浅谈低温罐焊接工艺评定的选定
2019-07-31 06:09
石油化工建设 2019年3期
南京扬子石油化工设计工程有限责任公司 江苏南京 210000
1 低温罐典型结构及焊接形式
南京扬子石油化工设计工程有限责任公司承担的某一5万立方低温乙烯储罐EPC项目,设计温度为-105℃,储罐主体用材为鞍钢06Ni9DR钢。根据NB/T 47014要求对焊接工艺评定进行了编制,评定中各项检测及试验数据均符合设计要求。
典型的低温罐结构形式及焊接形式分别见图1和表1。

图1 典型的低温罐结构形式

表1 低温罐典型焊接形式(仅列举06Ni9DR钢部分)
2 设计文件要求
2.1 母材要求
本项目5万立方低温乙烯储罐母材采用鞍钢生产的06Ni9DR钢板,设计要求其主要性能指标见表2和表3。
钢板按每热处理张进行夏比V型冲击试验,试验温度为-196℃,冲击吸收能量KV2不小于100J。冲击试验合格指标应符合GB/T 3531要求。
2.2 焊材要求
本项目所用焊材为ESAB生产的产品,焊条牌号为ENiCrMo-6(OK 92.55),焊丝牌号为ERNiCrMo-4(OK Autrod 19.83),设计要求主要性能指标见表4—表8。

表2 06Ni9DR钢板化学成分(质量分数)

表3 06Ni9DR钢板拉伸性能(室温)

表4 ENiCrMo-6拉伸试验

表5 焊材的化学成分(单个值均表示最大值)
ENiCrMo-6冲击试验温度ENiCrMo-6冲击试验温度为-196℃,冲击功指标符合表6规定。

表6 ENiCrMo-6冲击功指标
每个试样缺口侧向膨胀值应不小于0.38mm(-196℃)。

表7 ERNiCrMo-4拉伸试验
ERNiCrMo-4冲击试验温度为-196℃,冲击功指标符合表8规定。
任何事情的学习都来自于兴趣,因为兴趣是促进学生学习的最强动力,能够有效地开发学生的思维能力和学习欲望,以此达到高效的学习质量。因此,在教学过程中,教师要学会用语言去赞美和鼓励学生,以此来激发学生的学习兴趣。但是教师和学生之间也是存在一定差异的,因为他们的审美和思维方式有着极大的不同,所以,这时就需要教师认真倾听学生的想法,并且要鼓励学生表达出自己内心的想法。

表8 ERNiCrMo-4冲击功指标
每个试样缺口侧向膨胀值应不小于0.38mm(-196℃)。
由上述各项数据可以看出,焊材要求的Ni含量要比母材的Ni含量高很多,而焊材的屈服强度要低于母材的屈服强度。这是因为对于9%Ni钢这类材料,国外经过理论研究和大量的焊接试验,得出与其最佳匹配的是高Ni基、低屈服强、度高韧性的焊接材料,只有这样才能满足工程建设的要求。
3 拉伸试验
在NB/T 47014中,拉伸试验要求为横向拉伸,试样数量为2组,合格指标为大于设计要求的抗拉强度最低值(图2和图3)。针对低温罐焊接工艺评定是否要做全焊缝拉伸的讨论一直存在:有的人认为9Ni钢焊缝的强度明显低于母材,所以全焊缝的拉伸是没有意义的,可以不做;有的人认为结构设计计算时的许用应力取值应按焊缝的强度来选取,因此焊接工艺评定的拉伸试验只能以全焊缝的拉伸数值来判断焊接工艺是否合格。

图2 横向拉伸试样

图3 纵向拉伸试样
首先,应该明确焊接工艺评定的目的,焊接工艺评定是为了验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价,其最终的目的是要得到一个在设定范围内的焊接接头。从设计角度考虑,结构强度计算时用到的许用应力为屈服强度(Rel)除以其相应的安全系数。以我们做的横向拉伸试验来看,试样的断裂部位并不是百分之百的在焊缝区。由于焊接接头包括母材和焊缝两部分,9Ni钢焊接接头成分及性能也极不均匀,横向拉伸过程中无法确定哪部分先屈服,即使测到屈服点也无任何意义。又因为9Ni钢焊材的屈服强度小于母材的屈服强度,所以进行全焊缝的拉伸试验得到屈服强度是有必要的。
4 弯曲试验
对接接头弯曲试验项目和数量应符合NB/T 47014表11的规定,如下:

NB/T 47014表11 力学性能试验和弯曲试验项目和取样数量
由于06Ni9DR钢板性能和焊材性能的明显差异,根据上表注释2),可改用纵向弯曲试验代替横向弯曲试验。纵向弯曲时,取面弯和背弯试样各2个。合格指标为:对接焊缝试件的弯曲试样弯曲到规定的角度后,其拉伸面上的焊缝和热影响区内,沿任何方向不得有单条长度大于3mm的开口缺陷。
从试样的选取形式及弯曲方向可明显看出横向弯曲和纵向弯曲的差别,详见图4—图7。

