
浅谈发动机气缸盖气门环带对拍打试漏的影响及对策
2019-08-15 02:01:00唐丽巧
装备制造技术 2019年6期
唐丽巧
(柳州五菱柳机动力有限公司,广西 柳州545005)
0 引言
近年来,随着汽车行业的不断发展,汽车行业已成为国民经济的支柱产业。各汽车在不断提高品质、性能的同时,对发动机关键零部件的加工工艺也在不断的探索,以保证发动机的高性能。五菱柳机目前的主导产品有LJ479Q系列汽油发动机,LJ4A15系列汽油发动机,LJ469Q系列汽油发动机等。总装工厂在装配LJ479系列发动机时,发现柳机自制缸盖总成在气门拍打试漏工序一次性通过率仅为35%左右,而某供应商缸盖总成气门试漏一次性通过率为92%。对柳机自制缸盖总成气门拍打试漏合格率低原因做了一系列研究及对比分析,提出相应对策及改进建议。
1 气门拍打试漏工作过程及原理
总装工厂气门拍打试漏工序工作步骤为:
第一步,将进气门和排气门安装在气门导管中,使进、排气门与气门环带锥面配合;
第二步,将气门油封安装在气门导管头部;
第三步,安装气门弹簧、锁夹压装至气门杆;
第四步,按拧紧火花塞力矩要求安装火花塞,装配完成燃烧室形成封闭的气道空间。
将装配好的工件推进测试工位,设备自动封堵进排气侧,自动充气。充气分为三个阶段,即充气、保压、测试,设备通过对测试压力及泄漏量的监控,检测气门拍打试漏情况。我司生产的发动机为四缸发动机,四缸发动机均采用16气门设计。气门拍打试漏分别对一、二、三、四缸进行测试,四缸中其中一缸有气门漏气现象,说明这缸的燃烧室不是一个密闭的空间,最终泄露值会超出原定的泄漏量标准。
2 问题现状及对比验证分析
2.1 问题现状
2018-12-14,总装工厂反馈柳机机加工厂479缸盖进气侧气门拍打试漏不过,一次通过率20%左右,现场研磨后全部通过;2018-12-15,同批次零件经过机加工厂重新气门燃烧室试漏合格确认后,重新投总装二厂工厂验证,一次通过率35%左右,现场研磨后全部通过;2018-12-19,60件LJ479缸盖气门环带研磨返工后重新投总装工厂,一次通过57件,剩余3件研磨后通过。
对气门拍打试漏不合格的零件做统计分析,泄露部位均为进气侧,但进气侧从1到8气门均有泄露,分布位置无规律,泄露量为小漏,泄露值分布在25~40 ml/min。测量故障件的环带粗糙度、宽度均合格,通过显微镜查看故障部位气门无毛刺、铸造等缺陷。
