
Ti75合金封头成形工艺研究
2019-08-14 07:55刘鸿彦徐曦荣蔡娜
世界有色金属 2019年12期
刘鸿彦、徐曦荣、蔡娜
(南京宝色股份公司,江苏 南京 211178)
1 概述
钛及钛合金因密度小、比强度高、耐蚀性强、无磁、透声、抗冲击震动、可加工性好等优异综合性能而成为一种理想的船用金属材料。Ti75合金是我国自主研发的具有自主知识产权的一种近α型中强、高韧、耐蚀、可焊的钛合金,其在舰船、石油、化工、机械、生物工程等领域具有广泛的应用前景。与TA5合金相比,在保证良好的综合性能前提下,强度高出50MPa,冲击韧性和断裂韧性是TA5合金的2倍,且具有比TA5合金优异的冷、热加工性和低的杂质敏感性。现已用于盐水泵、大口径流体输送管、接管、换热器等设备,在舰船上具有广阔的应用前景[1-2]。
本文采用热成形方法制备φ1400×36mm规格Ti75合金椭圆封头,研究二次冲压热成形及高温热处理对Ti75合金封头组织及性能的影响,为后续工业生产的工艺优化和改进提供技术支撑,以确保生产中的产品质量稳定可靠。
2 试验材料及方法
2.1 材料制备
试验材料采用真空自耗电弧炉进行二次熔炼,制备出合格的Ti75合金铸锭,其头、底部的化学成分检测结果见表1。由表1可以看出,铸锭不同部位成分的波动很小,化学成分满足标准规定要求。采用DSC差热分析法测得合金的相变点为950℃~955℃,铸锭经相变点以上开坯锻造,并经多火次改锻、机加工扒皮及多次热轧、热处理、酸洗处理后制成的板材规格为1900×1900×38mm,其板材室温力学性能见表2。由表2可以看出,板材不同方向测得的两组力学性能数据虽有差异,但差异不大,满足标准规定要求。
2.2 试验方法
Ti75合金椭圆封头热成形试验在1000吨水压机上进行,采用定制的成形上模和下模分二次进行热冲压成形。成形上模和下模采用水溶性压板油+石墨粉进行涂抹润滑,Ti75合金坯料两面抛光并采用碳钢双面包套后加热,加热设备为箱式电阻炉,室温板材进炉,首次保温时间95分钟,二次保温时间为40分钟,终压温度≥700℃,同炉带2块随炉试板。成形后的椭圆封头规格为φ1400×36mm,变形比超11%。
Ti75合金封头为标准椭圆形封头,其热成形后需对其形状偏差、尺寸偏差、板材减薄率及表面外观质量进行检查;同时,需对其内、外表面进行渗透(PT)检查,按NB/T47013.5标准,Ⅰ级合格;超声波探伤(UT)检查,按GB/T5193标准,A级合格。
另,Ti75合金封头成形后需从与封头结构件组装焊接、热处理后的随炉试板上取力学拉伸试样、弯曲试样、冲击试压及硬度检测试验。室温拉伸及弯曲试验在电子万能试验机上进行,执行标准分别为GB/T 228.1-2010和GB/T 232-2010;冲击试验在摆锤式冲击试验机上进行,执行标准为GB/T 229-2007;硬度试验在布氏硬度计上进行,执行标准为GB/T 231.1-2018。
3 试验结果及分析
3.1 封头表面质量
图1是热成形制备的φ1400×36mm规格的Ti75合金椭圆封头的照片。合金封头内、外表面质量通过目视进行检测。从图中可以看出,合金封头除端口直边段存在局部皱褶外,其它部位表面均光滑,无裂纹、皱褶等缺陷;切割去除端口约40mm余量后,情况有明显改善。

