
便携式挡边平行差测量仪
2019-07-23 08:41孙斌孟艳艳赵景周
轴承 2019年7期
孙斌,孟艳艳, 2,赵景周
(1. 洛阳LYC轴承有限公司,河南 洛阳 471039;2. 航空精密轴承国家重点实验室,河南 洛阳 471039)
随着工业技术的飞速发展,作为大部分工作主机关键部件的轴承也进入了“低噪声,长寿命,高可靠性”的高速转动时代,而套圈挡边平行差是引导滚子在同一径向平面内转动,保证轴承高速稳定旋转的一项重要参数。因此,除了严格控制轴承套圈主要工作面(滚道)的质量外,还应对轴承套圈辅助工作面(如挡边引导面)进行精确检测和有效控制,以保证产品的综合质量[1-2]。
1 现行挡边平行差测量仪
目前,生产车间广泛使用的轴承挡边平行差专用测量仪器如图1所示,需要将套圈放在仪器上手动旋转一周进行测量。具体测量步骤为:首先,将被测内圈端面放置在仪器测量工作面上进行水平定位,并使内圈滚道与V形支承接触进行辅助定位;然后,调整仪表位置,使仪表测头与内圈挡边接触;最后,缓慢、匀速转动内圈一周,观察并记录仪表示值变化,最大示值与最小示值之差即为被测轴承内圈的挡边平行差。

图1 现行挡边平行差测量仪
虽然现行挡边平行差测量仪可以准确测出挡边平行差,但其仅适用于小型、轻型套圈。对于大型、超重型套圈(外径大于400 mm或质量大于20 kg的套圈),由于产品自身质量较大,搬运及旋转测量的操作较为困难,测量期间极易产生磕碰伤,从而造成不良品,给企业带来不必要的经济损失;而且存在产品失控滑落的风险,危及测量人员的人身安全。因此,寻求一种新的测量手段十分必要。
2 便携式挡边平行差测量仪
为满足各种尺寸范围的轴承套圈,尤其是大型、超重型套圈挡边平行差的测量要求,通过研究现行挡边平行差测量仪的测量原理[3-5],借鉴圆度仪的工作方式设计了一款便携式挡边平行差测量仪。此仪器区别于现行仪器的庞大与笨重,其小巧轻便性为测量过程提供了便利。
如图2所示,挡边平行差测量仪的底板采用了一块200 mm×100 mm×20 mm的钢板做底板,以对挡边平行差测量仪进行水平定位。为提高测量精度,需对底板工作面进行超精处理,以减小底板精度对测量结果的影响。同时,为了保证端面良好定位,采用V形支承与内圈滚道接触进行辅助定位。
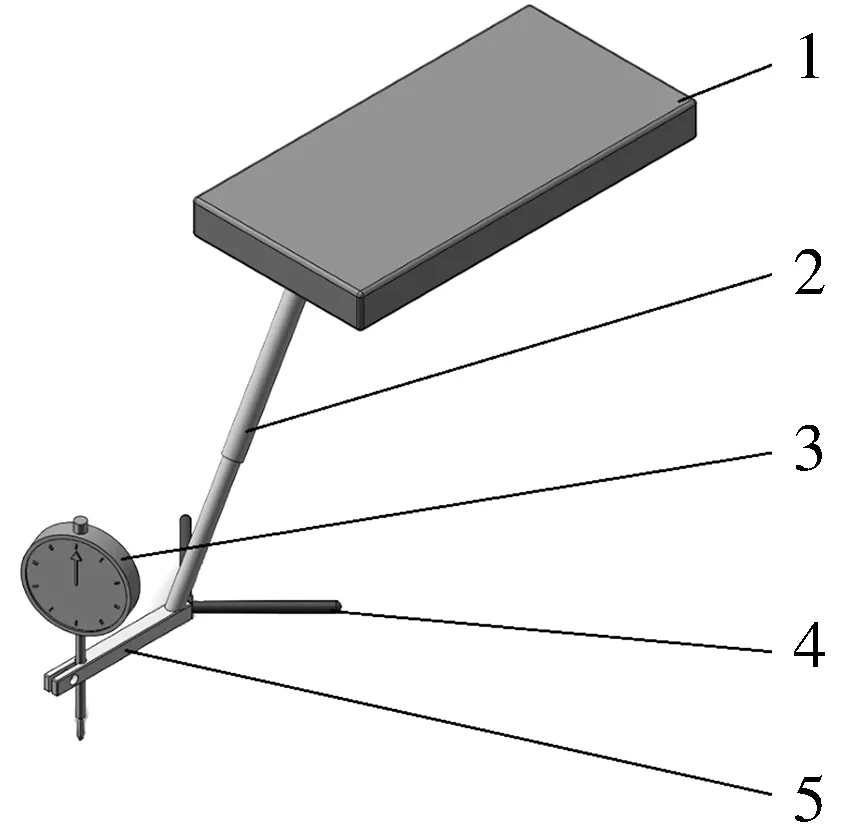
1—底板;2—伸缩支杆;3—仪表;4—V形支承;5—表架
便携式挡边平行差测量仪仍采用端面定位的方式进行测量,测量状态如图3所示。测量时先将底板宽端面与轴承端面水平接触,并用V形支承接触内圈滚道进行辅助定位;然后调整伸缩支杆,使仪表测头与被测套圈挡边接触,保证仪表测头与底板垂直;最后沿挡边缓慢匀速转动便携式挡边平行差测量仪一周,观察仪表示值变化,最大示值与最小示值之差即为被测套圈挡边平行差。

