四级浓香菜籽油酶法脱胶工艺条件优化
2019-08-22 09:40汪增乾包李林熊巍林张谦益
中国油脂 2019年7期
汪增乾,包李林,熊巍林,张谦益,姜 黎
(道道全粮油股份有限公司 国家油菜籽加工技术研发中心,湖南 岳阳414000)
目前,四级浓香菜籽油脱胶较多采用传统常规脱胶方法,如水化脱胶、酸法脱胶等。传统脱胶方法[1]可以有效地除去水化磷脂,但较难除去非水化磷脂[2-3]。而浓香型油脂常采用低温使磷脂絮凝后通过过滤的方式脱胶,烘炒热榨菜籽毛油本身低温下磷脂分离不彻底导致脱胶效果不佳。酶法脱胶[4-5]通过添加磷脂酶(Lecitase Ultra)[6-8]作用于非水化磷脂1-位脂肪酸链,生成2-位溶血磷脂和游离脂肪酸。因去掉了一个脂肪酸链,磷脂亲水性更强,易于水化,同时油脚包裹油脂量减少,脱胶油得率进一步提高[9]。
近年来,国内工厂酶法脱胶工艺应用逐渐增多,如广西渤海农业发展有限公司[10]利用磷脂酶PLC对大豆油进行酶法脱胶中试,脱胶油收率提高1.38个百分点,平均磷含量为105 mg/kg;江苏泰兴振华油脂有限公司[11]利用磷脂酶PLA1与PLC混合酶对大豆油进行酶法脱胶中试,脱胶油收率提高0.38个百分点,平均磷含量为5 mg/kg;中纺粮油(东莞)有限公司[12]利用磷脂酶PLC对大豆油进行酶法脱胶中试,脱胶油收率提高1.34个百分点,平均磷含量为171.89 mg/kg。现有工艺中多应用磷脂酶PLC进行酶法脱胶,但其脱胶效果欠佳,仍需后续精炼处理,不适合应用在四级浓香菜籽油加工中。而磷脂酶PLA2仍以实验室应用较多,受国内法律法规限制,暂时无法大规模商用。综合脱胶效果、法律法规、成本等多方面因素考虑,本实验选取磷脂酶PLA1进行酶法脱胶实验。
由于磷脂酶的作用,油脂中游离脂肪酸含量增加,导致其酸价升高。在四级浓香菜籽油精炼过程中仅经过脱胶、脱蜡、脱水等工艺即得最终产品,脱胶后酸价升高将严重影响后续加工以及最终菜籽油的品质。因此,本实验对四级浓香菜籽油酶法脱胶工艺进行优化,在保证菜籽油酸价不显著升高的前提下,大幅降低毛油磷脂含量并提高油脂收率。
1 材料与方法
1.1 实验材料
浓香菜籽油(酸价(KOH)2.29 mg/g,磷脂含量445.50 mg/kg),道道全重庆粮油有限责任公司提供;磷脂酶PLA1(Lecitase Ultra),由丹麦诺维信公司提供,酶活10 000 U/g;盐酸、氢氧化钾、硫酸联氨、钼酸钠稀硫酸溶液、一水柠檬酸等,分析纯。
HH-8数显恒温水浴锅;UV-1801紫外可见分光光度计;IKA C-MAG HS-10磁力搅拌器;ES-1002HA 电子天平;PHS-3C型pH计;TD5A-WS台式低速离心机;SX2-4-10马弗炉;GWA-UN1超纯水器等。
1.2 实验方法
1.2.1 浓香菜籽油的酶法脱胶
称取200 g浓香菜籽油于500 mL烧杯中,水浴加热至55℃,加入一定量50%柠檬酸溶液后在500 r/min的机械搅拌下维持3 min,将一定量磷脂酶与去离子水混匀后加入油中,在500 r/min的机械搅拌下维持5 min,后改为350 r/min的机械搅拌下酶解一段时间。反应结束后于3 000 r/min离心2 min,取上层油样测定磷脂含量。
1.2.2 磷脂含量和酸价测定
参照GB/T 5537—2008(钼蓝比色法)对样品进行磷脂含量的测定;参照GB 5009.229—2016对样品进行酸价的测定。
2 结果与分析
2.1 单因素实验
2.1.1 酶添加量对酸价与磷脂含量的影响
在水浴温度55℃、50%的柠檬酸添加量200 mg/kg、酸反应时间3 min、去离子水添加量2%、酶解时间120 min条件下,考察酶添加量对菜籽油酸价与磷脂含量的影响,结果见图1。