图1 Ti75合金椭圆封头
3.2 封头形状及尺寸
表3为热成形后Ti75合金椭圆封头的形状及尺寸,图2为成品封头壁厚检测点分布示意图。结果表明:Ti75合金椭圆封头形状明显好于技术要求,其实际形状偏差只有规定的1/3。同时,各项尺寸检测数据也明显好于技术要求,且由于封头投料厚度较大,其成形后的实测厚度较技术要求的最小厚度32mm偏厚约4.5mm以上。
3.3 封头化学成分
表4为热成形后Ti75合金椭圆封头随炉试板随机两组试块化学成分。结果表明:Ti75合金椭圆封头各主要化学成分与原材料基本保持一致,未发生明显变化。O、N、H为杂质元素,对性能影响较大,含量增多,其力学性能提高,塑形韧性有所降低。钛合金活性高,在加热时容易吸氢吸氧,降低材料性能。从下表可以看出,热成形后,O、N、H含量无太大增长,仍在标准范围之内,符合原材料标准要求。

表1 Ti75合金化学成分(wt%)

表2 Ti75合金力学性能(室温)
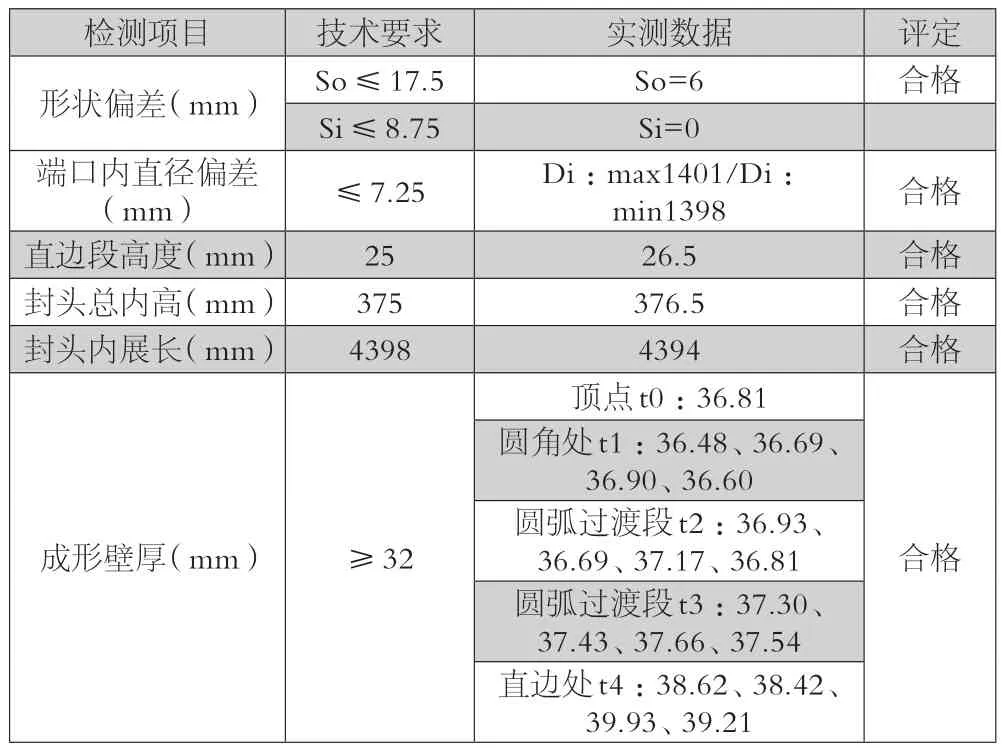
表3 Ti75合金封头形状及尺寸
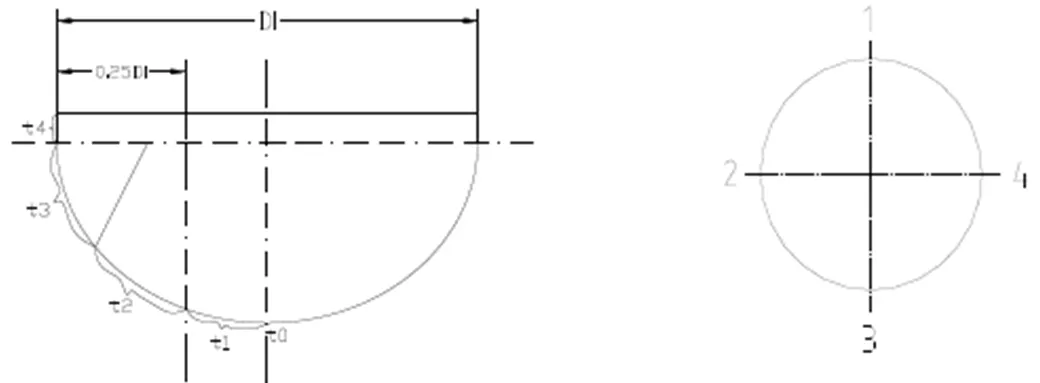
图2 成品封头壁厚检测点分布示意图
3.4 封头力学性能
图3为热成形前、后Ti75合金封头随炉试板的显微组织。从图中可以看出,热成形前显微组织主要为条形束状组织和极少部分等轴组织,经≥700℃终压温度热成形并高温热处理(温度800℃,保温101分钟)后,Ti75合金中等轴组织明显增多,部分束状组织经过再结晶转变为等轴晶,等轴组织有良好的塑形,但强度也会有所下降。
