
新型电动阀门的速度曲线算法研究
2019-09-10 07:22汤伟张越王博易兆祥马强
中国造纸 2019年9期
关键词:定位精度
汤伟 张越 王博 易兆祥 马强










摘要: 中高速卫生纸机的上浆流量大,对纸浆浓度的调节精度要求高,普通的电动调节阀门难以胜任,因此,本课题组开发了一种基于直流无刷电机驱动的新型电动阀门。研究了梯形、S形速度曲线的运动规律,得出了能满足定位精度要求的五段S形速度曲线,并在控制器中内置速度控制算法。实例验证表明,该算法能够将电动阀门的最小操作步长由0.9°缩短至0.069°,操作步数由100步提升到1300步。现场应用表明,该算法能够将电动阀门的浓度调节误差由6.32%降低至2.89%,实现了更精细的流量调节。
关键词:电动阀门;速度曲线;最小操作步长;定位精度
中图分类号:TS736+.3 文献标识码:A
DOI:10.11980/j.issn.0254-508X.2019.09.007
Abstract: The domestic valve was limited to meet the high accuracy requirements of pulp consistency adjustment for medium and high speed tissue machine. New electric valve based on DC brushless motor was developed. This paper studied the movement process of triangle velocity curve and trapezoidal velocity curve. A five-stage S-shaped velocity curve which could satisfy positioning accuracy was obtained for the valve, and the velocity control algorithm was presetted in controller. The results showed that the algorithm could optimize the minimum angular displacement from 0.9° to 0.069°, and increase the operational steps from 100 to 1300. Besides, the algorithm could reduce the consistency adjustment error from 6.32% to 2.89%. The work realized the precision positioning control of electric valve.
Key words: electric valve; speed curve; minimum angular displacement; positioning accuracy