总装工厂气门拍打试漏参数进气侧泄露值-5~20 ml/min,排气侧泄露值-5~90 ml/min,具体参数如下表1所列。

表1 总装工厂气门拍打试漏参数要求
2.2 影响气门拍打试漏泄露的缸盖气门环带参数
气门杆与气门环带是依靠锥面密封,气门环带相关参数的误差,都会直接影响气门环带与气门杆的密封配合,从而影响气门拍打试漏时泄露。气门环带主要相关参数有环带角度、环带粗糙度、环带宽度、环带跳动及环带有毛刺、异物等。
气门环带角度要求90°±30′,进气门锥角较小时,气门通过断面较大,进气阻力小,可以增加进气量。但角度过小会减少与气门的接触面,气门与气门座之间的密封会变差,试漏时也会产生影响;气门环带角度较大时,气门落座时有较好的对中作用,与气门有较大的接触压力等,这些有利于气门环带与气门之间的密封和传热,并有利于减少密封面上的积碳[1]。
气门环带毛刺或铸造缺陷:如有异物附着在环带上或环带有铸造缺陷时,在拍打试漏过程会导致气门关闭不严,造成泄露。
2.3 柳机自制产品本身及与某供应商气门环带参数对比分析
2.3.1 红丹涂装效果对比验证
将红丹均匀的涂在两根气门杆锥面上,再将气门杆分别装在柳机及某供应商缸盖总成气门导管中,将气门杆取出,检查缸盖总成与气门杆配合的气门环带配合面接触情况,即红丹涂装效果。
从锥面上留存的红丹效果对比,发现柳机自制缸盖的气门环带接触面红丹较小,分布不均匀,配合宽度较小,某供应商的相对来说环带接触面配合较宽,红丹分布均匀(如图1)。缸盖气门环带与气门配合面宽度宽的密封效果更好,反之,密封效果较差,会影响试漏合格率。

(续下图)
(接上图)
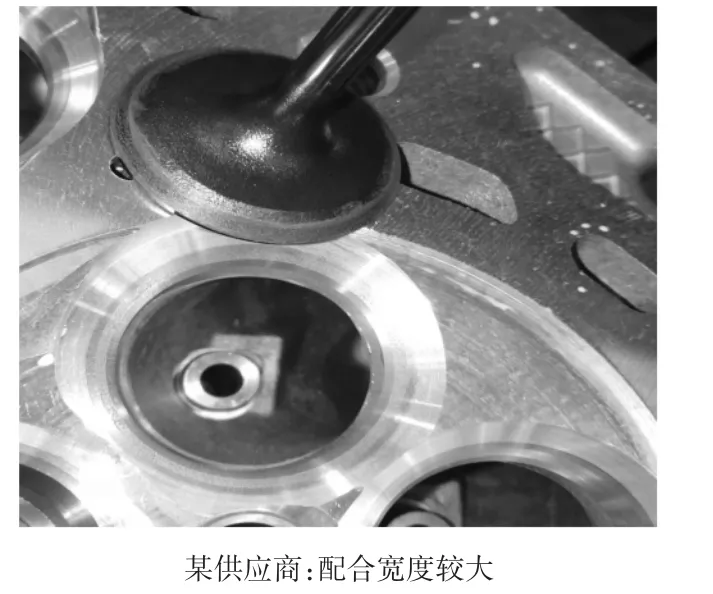
图1 红丹涂装效果对比图
2.3.2 气门环带参数对比测量
随机选取总装工厂气门拍打试漏不过、试漏合格的柳机零件及试漏合格的某供应商零件各4件,分别测量进气环带跳动和环带角度等参数。
环带跳动(柳机故障件本身对比):从故障件环带跳动数据分析(如表2),故障件1#故障部位为进5/进6,对应的环带跳动数值超差;故障件4#故障部位为进1/进2,对应的环带跳动数值合格;通过数据分析对比,总装气门拍打试漏不过和环带跳动超差没有明显对应关系。
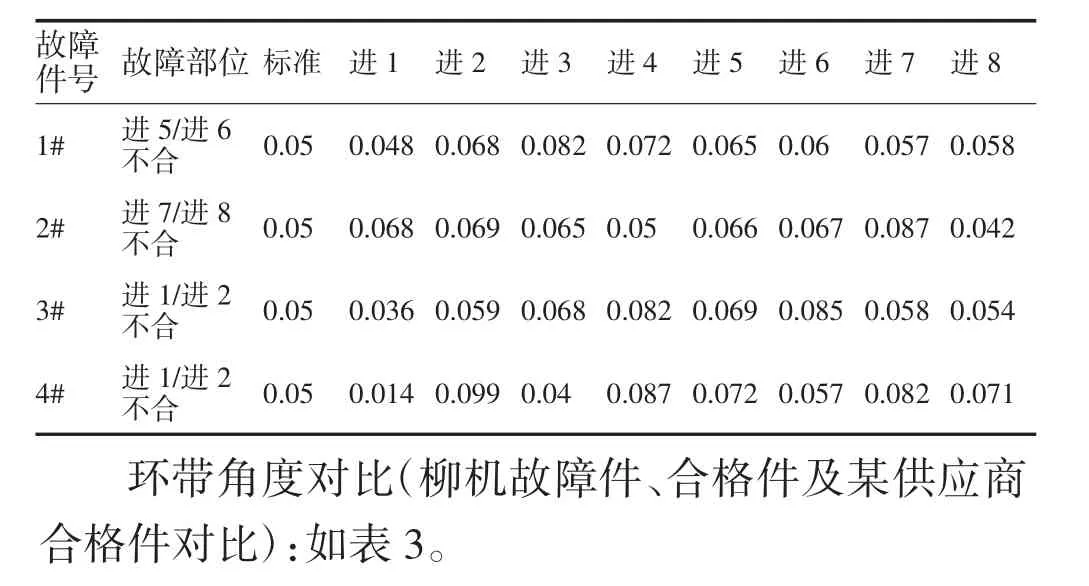
表2 柳机4件故障件环带跳动测量数据
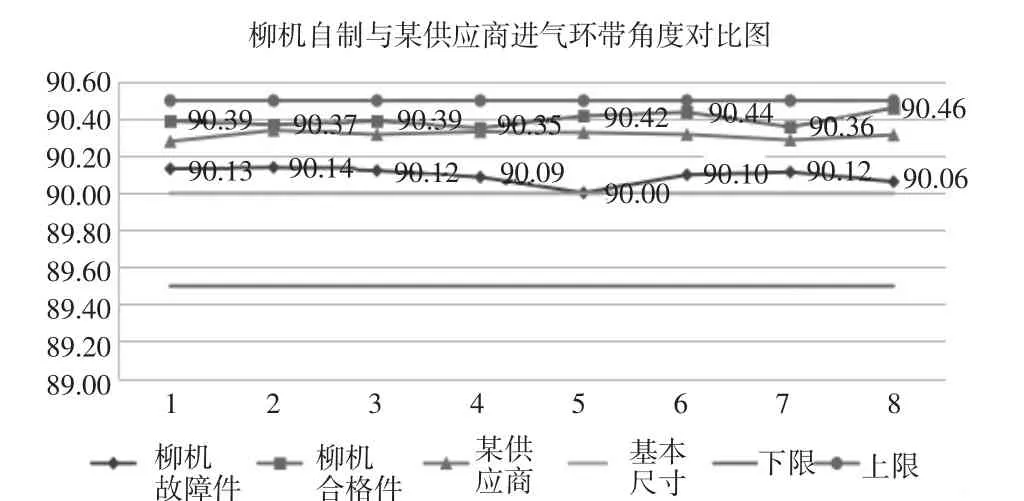