图1 酶添加量对酸价与磷脂含量的影响
由图1可知,随着酶添加量的增加,菜籽油酸价逐渐升高,磷脂含量逐渐降低。这是因为磷脂酶在特定条件下作用于磷脂1-位的脂肪酸链生成2-位溶血磷脂和游离脂肪酸[13],游离脂肪酸增多导致酸价升高;而随着酶添加量的增加,磷脂含量逐渐降低,当酶添加量为50 mg/kg时磷脂含量可降至12.82 mg/kg,继续增加酶添加量,磷脂含量缓慢降低,变化不明显,当酶添加量为90 mg/kg时磷脂含量为9.12 mg/kg。综合考虑,最适酶添加量选择30 mg/kg。
2.1.2 50%柠檬酸添加量对酸价与磷脂含量的影响
在水浴温度55℃、酸反应时间3 min、酶添加量50 mg/kg、去离子水添加量2%、酶解时间120 min条件下,考察50%柠檬酸添加量对菜籽油酸价与磷脂含量的影响,结果见图2。
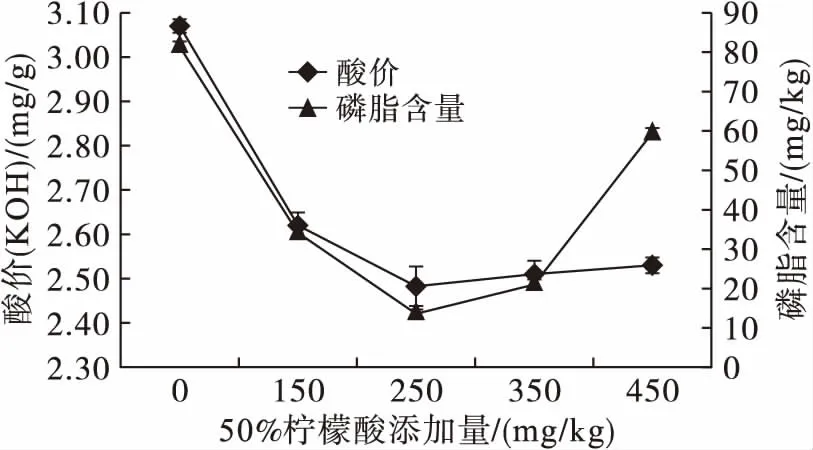
图2 50%柠檬酸添加量对酸价与磷脂含量的影响
由图2可知,随着50%柠檬酸添加量的增加,酸价与磷脂含量均先降低后升高,在250 mg/kg时达到最低点。这是因为随着反应体系中电解质增多有利于磷脂发生凝聚,而此时酶反应较少,当50%柠檬酸添加量大于250 mg/kg后磷脂酶逐渐起到主导作用,游离脂肪酸增多导致酸价升高;柠檬酸在油脂中可以螯合金属离子,减少金属离子对酶的抑制,同时还可以调节反应体系的pH,有利于酶作用的发挥,所以在50%柠檬酸添加量为250 mg/kg达到磷脂酶最适pH区间,此时磷脂含量达到最低。综合考虑,最佳50%柠檬酸添加量选取250 mg/kg。
2.1.3 去离子水添加量对酸价与磷脂含量的影响
在水浴温度55℃、50%柠檬酸溶液添加量200 mg/kg、酸反应时间3 min、酶添加量50 mg/kg、酶解时间120 min条件下,考察去离子水添加量对菜籽油酸价与磷脂含量的影响,结果见图3。