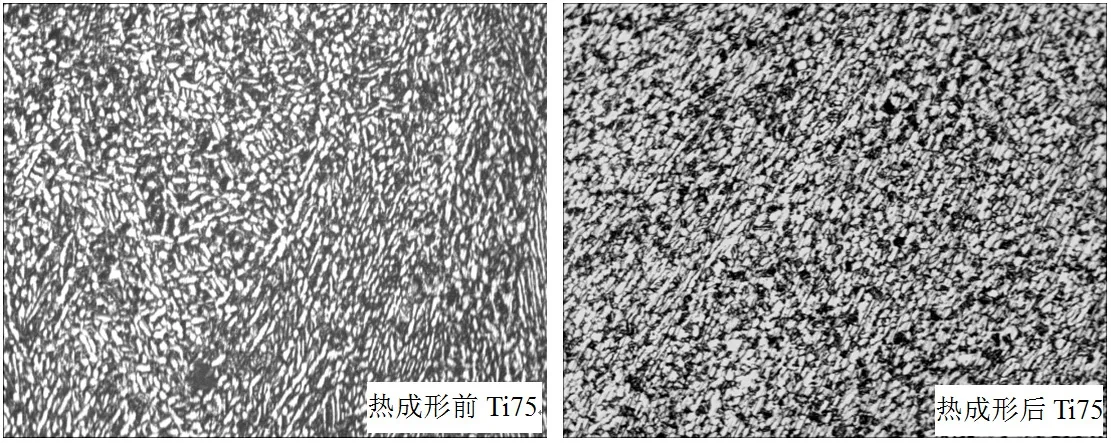
图3 热成形前、后Ti75合金封头显微组织
表5为热成形后并经高温热处理后Ti75合金封头随炉试板室温力学性能。结果表明:Ti75合金椭圆封头随炉试板各项性能均满足相关材料标准,合金抗拉强度、屈服强度及冲击功均较原始材料略微下降,其断面收缩率则较原始材料提高5%以上;这是由于其经高温热处理后的等轴组织明显增多,从而使得其屈服强度降低而塑性变大。
4 结论
(1)采用定制压模二次冲压热成形工艺方法制备Ti75合金封头是可行的,制备的椭圆封头表面质量、工艺尺寸及形状、性能均满足工艺要求;
(2)采用定制压模二次冲压热成形工艺方法制备的Ti75合金封头壁厚减薄最大部位为1.52mm,其减薄率<5%,后续工业化生产时可将其投料厚度由现阶段的38mm减薄至36mm,以有效减少资源浪费、降低生产成本;
(3)热成形及后续的高温热处理对合金显微组织及性能有一定的影响。冲压热成形并经800℃高温热处理后Ti75合金等轴组织增多,部分束状组织转变为等轴晶,从而使得材料强度略有下降,塑性变强。

表4 Ti75合金封头随炉试板化学成分(wt%)

表5 Ti75合金封头随炉试板力学性能、硬度
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
石油化工设备(2021年4期)2021-07-21
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