表3 柳机自制与某供应商进气环带角度对比
通过对比测量柳机故障件、合格件及某供应商合格件的进气环带角度数据,柳机故障件环带角度基本走中值,柳机合格件及某供应商合格件环带角度靠上限值波动,从而得出当环带角度往上限波动时,气门拍打试漏合格率更高。
3 工艺验证及效果
从上面的数据分析结果,当气门环带角度靠上限值时,气门拍打试漏合格率更高。为了验证进气门环带角度(90°±30′)在上中下公差范围内时,对总装工厂气门拍打试漏工序试漏值的影响,要求机加工厂分别按环带角度下差、中值、上差三种状态各加工50件,下发质量跟踪卡到总装工厂验证气门拍打试漏一次性通过率,结果如表4。
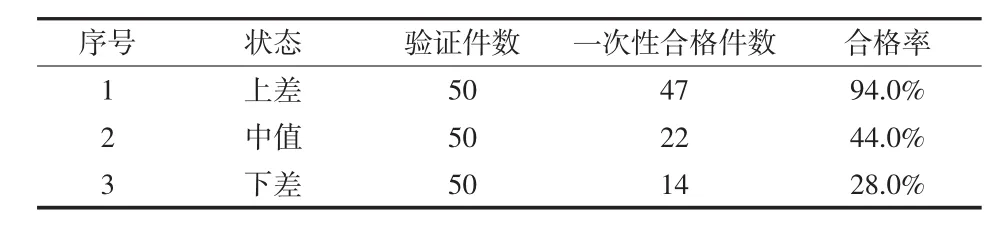
表4 按三种状态验证结果
通过三种状态验证结果,环带角度走上差时,气门拍打试漏一次性合格率最高。后续机加工厂按环带角度上差状态加工1000件做大批量验证,一次性通过966件,气门拍打试漏合格率从平均35%提升至96%左右,试漏一次性合格率大幅度上升,并提高客户满意度。
4 结束语
发动机气缸盖泄露,直接影响发动机的经济性和动力性,会导致发动机启动困难,功率下降,燃烧不完全,积碳严重,甚至引起个别缸不工作。气缸盖的气门环带角度的误差会直接影响与气门杆锥面的配合,直接影响密封性能[2]。气门环带角度走上差时,气门落座有较好的对中作用,与气门有较大的接触压力,有利于气门环带与气门之间的密封和传热,并有利于减少密封面上的积碳[3]。只有确保缸盖总成的密封性,才能保证气门拍打试漏的通过率,提升发动机性能。
猜你喜欢
汽车实用技术(2023年5期)2023-03-17 11:48:46
工程力学(2021年6期)2021-07-06 07:01:40
生物学通报(2019年7期)2019-07-08 06:04:02
扬子江(2019年3期)2019-05-24 14:23:10
动漫界·幼教365(大班)(2018年9期)2018-05-14 11:50:49
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
天文爱好者(2016年7期)2016-12-20 09:30:16
特别文摘(2016年7期)2016-05-04 05:45:16
工业设计(2016年6期)2016-04-17 06:42:53