在抄紙工艺中,一般采用国产ZJKV型电动阀门对纸浆浓度进行调节,通过改变阀门的开度来改变白水的加入量,达到调节纸浆浓度的目的[1]。经实验测定,对于0~90°角行程的ZJKV型电动阀,执行精度为100个操作步长,阀门的最小动作角度为0.9°,且阀门开度与通电时间不能够呈现较好的线性关系,导致阀门定位精度下降;国产DN125的阀门单台售价约为3000元[2]。BTG公司的VBW系列阀门、Metso公司的NelesACE系列阀门具有5000/10000步以上的高精度[3],完全可以满足浓度控制的要求,但因其价格十分昂贵,如进口DN125的阀门单台售价在15万~18万元,若用于浓度调节成本过高,一般作定量调节阀使用。根据现场调研,中高速卫生纸机的浓度调节需要500~1000步之间的中高精度阀门,然而市场上还没有技术指标合适的中间产品,诸多造纸企业对电动阀的选择徘徊于上述两种产品之间。随着中高速卫生纸机的车速不断提升,对上浆浓度提出了更高的要求,当浓度控制不稳定时,会严重影响成纸的一等品率[4]。因此,怎样提高电动阀门的执行精度成为了一项重要的研究课题。
ZJKV型电动阀门与高精度阀门的差距表现在最小操作步长上,缩短最小操作步长便能够实现转角细分,进而精调稀白水流量,达到稳定上浆浓度的目的。电动阀门的转角时间特性反映其定位精度,一般采用速度曲线来描述阀芯的转角运动规律。驱动电机在一定程度上影响着电动阀门的定位效果,普通电动阀由三相异步电机驱动,而异步电机本身的定位精度不高,因此,具有较高定位精度的直流无刷电机被用于驱动阀门,并采用合适的速度曲线算法使电动阀门达到更精确的定位效果,来满足中高速卫生纸机的浓度调节要求。
本课题组开发了一种基于直流无刷电机驱动的新型电动阀门,研究了梯形、S形速度曲线的运动规律,以得到满足定位精度要求的五段S形速度曲线,并在控制器中内置速度控制算法。
1 电动阀门的结构改进
1.1 普通电动阀门的结构
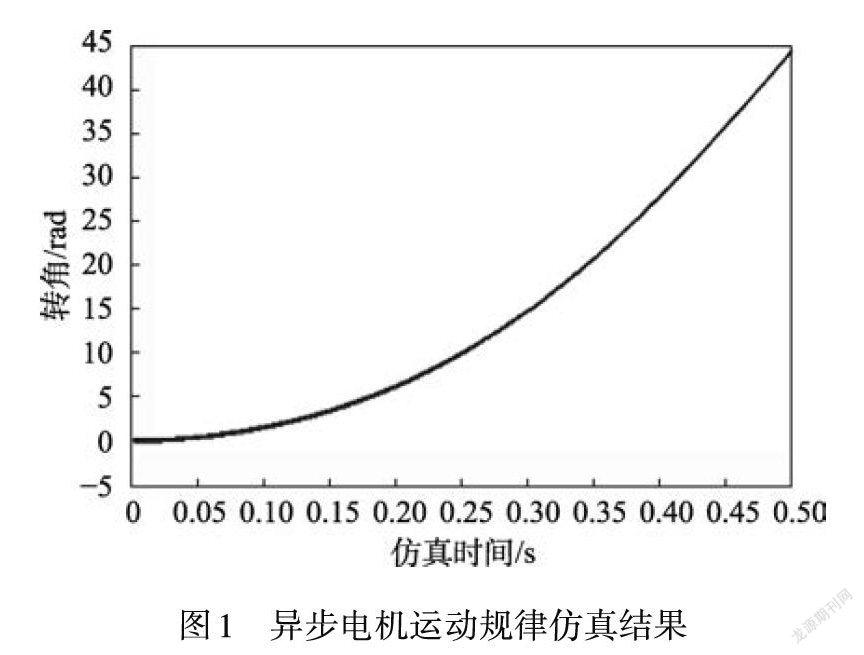
ZJKV型电动阀门由异步电机驱动,电机的输出轴连接圆柱齿轮减速器,圆柱齿轮末端的中心与蜗杆刚性固接在一起,成为同轴,电机转轴经圆柱齿轮减速、蜗轮蜗杆增矩后,将动力传输至阀杆,最终由阀杆带动V型球阀完成转动。笔者在MATLAB中搭建仿真模型,探究异步电机的转子运动规律,结果如图1所示。
由图1可知,异步电机的转角与时间呈非线性关系,当电机驱动阀杆转动时,阀芯所获得的转速值远离规定转速[5]。另外,由于缺少有效的阀位反馈信号,阀芯在转动的过程中处于不受控状态。因此,异步电机本身不适合用于电动阀门的精密定位控制。
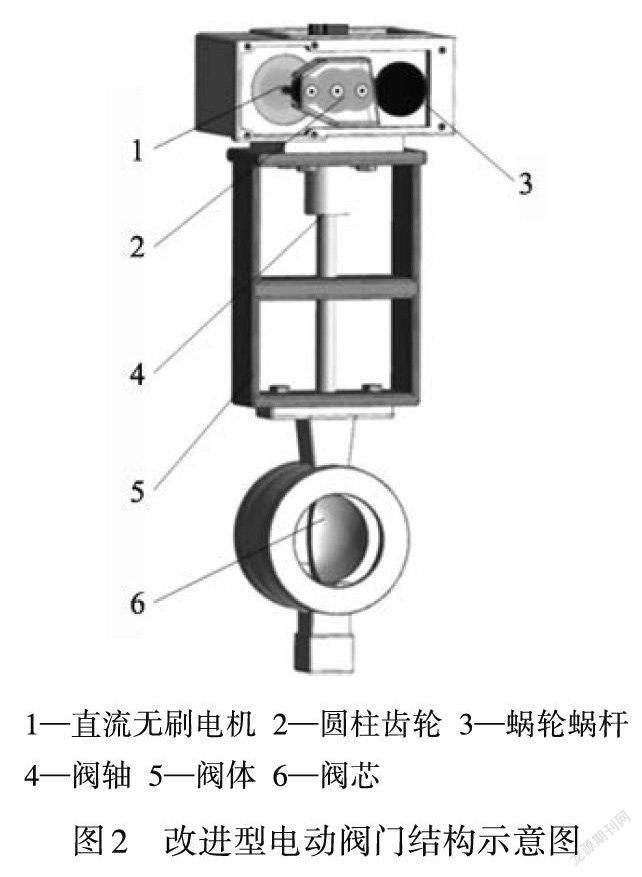
1.2 改进型电动阀门的结构
