
纤维素酒精生产过程中水稻秸秆处理工艺的研究
2019-09-03 01:28耿中峰吕惠生
酿酒科技 2019年8期
时 锋 ,张 佳 ,王 智 ,耿中峰,吕惠生
(1.天津大学石油化工技术开发中心,天津 300072;2.天津九源化工工程有限公司,天津 300072)
水稻秸秆是一种丰富且廉价的可再生资源,为中国主要农作物副产物之一。水稻秸秆年产量可达1.8 亿t[1],且其纤维素含量达40 %,可作为优质的生物质原料生产纤维素酒精并用作燃料乙醇,缓解化石燃料紧缺的问题[2]。然而,目前水稻秸秆仍主要用于肥田、饲料和焚烧等,其资源利用率不足,且易造成环境污染[3]。因此,高效且环境友好地转化水稻秸秆资源是纤维素酒精产业持续健康发展的技术关键。
纤维素酒精生产过程包括原料预处理、酶解、发酵、酒精纯化和废水处理等工序[4]。预处理阶段的目的是脱除原料中的半纤维素,使纤维素更多地暴露出来,从而提高后续酶解发酵效率[5]。因此,选择高效且绿色的预处理工艺至关重要。
目前常用的预处理工艺包括物理[2]、化学和生化方法。蒸汽爆破技术的可适用性较强,可处理多种生物质,但原料处理效率较低,不利于大规模生产[6];稀酸水热处理技术多采用稀硫酸等无机酸,反应强度大,半纤维素脱除率较高,但反应液腐蚀性较高,且无机酸的存在会抑制后续发酵过程,并增加废水处理难度[7-9];而水热处理工艺是一种绿色、无毒且反应条件较温和的处理手段,具有腐蚀性小、对发酵影响低、废液易处理等优势[10]。该工艺是利用了亚临界条件下的水自发电离的H+催化原料水解,但其处理强度较低[11],需要添加少量的酸以增强体系内的处理强度[12]。为了避免无机酸导致的设备腐蚀、发酵难和废液处理难等问题,通常使用可生物降解的有机酸来增强水热处理工艺,如醋酸和乳酸等[13]。作为水热处理的副产物之一,醋酸和乳酸的加入不会引入其他杂质,废液处理难度较低,且可直接进行厌氧发酵。
本研究通过加入可生物降解的醋酸强化水稻秸秆水热处理工艺,考察了pH 值、反应时间以及温度对水热处理效果的影响,并通过酶解实验,探究各因素对后续酶解收率的影响,并确定了水热处理的最佳工艺条件。
1 材料与方法
1.1 材料、仪器
水稻秸秆:由天津大韩伟业建筑工程有限公司提供。将风干后的水稻秸秆粉碎,取40~60 目颗粒使用。水稻秸秆成分为:纤维素,39.88 %;半纤维素,24.36%;木质素,17.48%;灰分,4.71%;可溶物,11.98%。
纤维素酶(CTec2):由北京诺维信公司提供,活性为223 FPU/mL。
仪器设备:物料粉碎机(FW177),高压灭菌锅(YX280B),1000 mL 反应釜(Parr4843),摇床(ZHWY-2102C),高效液相色谱仪(AGILENT-1100),真空干燥器(ZK-82A)等。
1.2 实验方法
1.2.1 水热处理
取20 g 水稻秸秆、400 mL 去离子水和一定浓度的醋酸加入1000 mL 高压反应釜中,密封并通入氮气至反应压力达2 MPa,之后加热至目标温度后开始计时及取样。反应结束后停止加热,通过真空抽滤装置进行固液分离,液体产物通过高效液相色谱进行检测,固体烘干后用于后续的酶解反应,每组实验重复3次。
1.2.2 酶解反应
缓冲液配制:取0.1 mol/L 醋酸和醋酸钠溶液配制成pH4.8的缓冲溶液。
酶解反应:取1 g 水热处理后的固体样品、0.1 g纤维素酶及30 g 缓冲溶液,于50 ℃下在120 r/min的恒温摇床中反应72 h。反应结束后用G3 型的砂芯漏斗进行固液分离,并用高效液相色谱检测酶解液中各组分含量,每组实验重复3次。
1.2.3 分析方法
原料组分分析:纤维素、半纤维素及木质素等采用美国可再生能源实验室的NREL 方法进行测定[14]。
反应产物组分分析:采用高效液相色谱仪分析葡萄糖含量。
色谱条件:选用Aminex HPX-87H 离子分离柱和示差折光检测器;4 mmol/L H2SO4的流动相,以0.6 mL/min的流速,40 ℃柱温;进样体积20 μ L。
标准曲线测定:分别配制0.01 g/L、0.02 g/L、0.04 g/L、0.06 g/L、0.08 g/L 和0.10 g/L 的标准溶液并进行分析测定,如图1所示。
酶解收率=酶解液中的葡萄糖含量/水稻秸秆中纤维素含量×162/180;
半纤维素脱除率=1-水热处理后固体中半纤维素含量/水稻秸秆中半纤维素含量;
纤维素损失率=1-水热处理后固体中纤维素含量/水稻秸秆中纤维素含量。
2 结果与分析
2.1 水热处理pH值的影响
在原料液中添加不同浓度的醋酸,测定其pH值,并在180 ℃下处理水稻秸秆30 min,取水热处理后的固体进行酶解反应,实验结果如图2所示。
