高温再热器出口联箱管座角焊缝开裂原因分析
2019-09-07 07:38邓辉
综合智慧能源 2019年8期
邓辉
(中国大唐集团科学技术研究院有限公司华中电力试验研究院,郑州 450000)
0 引言
近年来,火电机组重要管道和高温集箱上热工仪表管、疏水管及排空气管等管座角焊缝开裂泄漏事故频繁发生[1]。多数开裂是由焊接缺陷引起的,同时还与管线布置、管道材质等因素有关[2-5]。由于接管与母管具有相同的压力和温度,所以一旦发生泄漏,会对机组安全运行造成严重影响。
某电厂#4锅炉检修期间发现高温再热器(以下简称高再)出口联箱排空气管管座角焊缝存在表面裂纹缺陷,采取挖补修复措施后,运行约6 000 h后角焊缝再次开裂,发生蒸汽泄漏。
1 设备概况
该电厂#4锅炉为东方锅炉股份有限公司生产的DG1025/18.2-Ⅱ14型亚临界锅炉,于2003年12月投入运行,至2017年12月已累计运行约9万h,启停63次。高再出口联箱布置在标高51.2 m处,穿过炉顶大罩,规格为877.6 mm×55.0 mm,材质为12Cr1MoVG。在炉外距护板约1 m处联箱的上侧,连接有一根排空气管,规格为ø42 mm×6 mm,材质为12Cr1MoVG。
2 检查情况
2.1 宏观检测
排空气管管座角焊缝开裂形貌如图1所示。从图1可以看出,该管座在高再出口联箱上侧,通过包墙开孔延伸进炉膛内,开孔较小。机组运行时排空气管沿A-A向的膨胀受阻,导致管座角焊缝受A-A向的反向拉应力。角焊缝开裂方向与膨胀受阻方向一致,且此次开裂位置与上次检修时发现的裂纹位置相同,说明排空气管穿过包墙处结构设计不合理。
对开裂管座进行取样(如图1b所示),分别为原焊缝未补焊未开裂处试样1、补焊边界裂纹尖端处试样2、补焊中间完全开裂处试样3,试样经打磨、抛光、腐蚀后形貌如图2所示。从图2可以看出,试样1未进行挖补,原焊缝中存在气孔等缺陷;试样2虽然进行了挖补,但焊缝中原焊接缺陷并没有挖除干净,裂纹沿着补焊熔合线扩展但未完全断裂,有细小裂纹延伸入热影响区;试样3同试样2形貌相似,但裂纹由熔合线延伸入12Cr1MoVG基体一侧的热影响区后完全开裂,这可能与裂纹扩展方向刚好与应力方向垂直有关;由图2d所示的试样3断口宏观形貌可见,断口处存在夹渣等焊接缺陷。
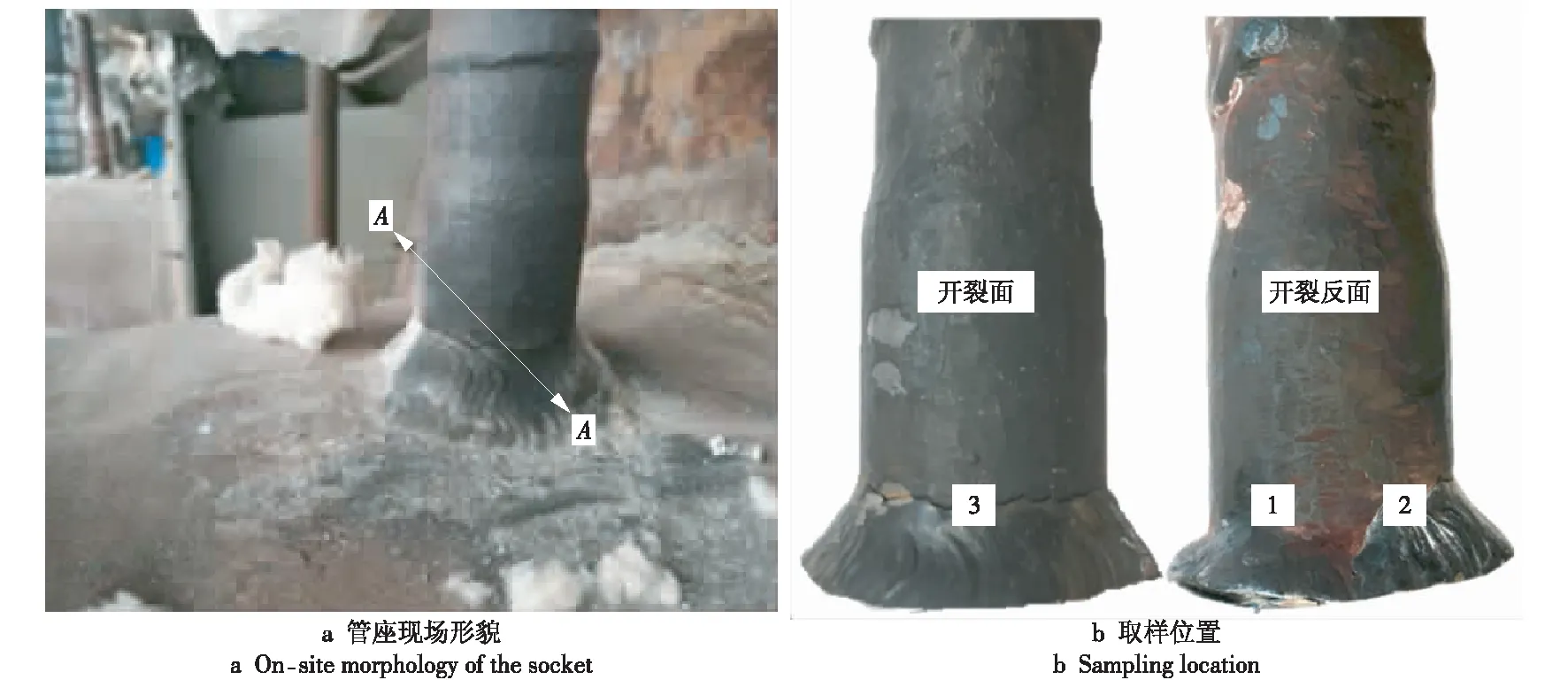