直流无刷电机的转矩与转速之间为线性比例关系,在电机驱动板中具有无级调节转速的选择功能项[6-7]。为确保阀芯在动作过程中的转速具有可控性,笔者采用直流无刷电机作为电动阀门的驱动部件,保持原来的传动系统,仅将异步电机更换为直流无刷电机,改进型电动阀门的结构如图2所示。在结构改进的基础上,用型号为LY-F2的单片机开发板和直流电机驱动器作为电动阀门的驱动控制单元,其新增成本约280元。电动阀门由直流电机驱动器提供直流24 V的供电电源,LY-F2可接收4~20 mA的阀位反馈信号、数字量的开关阀反馈信号以及全开或全关反馈信号,通过输出开关阀控制信号和PWM调速信号实现电动阀门的定位控制。
1.3 速度曲线与阀门定位精度的关系
在中高速卫生纸机的流送部,纸浆经历2个浓度调节过程以达上浆要求,其工艺流程如图3所示。
由图3可知,混合浆在进入成浆泵之前,首先要经过一次调浓,然后进入抄前池,再经过二次调浓后由上浆泵送入高位箱中静置,随后进入白水塔稀释,最后由冲浆泵送入流浆箱。在纸浆浓度的闭环控制回路中,电动阀门属于执行器,其开度大小决定着稀白水的流量,进而影响著纸浆浓度。当浓度计检测到纸浆浓度高于设定值时,控制器输出数字量信号将电动阀门开度变大,通过增加稀白水的通入流量使得纸浆浓度稳定,反之亦然[8-12]。在纸机流送部的浓度调节过程中,阀芯必定会经历由静止加速到规定转速和由规定速度减速至静止,若加减速预置定位曲线设计不合理,易导致阀芯不能准确抵达预设位置,导致纸浆的浓度紊乱[13]。因此,合理的速度预置曲线能够有效地提升电动阀门的定位精度。笔者以电机的转子输出轴为研究对象,对比研究3种速度预置算法在电动阀中应用的优缺点。
2 电动阀门的定位曲线研究
2.1 梯形速度曲线
梯形加减速曲线包含匀加速、匀速和匀减速段,其运动规律如图4所示。从图4可看出,在梯形加减速定位曲线中,t0~t1是加速度为a1、初速度为V0的加速过程,t1~t2是速度为Ve的匀速过程,t2~t3是以加速度为a2的减速过程,可见,加速度存在突变现象,容易引起转子抖动,进而造成阀芯定位不准确[14]。为避免电动阀门发生过冲或丢步等现象,需使驱动电机的输出力矩连续。因此,对加速度连续的速度预置算法的研究显得十分必要。
2.2 七段S形速度曲线
七段S形速度曲线具有加速度连续的特点,所描述的运动规律如图5所示[15-16]。由图5可知,在七段定位过程中,加速过程与减速过程完全相逆,加速过程的特征函数可映射到阀芯的整个运行状态中。令每一段运动过程结束时刻的速度分别为~,角位移分别为~。第一段0~t1为加速度a按固定比率增大的匀变加速过程,其速度V、角位移S与时间t的关系可表示为式(1)。
第二段t1~t2是加速度a为恒定值a1的匀加速过程,可表示为式(2)。
第三段t2~t3为加速度a按固定比率减小的匀变加速过程,可表示为式(3)。
第四段t3~t4为转子保持匀速Ve运行过程,可表示为式(4)。
第五段t4~t5是加速度按固定比率增大的匀变减速过程,可表示为式(5)。
第六段t5~t6是加速度为恒定值的匀减速过程,可表示为式(6)。
第七段t6~t7为加速度按固定比率减小的匀变减速过程,可表示为式(7)。
