
企业建立扭矩扳子计量标准的探讨
2019-08-15 02:01:04岳利敏
装备制造技术 2019年6期
岳利敏
(柳州五菱汽车工业有限公司山东分公司,山东 青岛266555)
1 企业建立扭矩计量标准的目的
汽车装配件对扭矩的要求标准较高,扭矩偏大偏小,直接影响汽车装配件的质量,因此,企业对扭矩扳子的计量校准、检定关注度非常高。
为了保证公司扭矩扳子检定项目的合法、正确以及扭矩量值传递的正确性,特建立此计量标准,确保其量值的可信度和准确度。
2 计量标准的工作原理及其组成
2.1 计量标准的工作原理
使用符合检定规程JJG707-2014《扭矩扳子》要求的扭矩扳子检定仪(简称扭矩仪)对工作用的扭矩扳子(简称扳子)进行示值误差的检定。检定时,将扳子与扭矩仪按正确方式连接,选定扳子需要的扭矩值,调整扭矩仪的零位后,在扳子的把手部位平稳加力,加力方向应垂直于扳子的把手及扭矩的矢量方向,加力至选定的扭矩值,同时读取扭矩仪的示值,重复3次,按(1)式计算扳子的示值误差(单位为N·m)。

式中:△为扳子的示值误差;M为扳子的扭矩值;Q为扭矩仪的扭矩值。
2.2 计量标准的组成
准确度为1级的扭矩扳子检定仪。
3 计量标准器及主要配套设备
计量标准器的配置应当按照计量检定规程或计量技术规范的要求,科学合理、完整齐全的配置计量标准器及配套设备,并能满足开展检定或校准工作的需要[1]。标准配置如表1。

表1 计量标准器及主要配套设备
4 计量标准的主要技术指标
计量标准器及主要配套设备,其计量特性应符合相应计量检定规程或技术规范的要求,并能满足开展检定或校准工作的需要[2]。如表2。

表2 计量标准的主要技术指标
5 环境条件
环境条件应当满足开展检定或校准工作的要求,并对实验室温湿度进行监测记录,按照JJG707-2014《扭矩扳子检定规程》6.11 要求[1]。
检定环境温度(23±5)℃,检定过程中温度变化不超过±1℃,相对温度不大于80%RH[1]。如表3。