图1 排空气管管座角焊缝开裂形貌Fig.1 Morphology of crack on the fillet weld of the ventilation tube socket

图2 试样经腐蚀后宏观形貌Fig.2 Morphology of different corroded samples
2.2 光谱检验
使用XL3t980合金分析仪对断裂的管样材质进行光谱分析,光谱分析结果见表1。管座原焊接材质为R317,补焊材质为镍基焊材Inconel82。由表1可知,光谱检验结果符合DL/T 991—2006《电力设备金属光谱分析技术导则》[6]、DL/T 869—2012《火力发电厂焊接技术规程》[7]及《焊接手册》要求[8]。
2.3 硬度检验
使用HV-1000A显微硬度计对试样2的管座母材进行显微硬度检测,测量结果为112,112,111 HB,低于DL/T 438—2016《火力发电厂金属技术监督规程》要求的135~197 HB。
2.4 金相检验
对裂纹尖端试样2的母材、热影响区、原焊缝区、补焊区进行金相组织观察,如图3所示。由图3可见:12Cr1MoVG侧母材组织为铁素体+珠光体,仅有少量的珠光体区域,碳化物明显聚集长大呈颗粒状,部分碳化物分布在晶界及其附近,晶界上碳化物呈链状分布,老化4级(如图3a所示);12Cr1MoVG侧热影响区细晶区为铁素体+贝氏体,组织正常(如图3b所示);管座原焊缝区组织为铁素体+贝氏体,组织正常(如图3c所示);管座补焊区组织为奥氏体,组织正常(如图3d所示)。
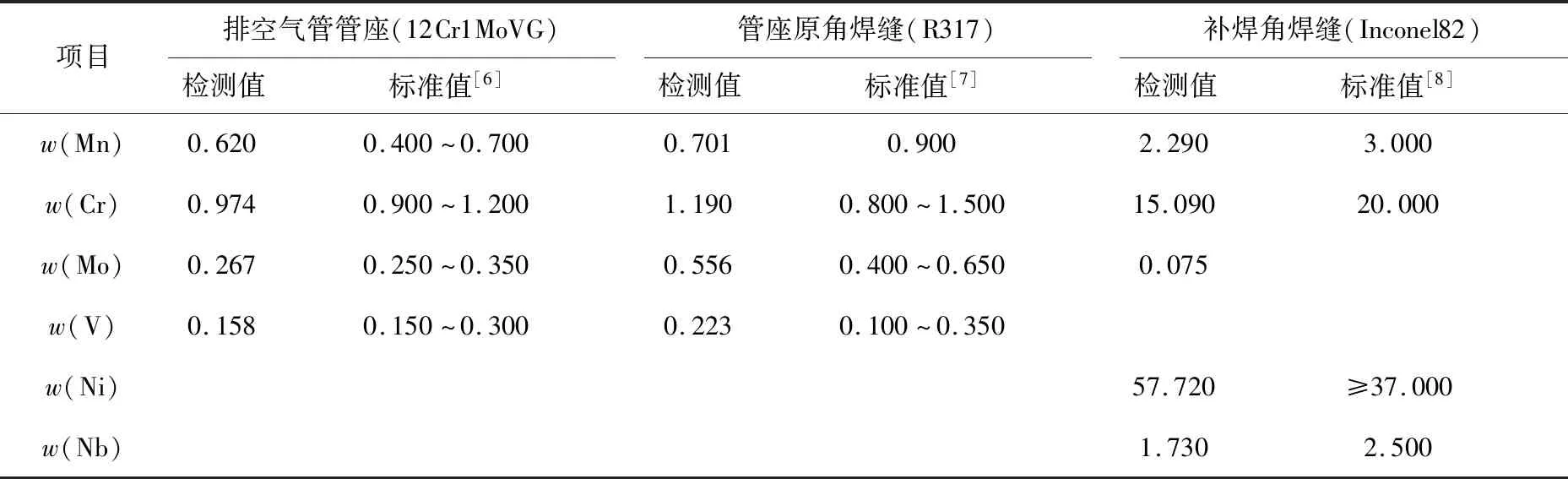
表1 取样管光谱检验结果Tab.1 Optical testing results of samples %

图3 试样2各区域组织形貌Fig.3 Morphology of different regions of sample 2
对试样2裂纹附近组织进行金相检验,选定图2b中的A,B区域。从图4可以看出,裂纹附近组织无异常,裂纹沿12Cr1MoVG侧热影响区和焊缝分界线即熔合线延伸,且在B区域热影响区存在细小的疲劳裂纹。
2.5 扫描电镜分析