根据上述函数关系可知,七段S形速度预置算法的实现过程颇为繁琐,涉及多组包含转子运动特征的时间分配问题以及相关数据的处理过程,与梯形速度预置算法相比,该速度预置算法使得控制器的运算时间延长,一旦输出信号的耗时比程序的运行周期短,就会导致电动阀门停转[17-19]。因此,需要对传统七段S形速度预置算法进行改进研究。
2.3 五段S形速度曲线
在七段S形加减速曲线的基础上去掉两段加减速过程,得出了五段S形加减速定位曲线,其描述的运动规律如图6所示。令各加、减速阶段的耗用时间均为tm,匀速阶段的耗时为tave,令每一段运动过程结束时刻的速度分别为~,角位移分别为~。第一段加速过程为加速度a以固定比率增加的匀变加速过程,经过第一个加速过程后速度达到V1,然后进入加速度a以固定比率减小的匀变加速过程,经第二个加速过程后达到规定转速Ve并匀速运行时长tave,最后进入与加速过程相逆的减速阶段,其中,加速度的最大值用am表示,且存在V2=V3=Ve。第一段0~tm加速过程的运动状态特征为式(8)。
第二段tm~2tm加速过程的运动状态特征为式(9)。
第三段2tm~(2)匀速过程的运动状态特征为式(10)。
第一段与第五段、第二段与第四段所描述的速度变化规律相逆,故可将减速环节看作加速环节的逆过程,电动阀经历减速阶段所获得的角位移等于加速阶段所对应的角位移,且在减速环节的末尾时刻阀芯的转速降为零。关于减速阶段的运动特征函数关系,此处不再赘述。假设转子以速度转动,在五段S形加减速曲线中,添加一段加速度为0、在规定转速工况下的速度曲线,构成转子在理想与实际两种情况下的运动规律对比示意图,如图7所示。
由图7可知,粗线代表转子在理想情况下的运动规律,令0~tm、tm~2tm、2tm~(2tm+tave)每个时间段结束时刻所对应的理论角位移分别为、和,实际角位移分别为S1、S2和S3,将理论曲线与五段S形加减速曲线进行对比分析后,可得到经验公式如式(11)所示。
根据式(11)可知,阀芯经历第一段加速过程后所获得的角位移与理论角位移之间的差量刚好由第二段加速过程来弥补,阀芯经历减速过程所获得的实际角位移等于第二段加速过程对应的理论角位移,阀芯最终获得的角位移恰好等于理论值。因此,在五段S形速度预置算法中,减速阶段可视为描述电动阀门在实际应用中转角缺陷的补偿过程。图8说明了电动阀门在3种速度曲线下的运行规律。
由图8可知,tm=Ve /am,梯形速度曲线的加速时间为改进型速度曲线的1/2,为传统七段S形速度曲线的2/3,说明阀芯在梯形速度曲线下能够最快达到规定转速Ve,由于其加速度的变化率在瞬间趋近于无穷大,不符合实际情况,该种状态特征不能为电动阀的应用提供依据。与七段S形速度预置算法相比,改进型速度曲线的加速过程耗时虽然最长,但是该算法的设计过程较为简单,表现在其两段加速过程对应的角位移之和等效于相同时间内理论角位移的1/2,减速过程亦然。因此,改进型速度预置算法能够有效降低设计的复杂性,容易求得阀芯在实际使用过程中的角位移特征。
3 速度曲线算法的工程实现
3.1 算法设计流程
