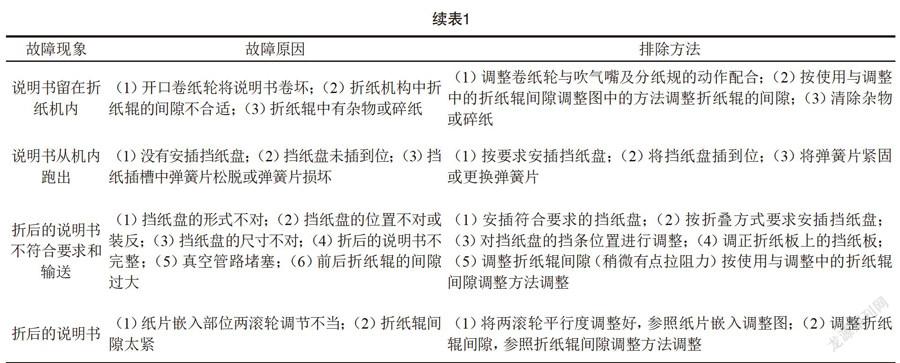
3 常见故障及排除方法
常见故障及排除方法如表1所示[6]。
[参考文献]
[1]方磊晶,周 琪,陈韦韦,等.PLC在ZHJ-80多功能装盒机中的应用[J].机电信息,2019(11):3-4.
[2]吴晓雯.浅谈卷烟包装机设备维修维护与保养[J].机械化工,2017(6):11-12.
[3]赵 淮.包装机械知识大全[M].北京:化学工业出版社,2003.
[4]许林成.包装机械原理与设计[M].上海:上海科技出版社,1994.[5]郑文纬,吴克坚.机械原理[M].北京:高等教育出版社,1995.
[6]焦海志.浅谈自动包装机在医药行业的作用与维护保养[J].机械管理开发,2014(4):110-112.
猜你喜欢
东方教育(2016年3期)2016-12-14 20:13:49
读与写·上旬刊(2016年10期)2016-11-25 13:29:18
俪人·教师版(2016年14期)2016-11-22 22:09:01
艺术科技(2016年9期)2016-11-18 19:52:31
艺术科技(2016年9期)2016-11-18 18:07:46
农机使用与维修(2016年10期)2016-11-10 09:48:12
中国科技博览(2016年22期)2016-11-01 18:00:16
中国科技博览(2016年22期)2016-11-01 12:34:39
职业(2016年10期)2016-10-20 22:22:45
课程教育研究·学法教法研究(2016年21期)2016-10-20 19:02:22