表3 环境条件
6 计量标准的量值溯源和传递框图
为了保证计量标准的溯源性,计量标准的量值应当溯源至计量基准或社会公用计量标准,当不能采用检定或校准方式溯源时,应通过比对的方式,以确保计量标准的一致性[3]。传递图如图1。
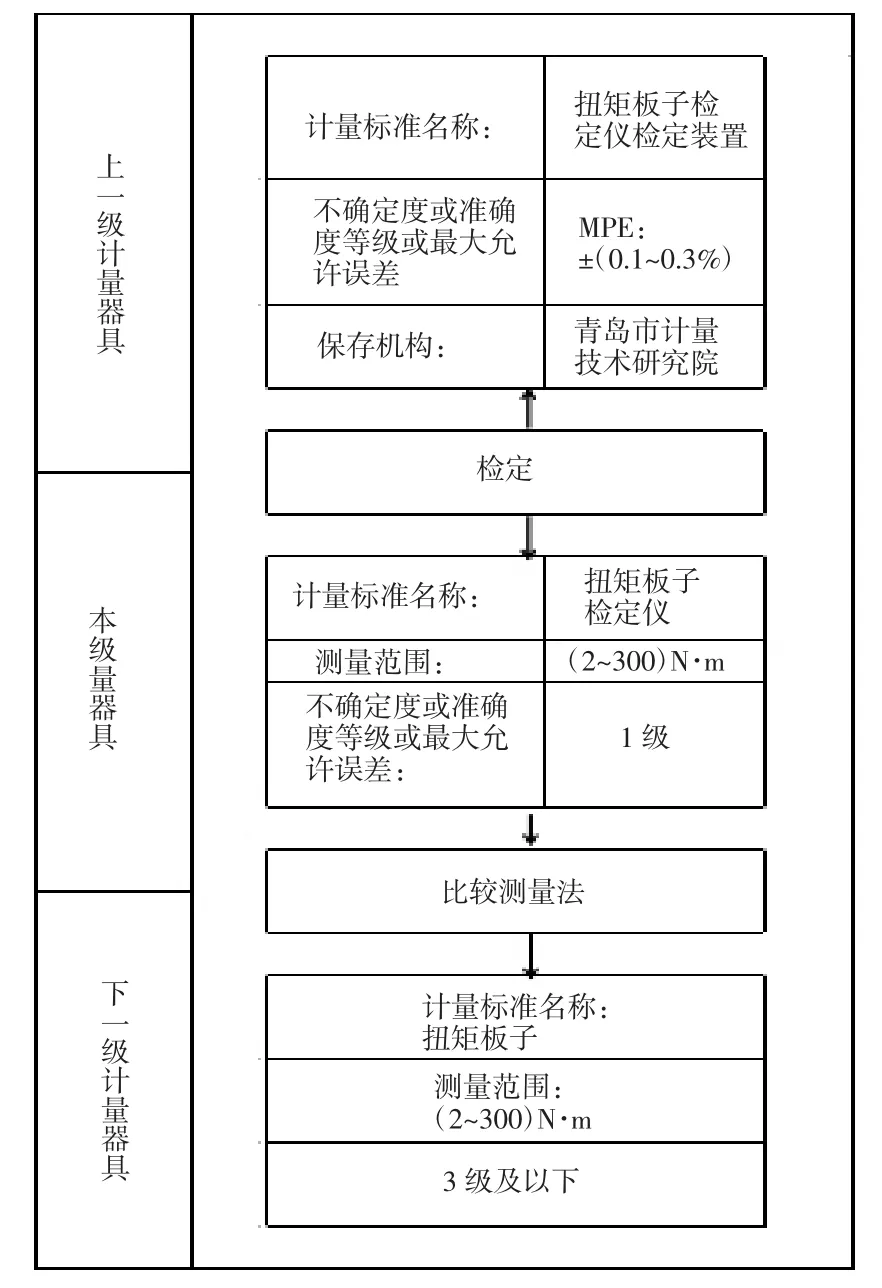
图1 计量标准的量值溯源和传递框图
7 计量标准的重复性试验
使用本厂准确度为1级的扭矩扳子检定仪对扭矩扳子(准确度为3级,测量范围为30~140 N·m),在受检点100 N·m处进行重复测量10次,试验数据如表4。

表4 重复性试验
通过以上试验得出,扭矩标准装置的测量重复性合格。
8 计量标准的稳定性试验
使用本厂准确度为1级的扭矩扳子检定仪对扭矩扳子(准确度为3级,测量范围为30~140 N·m),在受检点100 N·m处进行测量10次,实验数据如表5。

表5 稳定性试验
通过以上试验得出,扭矩标准装置的稳定性符合要求。
9 检定或校准结果的测量不确定度评定
9.1 概述
(1)测量方法:依据JJG707-2014《扭矩扳子检定规程》及国家计量技术规范JJF1059-1999《测量不确定度评定与表示》,取一把30~140 N·m,准确度为3级的扭矩扳子来分析测量结果不确定度。
(2)环境条件:温度(23±5)℃,相对湿度≤80%RH。
(3)测量标准:准确度为1级,测量范围40~200 N·m的扭矩扳子检定仪。
(4)被测对象:准确度为3级,测量范围30~140 N·m的扭矩扳子。
(5)测量过程:对于测量范围为30~140 N·m的扭矩扳子,测量点不小于均匀分布的3点。
9.2 建立数学模型
检定时,将扳子与扭矩仪按正确方式连接,选定需要的扭矩值,调整扭矩仪的零位后,在扳子的把手部位平稳加力,加力方向应垂直于扳子的把手及扭矩的矢量方向,加力至选定的扭矩值,同时读取扭矩仪的示值,重复3次,按(1)式计算扳子的示值误差(单位为 N·m)。