在LY-F2中采用ATMega328P芯片来实现五段S形速度预置算法作为电动阀门定位控制的设定值,在Arduino IDE的集成编译环境中进行程序设计,该算法的实现流程如图9所示。根据许用加速度和最短加减速时间,能够设计出描述五段S形速度曲线的加速段函数和减速段函数,根据定位过程的目标转角,可以确定匀速段函数,其中,最小操作步長可以用来判定电动阀门的定位精度。
3.2 驱动控制参数
设计电动阀门的负载转矩为110 Nm,驱动电机的额定转矩为0.095 Nm,转子轴与阀杆之间的减速比为1500∶1,折算至转子轴的应受负载转矩为0.073 Nm,为保留一定裕量,将该值放大18%,得到电机的额定负载转矩为0.086 Nm。以转子输出轴为研究对象,不计阻尼转矩,加速度和驱动转矩之间的关系可表示为式(12)。
Te =TL+(12)
式中,Te为驱动转矩,TL为负载转矩,J为转动惯量。
经查阅手册,取J = 3.65 kg·cm2,求得 rad/s2,为保护驱动电机,取许用加速度,作为电动阀运行的最大加速度。在使用过程中,电动阀不必受限于驱动电机的额定转速,可根据阀芯的执行时间来配置规定转速,使电动阀门具有一定的柔性调节功能。所设计电动阀门的执行时间范围是100~400 s,对应的阀芯转角都是0.785 rad,即阀芯最快能够在100 s内按照速度预置曲线由全开到全关,最慢能够在400 s内按照速度预置曲线由全开到全关。
电动阀门的执行时间与规定转速之间的函数关系见式(13)。
式中,为规定转速,为减速比,m表示执行时间。可求得当阀芯的执行时间为400 s时,驱动电机的规定速度为2.94 rad/s,当阀芯的执行时间为100 s时,驱动电机的规定速度为11.77 rad/s。
3.3 阀门最小操作步长
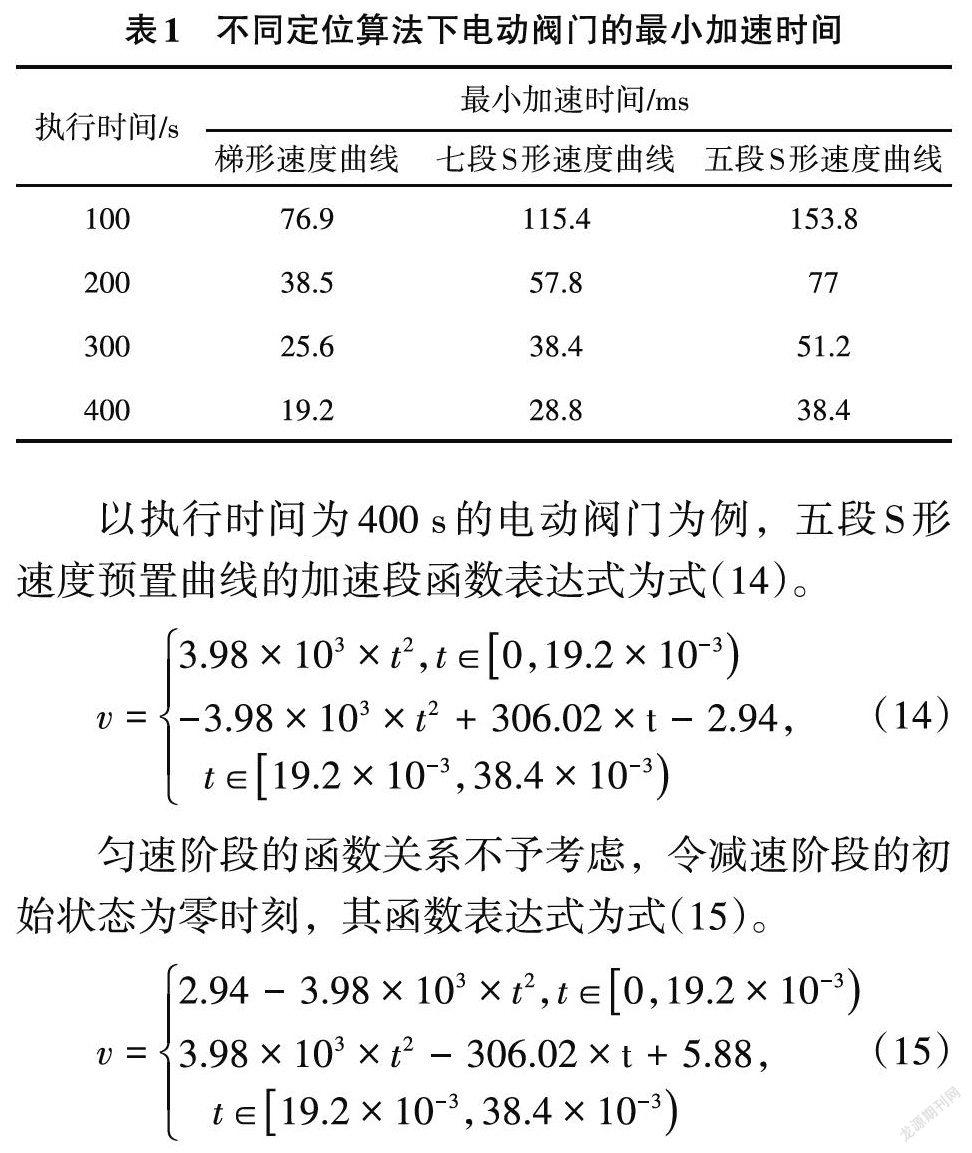
在某个确定的执行时间状态下,缩短加减速过程的耗用时间能够转角细分,在3种定位算法下,得到描述电动阀加速阶段的时间分配方式如表1所示。
以执行时间为400 s的电动阀门为例,五段S形速度预置曲线的加速段函数表达式为式(14)。
匀速阶段的函数关系不予考虑,令减速阶段的初始状态为零时刻,其函数表达式为式(15)。
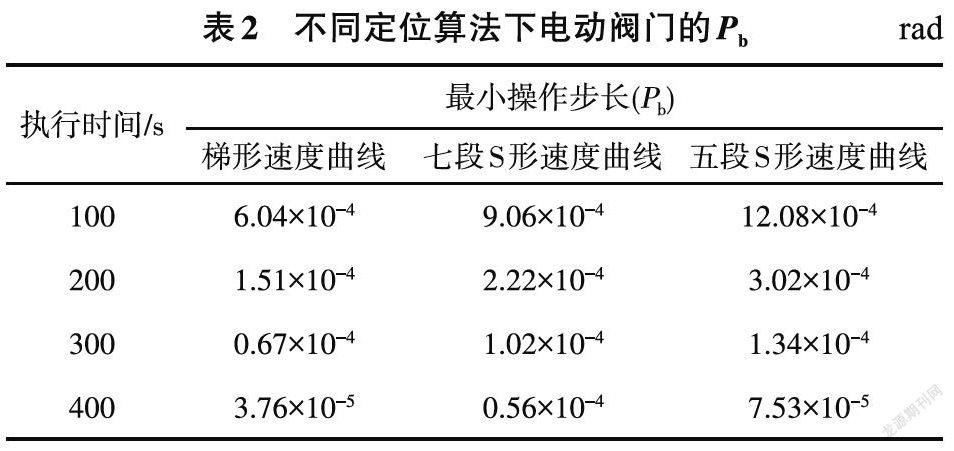
经历加速过程后立即进入减速过程,产生的角位移对应的最小操作步长,用Pb表示,总有Pb=kVet/i,其中,代表转角比例系数。为研究电动阀门在3种定位算法下的转角细分情况,求得在不同执行时间下的Pb,结果如表2所示。
上述研究结果表明:
(1)在五段S形速度预置算法下,当电动阀门的执行时间为400 s时,每段加速过程的耗用时间不得低于38.46 ms,当执行时间为100 s时,每段加速过程的耗用时间不得低于152 ms,否则容易导致转子的输出力矩不足,引起阀芯产生抖动现象。
(2)五段S形速度预置算法的Pb为梯形速度曲线的2倍,为七段S形速度曲线的1.33倍,延长执行时间能够进一步减小Pb。
(3)对于执行时间为100 s的电动阀门,改进型速度预置算法能够将Pb由原来的0.9°缩短至0.069°,操作步数可由100步提升到1300步。
4 新型电动阀门的应用效果