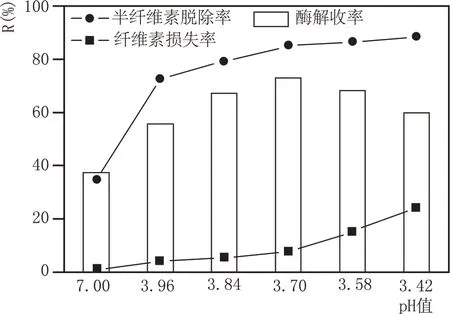
图2 pH值对水热处理和酶解的影响
当不添加醋酸时(pH7),半纤维素脱除率34.74 %,纤维素损失率1.02 %,酶解收率37.42%。使用醋酸增强后,酶解收率大幅度提升,在55.62%~73.04%。随着醋酸浓度增大,原料液中pH 值由3.96 降为3.42,半纤维素脱除率增大,由77.62 %增至88.48 %。然而随着pH 值降低,纤维素损失率也进一步增大。当pH>3.7 时,纤维素损失率在4.34%~7.88%,损失率较低,变化较慢;当pH 值进一步降低,纤维素损失急剧增大,其中当pH 为3.42 时,纤维素损失率为24.22 %,严重影响了后续酶解收率。
酶解收率随pH 值降低呈先升后降的趋势,当pH>3.7 时,酶解收率随pH 值降低而逐渐增加,这主要是因为随着酸浓度增加,半纤维素脱除率逐渐升高,增大了纤维素与酶的接触面积,使得酶解反应更容易进行。相反,当pH<3.7 时,酶解收率随pH 值降低而大幅度减少,降至59.81 %,这是由于在水热处理过程中,纤维素损失率较高,虽然半纤维素的脱除提高了纤维素酶解的效率,但更多的纤维素在水热处理中损失,导致后续的酶解收率较低。
综上所述,醋酸可以增强水热处理工艺并提高酶解收率。当pH>3.7 时,随着醋酸浓度增大,水热处理反应强度增加,半纤维素脱除率增加,酶解收率增加,即提高醋酸浓度有利于后续酶解。当pH<3.7 时,进一步提高醋酸浓度反而会大幅度降低酶解效率,不利于酶解。其中,当pH3.7 时,半纤维素脱除率为85.02%,纤维素损失率为7.88%,酶解收率最高,为73.04%。
2.2 水热处理时间的影响
在温度180 ℃,pH3.7 的条件下水热处理水稻秸秆10~60 min,取水热处理后的固体进行酶解实验,实验结果如图3所示。

图3 时间对水热处理和酶解的影响
随处理时间延长,半纤维素脱除率由77.32 %增加至91.26 %,纤维素损失率由3.34 %上升至21.35 %。当处理时间低于40 min 时,酶解收率随处理时间的延长而提高,由51.30 %增至75.71 %,这是因为随着水热反应的进行,半纤维素不断被脱除,纤维素暴露出来的同时没有进一步被降解,使得后续的酶解收率提高。随着处理时间进一步延长,大部分半纤维素被脱除,暴露出的纤维素会开始被降解,导致酶解收率下降。当处理时间为40 min时,半纤维素脱除率为85.20 %,纤维素损失率为9.34%,酶解收率最高为75.71%。
2.3 水热处理温度的影响
在pH3.7,温度170~190 ℃下水热处理水稻秸秆40 min,取水热处理后的固体进行酶解实验,实验结果如图4所示。

图4 温度对水热处理和酶解的影响
当温度从170 ℃升至185 ℃时,半纤维素脱除率、纤维素损失率和酶解收率均增大。随着温度升高,反应强度增大,半纤维素的脱除使更多纤维素暴露出来,虽然纤维素损失率有所提高,但总的酶解收率仍旧增大。然而当温度进一步升高,纤维素损失较多,酶解收率略有下降。
综上所述,温度升高有助于半纤维素脱除,提高酶解收率,但温度过高会导致水热处理时纤维素损失率较高,降低酶解收率。最佳水热处理温度为185 ℃,半纤维素脱除率为88.92%,纤维素损失率为10.84%,此时酶解收率为76.67%。
3 结论
采用醋酸增强的水热处理过程,可以有效提高半纤维素脱除效率,提升后续酶解效率,以提高酒精产率。降低原料液pH 值即提高醋酸浓度或升高温度、延长反应时间都可以提高反应强度,促进半纤维素脱除,但也会增加水热处理过程中的纤维素损失率。当pH>3.7,温度低于185 ℃,反应时间不足40 min 时,降低pH 值、升高温度和延长反应时间均可促进后续酶解收率的增加。其中当pH3.7,温度185 ℃,反应时间为40 min 时,半纤维素脱除率和纤维素损失率分别为88.92%和10.84%,酶解收率最高为76.67%。
猜你喜欢
世界农药(2022年10期)2022-11-10
云南化工(2022年2期)2022-03-18
有色冶金节能(2022年1期)2022-03-11
能源化工(2021年2期)2021-12-30
今日农业(2021年1期)2021-11-26
中国种业(2021年7期)2021-08-02
农药科学与管理(2021年2期)2021-03-16
新疆医科大学学报(2020年1期)2020-03-12
海外星云(2016年19期)2016-10-24
药学研究(2015年11期)2015-12-19