图3 去离子水添加量对酸价与磷脂含量的影响
由图3可知,随着去离子水添加量的增加,酸价缓慢升高,磷脂含量在去离子水添加量0%~2%之间显著降低,当去离子水添加量大于2%时磷脂含量反而增加。这是因为随着去离子水添加量的增大,磷脂微粒逐渐絮凝,而去离子水添加量过多导致菜籽油乳化,不利于后续分离[14]。综合考虑,最佳去离子水添加量选取2%。
2.1.4 酶解时间对酸价与磷脂含量的影响
在水浴温度55℃、50%柠檬酸溶液添加量200 mg/kg、酸反应时间3 min、酶添加量50 mg/kg、去离子水添加量2%条件下,考察酶解时间对菜籽油酸价与磷脂含量的影响,结果见图4。
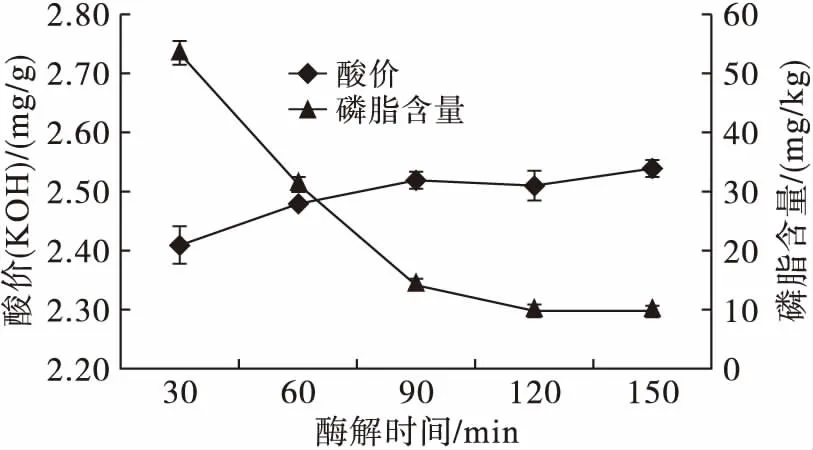
图4 酶解时间对酸价与磷脂含量的影响
由图4可知,随着酶解时间的延长,菜籽油酸价逐渐升高,而磷脂含量在酶解90 min内下降显著,由30 min的53.52 mg/kg降到14.25 mg/kg,酶解120~150 min磷脂含量变化不显著,仅由9.85 mg/kg 降至9.81 mg/kg。因为随着酶解时间的延长,反应逐渐完全,酸价相应升高,磷脂含量逐渐降低。综合考虑,最佳酶解时间选取120 min。
2.2 响应面实验
结合单因素实验结果,选择酶添加量(A)、50%柠檬酸添加量(B)、去离子水添加量(C)、酶解时间(D)为自变量,浓香菜籽油酶法脱胶综合得分(Y)为因变量,运用Design Expert V8.0.6软件设计响应面实验。响应面实验因素水平见表1,响应面实验设计及结果见表2,方差分析见表3。

表1 响应面实验因素水平

表2 响应面实验设计及结果
注:Y(综合得分)=(酸价分值+磷脂含量分值)/2,其中酸价为2时100分,为3时0分,按线性分配相应分值;磷脂含量为20时100分,为30时0分,按线性分配相应分值。
通过Design Expert V8.0.6软件对表2中的综合得分进行响应面回归分析,得到回归方程:Y=69.85-7.57A+1.2B+0.77C+0.34D-1.18AB-0.72AC+0.14AD-0.22BC-0.018BD+0.022CD-5.29A2-5.36B2-1.07C2-1.15D2。

表3 方差分析
注:*表示显著,P<0.05;**表示极显著,P<0.01。
2.3 验证实验
通过Design Expert V8.0.6软件对响应值(Y)进行优化分析,得出最优工艺参数为酶添加量22.25 mg/kg、50%柠檬酸添加量259.23 mg/kg、去离子水添加量2.3%、酶解时间121.05 min,在此条件下综合得分理论值73.14,即酸价(KOH)为2.33 mg/g,磷脂含量为22.07 mg/kg。为便于实际操作,选用酶添加量22 mg/kg、50%柠檬酸添加量260 mg/kg、去离子水添加量2%、酶解时间120 min,在此条件下进行3组平行实验,得到的平均综合得分为73.21,即平均酸价(KOH)为2.31 mg/g,平均磷脂含量为22.26 mg/kg。实验结果与理论值吻合,相对误差在有效范围内,说明采用响应面法优化的浓香菜籽油酶法脱胶工艺参数可靠。酶法脱胶油收率为96.81%,较常规水化脱胶提高约1个百分点。
脱胶后的浓香菜籽油经过灭酶活(85℃,5~10 min)、离心(3 000 r/min,3 min)、脱水(加5%菜籽饼粉20~30 min)、离心(3 000 r/min,3 min)、脱蜡(5℃,30 min)处理后得到的四级浓香菜籽油各项理化指标均符合我国四级菜籽油标准,且芳香成分与常规水化脱胶的无明显差异,该酶法脱胶工艺经中试试验合格后即可应用于现有四级浓香菜籽油脱胶工艺中。
3 结 论
通过响应面优化得到浓香菜籽油酶法脱胶最优工艺条件为水浴温度55℃、酸反应时间3 min、酶添加量22 mg/kg、50%柠檬酸添加量260 mg/kg、去离子水添加量2%、酶解时间120 min,此条件下脱胶油酸价(KOH)为2.31 mg/g,较毛油仅提高0.87%,磷脂含量为22.26 mg/kg,较毛油降低95%,收率为96.81%,较常规水化脱胶提高约1个百分点。
猜你喜欢
现代食品(2022年20期)2022-11-21
中国麻业科学(2021年5期)2021-12-02
青年文学家(2021年19期)2021-08-10
粮食与食品工业(2021年1期)2021-02-06
疯狂英语·新读写(2020年12期)2020-12-26
小资CHIC!ELEGANCE(2020年26期)2020-09-16
毛纺科技(2019年4期)2019-04-24
食品安全导刊(2017年5期)2017-06-05
中学生天地(A版)(2016年2期)2016-09-10
山东农业科学(2014年10期)2014-11-22