将开发的新型电动阀门试用于保定某纸厂的8#高速卫生纸机,负责流送部的纸浆浓度调节过程,将浓度变化情况作为一项评价电动阀门定位精度的指标,现场应用如图10所示。
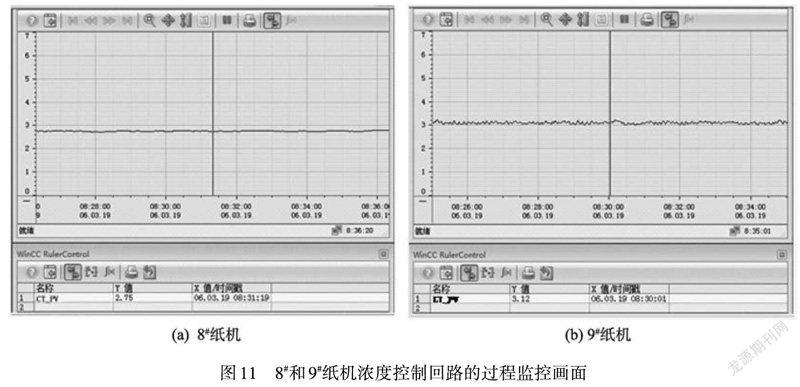
在图10中,稀释白水自上而下流经电动阀门,阀门的开度影响着白水的流量值,进而决定纸浆的浓度大小,可以通过浓度计现场读取浓度值,也可以在Wincc V7.3软件中实时监控浓度的波动情况。为对比更换电动阀门前后纸浆浓度的调节质量,截取同一时间段内8#纸机与9#纸机的浓度监控画面,如图11所示。
图11(a)中8#纸机采用改进型电动阀门进行调节,纸浆浓度的设定值为2.77%,当前时刻浓度的过程值为2.75%;图11(b)中9#纸机仍然采用原来的电动阀门进行调节,纸浆浓度的设定值为3.07%,当前时刻浓度的过程值为3.12%。与原来普通电动阀门的工作状态相比,8#纸机的浓度过程值更加趋于稳定状态,不存在明显的波峰和波谷,而9#纸机的浓度过程值具有明显的波动现象,最大值为3.22%,最小值为2.98%。在600 的测试时间内,新的浓度调节过程减少了58个波峰、49个波谷,浓度调节的误差率可由原来的6.32%降低至2.89%,说明基于五段S形速度预置算法的电动阀门可以表现出更优的定位特性,能够使得纸浆浓度的过程值严格维持在设定值上。
5 结 论
ZJKV型电动阀门是在纸机流送部中负责白水调浓的重要执行器,其定位精度直接决定着成纸质量。分析了造成阀门定位精度不足的原因,以成本增加不多为改进原则,换用直流无刷电机驱动执行机构,提出将五段S形速度预置算法用于电动阀门的定位过程中,并设计了当执行时间为400 s的速度函数。研究表明,改进的五段S形速度预置算法可将Pb由原来的0.9°缩短至0.069°,把电动阀门的操作步数由100步提升到1300步,使浓度调节过程的误差由原来的6.32%降低至2.89%,有效地提高了电动阀门的定位精度,能够满足中高速卫生纸机对上浆浓度的严格要求。
参 考 文 献
[1] TANG Wei, PANG Xiao, WANG Qi, et al. A Control Scheme for Stock Approach System of Domestic High Speed Tissue Machines[J]. China Pulp & Paper, 2015, 34(8): 49.
汤 伟, 庞 肖, 王 琦, 等. 一种国产高速卫生纸机流送系统控制方案[J]. 中国造纸, 2015, 34(8): 49.
[2] Liu Jiayi. Intelligent Status and Development Trend of Electric Valves[J]. China Petroleum and Chemical Standard and Quality, 2018, 38(10): 90.
刘嘉益. 电动阀门的智能化现状及其发展趋势[J]. 中国石油和化工标准与质量, 2018, 38(10): 90.