采用QUANTA-650型扫描电子显微镜对试样2的裂纹起源A区进行扫描电镜观察,检验结果如图5所示。相关研究表明,在焊接接头熔合良好的情况下,540 ℃高温长时间运行过程中,焊缝金属元素会向母材区域发生扩散,即熔合线毗邻母材金属的区域内应含有一定量的Ni元素[9]。从图5可以看出,在靠近裂纹熔合线毗邻12Cr1MoVG侧母材区域内,Ni元素含量极少,并无Ni元素的过渡区,说明开裂起源处存在熔合不良的情况。
图4 试样2裂纹附近组织形貌Fig.4 Morphology near the crack of sample 2

图5 试样2熔合线附近开裂起源处形貌及元素分布线状图Fig.5 Morphology and elements distribution line map of sample 2 at crack origin area near fusion line
3 开裂原因分析
造成#4锅炉高再出口联箱排空气管管座角焊缝开裂的原因如下。
(1)原焊缝缺陷未挖除干净;采用镍基焊材进行补焊,补焊工艺不当,存在坡口熔合不良、气孔等焊接缺陷。
(2)此次开裂位置与上次检修时发现的裂纹缺陷位置相同,结合护板开孔形貌,排空气管穿过包墙处开孔较小,使排空气管膨胀受阻,导致管座角焊缝受反向拉应力。
补焊工艺不当,焊接质量不佳,存在坡口熔合不良等焊接缺陷,在膨胀应力、焊接残余应力等因素作用下,首先在外壁发展成裂纹,然后沿熔合线由外向内扩展,最后向排空气管12Cr1MoVG侧热影响区扩展撕裂,导致角焊缝开裂,发生蒸汽泄漏。
4 处理建议
(1)修整炉墙护板上排空气管穿孔尺寸,保证排空气管自由膨胀。
(2)采用局部挖补方法处理焊缝缺陷时,应将缺陷挖除干净,补焊后应进行无损检测。局部挖补只能作为一种临时措施,应尽快择机对管座整体进行重新焊接,并采用合适的焊接材料和工艺。
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国应急管理科学(2022年2期)2022-05-23
理论与创新(2020年11期)2020-07-26
临床超声医学杂志(2020年4期)2020-04-30
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
科技创新导报(2019年27期)2019-01-30
电子制作(2018年18期)2018-11-14
海洋世界(2017年1期)2017-02-13
航空材料学报(2016年1期)2016-08-31