图3 便携式挡边平行差测量仪测量状态示意图
3 测量数据分析
为验证便携式挡边平行差测量仪测量结果的准确性,进行以下试验:取8个不同型号的轴承内圈作为被测件,选择3名测量人员分别使用现行挡边平行差测量仪和便携式挡边平行差测量仪测量同一件产品并记录数据。测量结果记为xij(i为测量人员序号,i=1,2,3;j为轴承编号,j=1,2,…,8),单位为μm。
不同测量人员,使用同一台仪器测量同一件产品时,测量结果如图4所示;同一测量人员,使用不同仪器测量同一件产品时,测量结果如图5所示。分析图4,图5的测量结果可知,无论是不同测量人员使用同一台仪器测量同一件产品,还是同一测量人员使用不同的仪器测量同一件产品,其误差都在0~2 μm范围内,且大多都在0~1 μm范围内。因此,可以认为便携式挡边测量仪可用于测量轴承套圈挡边的平行差,且测量精度满足要求。

图4 不同挡边平行差测量仪的测量结果
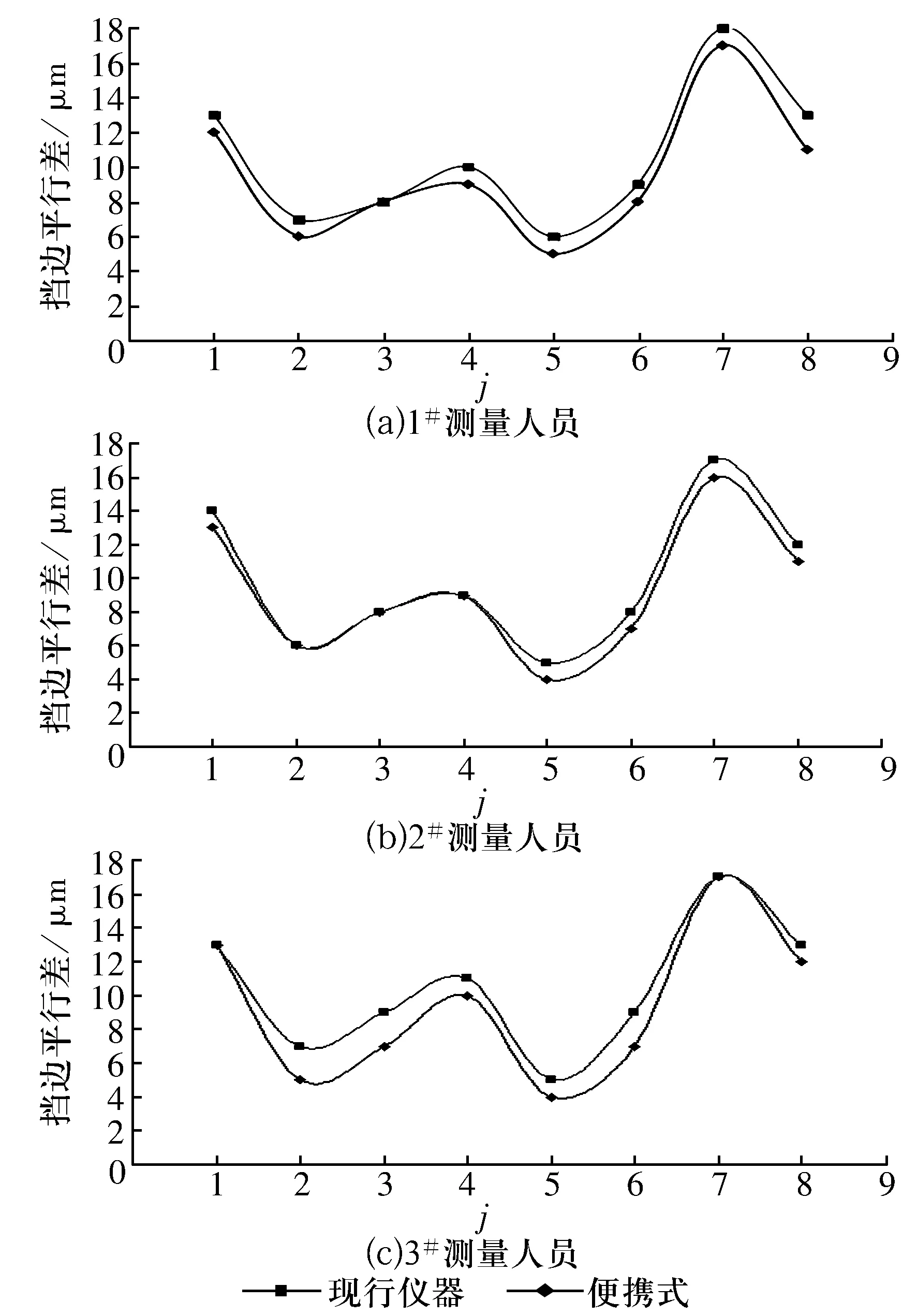
图5 不同测量人员的测量结果
4 结束语
通过与现行挡边平行差测量仪器测量结果的对比研究发现,便携式挡边平行差测量仪可以很好的保证测量精度与测量准确性。而且该设计结构简单,操作方便,省时省力,有效解决了大型、超重轴承套圈挡边平行差测量难的问题,提高了测量的效率,减轻了劳动强度,在轴承行业内极具推广价值。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
建材发展导向(2021年13期)2021-07-28
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年6期)2019-06-25
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
创新作文(小学版)(2018年31期)2018-05-16
小学生作文辅导·读写双赢(2017年4期)2017-09-13
制造技术与机床(2017年4期)2017-06-22