[3] Metso Automation Neles Valve Company. Neles Ace Basis Weight Control Unit Installation, Maintenance and Operating Instrument [R]. Helsinki, Finland, 2016.
[4] YANG Xu, ZHANG Hui. Prospects for the 13th Five-Year Plan for China's Pulp and Paper Equipment Manufacturing Industry[J]. China Pulp & Paper, 2016, 37(11): 32.
楊 旭, 张 辉. 我国制浆造纸装备制造业“十三五”发展展望[J]. 中国造纸, 2016, 37(11): 32.
[5] Zou Yuanwei, Wan Heng. Simulation of Torque Stability Optimization Control for Asynchronous Motor[J]. Computer Simulation, 2017, 34(12): 292.
邹元威, 万 衡. 异步电机转矩稳定性优化控制设计仿真[J]. 计算机仿真, 2017, 34(12): 292.
[6] Baek S W. Optimum shape design of a BLDC motor for electric continuous variable valve timing system considering efficiency and torque characteristics[J]. Microsystem Technologies, 2018, 24(11): 4441.
[7] Zhang Qingchao, Ma Ruiqing, Zhang Zhen, et al. Electromagnetic Torque Obeservation of Brushless DC Motor Based on Hall Position Signals[J]. Transactions of China Electrotechnical Society, 2015, 30(10): 187.
张庆超, 马瑞卿, 张 震, 等. 基于霍尔位置信号的无刷直流电机电磁转矩观测[J]. 电工技术学报, 2015, 30(10): 187.
[8] TANG Wei, HUANG Baozhu, HU Xiangman, et al. Improvement of High-precision Quantitative Valve Controller Based on S7-200[J]. China Pulp & Paper, 2016, 35(12): 43.
汤 伟, 黄宝柱, 胡祥满, 等. 基于S7-200高精度定量阀控制器的改进研究[J]. 中国造纸, 2016, 35(12): 43.