式中:△为扳子的示值误差;M为扳子的扭矩值;Q为扭矩仪的扭矩值。
灵敏系数为:

9.3 标准不确定度来源
(1)被检扳子测量重复性引起的不确定度;属A类评定;
(2)计量标准(扭矩仪)估算引起的不确定度分量;属B类评定;
(3)扳子读数误差引起的不确定度分量;属B类评定;
(4)检定环境温度引起的不确定度分量;属B类评定。
9.4 标准不确定分量的评定
(1)被检扳子测量重复性引起的不确定度的评定
取一把30~140 N·m,在100 N·m出进行10次测量,用该点的测量来估算不确定度分量。测量数据如表6。

表6 测量数据
通过计算得:
单次测量的标准

而实际测量结果为3次的平均值,所以
最佳估计值的标准不确定度Sx¯:

(2)计量标准估算引起的不确定度分量u2的评定
因1.0级扭矩仪的允许误差为±1%,为均匀分布所以

(3)扭矩扳子读数误差引起的不确定度分量u3的评定
扭矩扳子的扭矩值是通过扭矩仪数显器方式来读取,所以人员读数对检定结果的不确定的影响可忽略不计,即u3=0
(4)检定环境温度引起的不确定度分量u4的评定
依据JJG707-2014《扭矩扳子检定规程》,扳子应在温度(23±5)℃,相对湿度≤80%RH的条件下进行检定,本实验室满足要求,在此环境条件下温度变化对检定结果可以忽略不计,所以:

9.5 合成标准不确定度计算
(1)列出标准不确定度分量一览表如表7。

表7 标准不确定度分量一览表
(2)计算合成标准不确定度uc
因为各标准不确定度分量之间是独立的,互不相关。因此可以按方和根公式求出合成标准不确定度 uc,故

9.6 扩展不确定度的评定
扩展不确定度U=k×uc
当k=2时,扭矩扳子在量程100 N·m处的相对扩展不确定度为U=k×uc=2×0.59=1.18%
9.7 测量不确定度的报告与表示
经上述评定与计算用1.0级扭矩仪检定3.0级扭矩扳子的示值误差的测量扩展不确定度为U=1.18%。
10 检定或校准结果的验证
检定或校准结果的验证采用比对法:
在符合计量检定规定的条件下,用扭矩扳子检定装置对精度为3级,测量范围为30~140 N·m扭矩扳子进行检定,扭转方向同为顺时针,取100 N·m进行3次测量,所得的结果与通用五菱、市计量院检定结果进行比较,如表8。

表8 三个实验室参与比对数据


则:0.35<0.97

根据以上数据,该装置的不确定度验证符合要求。
11 结束语
经过分析和三个实验室比对验证,该扭矩扳子检定装置符合国家计量检定系统表、国家计量技术规范JJF1033-2016《计量标准考核规范》和国家计量检定规程JJG707-2014《扭矩扳子检定规程》的要求,有能力开展扭矩扳子的检定项目。
猜你喜欢
电子乐园·下旬刊(2022年6期)2022-05-16 03:54:52
机械工业标准化与质量(2021年7期)2021-10-12 06:32:52
四川劳动保障(2021年3期)2021-01-27 19:50:42
世界汽车(2020年6期)2020-12-28 02:40:14
建筑科技(2018年6期)2018-08-30 03:40:54
质量技术监督研究(2018年1期)2018-03-26 08:04:28
中国公路(2017年11期)2017-07-31 17:56:31
中国交通信息化(2016年5期)2016-06-06 03:51:43
风能(2015年4期)2015-02-27 10:14:39
天津冶金(2014年4期)2014-02-28 16:52:58