图4 横向弯曲取样示意图

图5 纵向弯曲取样示意图

图6 横向弯曲试验
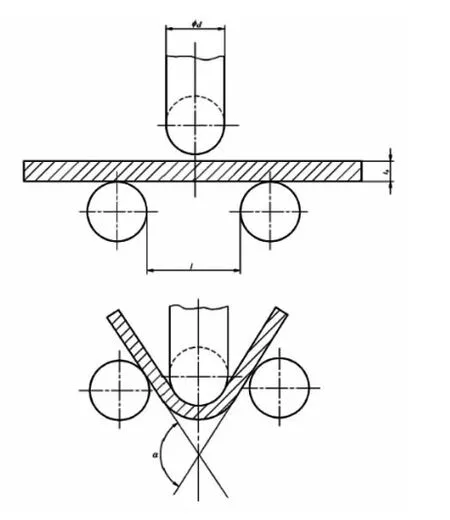
图7 纵向弯曲试验
对于06Ni9DR钢的焊接而言,采取纵向弯曲试验主要是为了消除因母材和焊材之间的显著性差异而造成对工艺评定的影响,这一点在ASME Ⅸ中的说明要比NB/T 47014更加明确。
罐壁板与罐底板之间角焊缝工艺评定的弯曲试验应符合GB 50128附录A的规定。
5 冲击试验
由NB/T 47014表11可以明显看出,冲击试样取热影响区3个、焊缝区3个,一共6个。试样形式、尺寸和试验方法可按GB/T 229进行,焊缝区的3个试样或热影响区的3个试样的冲击功平均值应符合设计文件要求(SMAW时为70J,SAW时为55J),至多允许有1个试样的冲击功低于规定值,此规定值在设计文件中已明确为平均值的70%(SMAW时为50J,SAW时为 39J)。
涉及到06Ni9DR钢的焊接工艺评定都要在-196℃下进行冲击试验,所以工艺评定能覆盖的母材最小值应按如下规定:当规定进行冲击试验时,焊接工艺评定合格后,若T≥6mm,适用于焊件母材厚度的有效范围最小值为试件厚度T与16mm两者中的较小者;当T<6mm时,适用于焊件母材厚度的最小值为T/2。评定能覆盖的母材最大值仍按NB/T 47014表8规定,即为2T。由于界定了母材有效厚度的最小值和最大值,就可以根据已有母材的厚度进行评定中焊件的选择,从而有效减少评定的数量,大大节约成本。
冲击试验时,根部开缺口的夏比试样因抵抗应力断裂而产生一定程度的压缩变形,此变形量是材料冲击韧性性能的体现。由于压缩变形测量比较困难,因此用断面相对侧的膨胀量来代表压缩量,此膨胀量即为侧向膨胀量。冲击试样被冲断时,冲击功越大,侧向膨胀量也大;冲击功较小时,侧向膨胀量就不明显。每个冲击试样均要测量侧向膨胀量,合格标准为不小于0.38mm。
6 选定评定项目
表9为本项目选定06Ni9DR钢焊接工艺的评定项目。本表所列评定项目仅为06Ni9DR钢部分,9个评定即可覆盖本项目所有对接(8~22.2mm)接头、角接头的所有焊接位置。除此之外,考虑5m层墙衬板环向埋件、罐内管道支架垫板与罐壁的焊接,还应额外增加06Ni9DR钢与Q345碳钢、06Ni9DR钢与304不锈钢焊接的异种钢焊接工艺评定。

表9 本项目选定06Ni9DR钢焊接工艺的评定项目
7 结束语
我国压力容器的建造已有50余年的历史了,在此期间,总结出了若干有用的规律,这些规律逐步用标准的形式固定下来作为今后使用的依据,而NB/T 47014是各专业人员结合我国实际并参照ASME Ⅸ进行修订的。在低温罐焊接工艺评定的编制过程中,还有一些问题值得思考:
(1)在焊接工艺评定试件焊接时,焊工往往比较谨慎,采用的电流、电压等参数均小于PWPS中的极限值以减少线能量的热输入,这样可以得到一种偏于理想化的焊接接头,严格意义上无法验证PWPS的适用性。
(2)低温罐的设计、建造、罐体材料已实现国产化,但用于06Ni9DR钢焊接的焊接材料还未实现国产化,还需科研人员进一步攻关。
(3)为提高焊接效率,罐体立焊缝、罐壁与罐底角焊缝是否可采取自动或半自动的焊接工艺?其实罐壁与罐底角焊缝也早有人进行过开发,即使用半自动焊机进行焊接,焊后弯曲试验也能满足要求,但考虑此位置的特殊性和重要性,暂时还没有哪家施工单位做第一个吃螃蟹的人。
猜你喜欢
节能与环保(2022年3期)2022-04-26
红岩春秋(2022年1期)2022-04-12
中国重型装备(2022年1期)2022-02-11
航空制造技术(2020年11期)2020-07-01
意林(绘英语)(2018年2期)2018-11-29
中小企业管理与科技(2018年16期)2018-11-07
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
中国特种设备安全(2018年2期)2018-03-14
小天使·二年级语数英综合(2015年11期)2015-11-11