[9] Wang Bo. Study on Precision Position Strategies for Paper Basis Weight Control Electric Valve Actuators[D]. Xian: Shaanxi University of Science & Technology, 2018.
王 博. 纸张定量控制电动阀门执行器精密定位策略研究[D]. 西安: 陕西科技大学, 2018.
[10] Zhao Huixian, Wu Xinwei. Control System Design and Application of Electic Actuators[J]. Instrument Technique and Sensor, 2017(4): 83.
赵慧娴, 吴新伟. 一种电动执行器控制系统设计与应用[J]. 仪表技术与传感器, 2017(4): 83.
[11] Wang Bo, Tang Wei, Dong Jixian, et al. Research and Development of Domestic Dilution Water Headbox’s Dilution Valve Controller[J]. Fluid Machinery, 2015, 43(4): 48.
王 博, 汤 伟, 董继先, 等. 国产稀释水阀控制器设计[J]. 流体机械, 2015, 43(4): 48.
[12] WANG Bo, TANG Wei, DONG Jixian, et al. Design of Cross Direction Basis Weight Control Actuator of Dilution Water Hydraulic Headbox[J]. China Pulp & Paper, 2015, 34(5): 41.
王 博, 汤 伟, 董继先, 等. 稀释水水力式流浆箱横幅定量控制执行器设计[J]. 中国造纸, 2015, 34(5): 41.
[13] Wang Bangji, Liu Qingxiang, Zhou Lei, et al. Design of Stepper Motor Velcity Profile and Realization on FPGA[J]. Micromotors, 2012, 45(8): 67.
王邦继, 刘庆想, 周 磊, 等. 步进电机速度曲线的设计与FPGA实现[J]. 微电机, 2012, 45(8): 67.
[14] WANG Bo, TANG Wei, LIU Qingli, et al. Research and Development of Medium High-precision Quantitative Valve for Basis Weight Control of Paper Machine[J]. China Pulp & Paper, 2014, 33(3): 39.
王 博, 湯 伟, 刘庆立, 等. 国产造纸机用中高精度定量阀的研制[J]. 中国造纸, 2014, 33(3): 39.
[15] Wang Bo, Tang Wei, Dong JiXian, et al. Positioning-control Based on Trapezoidal Velocity Curve for High-precision Basis Weight Control Valve[J]. Paper and Biomaterials, 2017, 2(2): 42.
[16] Yuan Jipeng, Huang Zuguang, Zhang Chengrui, et al. Selection Strategy of Freedrate Planning Algorithm for Robot Point to Point Contrl[J]. Manufacturing Technology & Machine Tool, 2018(12): 143.
袁佶鹏, 黄祖广, 张承瑞, 等. 机器人点位控制速度规划算法选择策略[J]. 制造技术与机床, 2018(12): 143.
[17] He Jie, Wang Zhengrong, Mark King, et al. Research on prediction methods for motor vehicle driver training demand based on an S-curve[J]. Transportation Research Part F: Psychology and Behaviour, 2018, 58(7). 834
[18] Fang Jiawei, Cai Jinda, Yao Ying, et al. S-type Acceleration and Deceleration Control Method Based on Sigmoid-function[J]. Journal of Mechanical & Electrical Engineering, 2018, 35(9): 933.
方佳伟, 蔡锦达, 姚 莹, 等. 基于Sigmoid函数的S型加减速控制方法研究[J]. 机电工程, 2018, 35(9): 933.
[19] Zhang Zhisong. Trajectory Planning of Palletizing Robot Based on Double S-shaped Velocity Curve[J]. Mechanical & Electrical Engineering, 2018, 35(3): 330.
张志松. 基于双S形速度曲线的混联码垛机器人轨迹规划[J]. 机电工程, 2018, 35(3): 330.
(责任编辑:常 青)
猜你喜欢
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
发明与创新·大科技(2017年9期)2017-09-14
无线互联科技(2017年3期)2017-04-21
科技与创新(2016年23期)2017-03-30
科技与创新(2017年1期)2017-02-16
电脑知识与技术(2016年21期)2016-10-18
现代仪器与医疗(2015年5期)2015-10-21
现代电子技术(2015年17期)2015-09-23
现代电子技术(2014年17期)2014-09-17
