
立式活套带钢长度计算及机械惯量补偿
2019-07-16 13:28金琳
山西冶金 2019年4期
金 琳
(首钢京唐钢铁联合有限责任公司冷轧部, 河北 唐山 063210)
随着冶金自动化技术的不断发展,冷轧带钢生产多采用连续运行的机组系统。为了实现工艺段带钢的连续运行,需在机组的入口段和出口段分别设置立式活套[1-3]。入口活套的功能为当入口段停车时通过抽套保证工艺段的带钢供应,出口活套的功能为当出口段停车时通过填充活套来存储工艺段送出的带钢[4-5]。
立式活套主要由卷扬机、钢结构、活套小车、链轮组、配重块、定辊和动辊几个部分组成[6-8]。本文将对西门子立式活套控制方案进行研究,并重点分析活套带钢长度计算和机械惯量补偿两个方面的内容。
1 活套带钢长度计算
为了实现焊缝跟踪,必须计算活套内的带钢长度[9-10]。活套内带钢的全长分为固定长度和可变长度两个部分。固定长度部分取决于活套的构造,主要包括活套入口和出口低于定辊中心线的部分以及带钢与活套辊形成的包角部分,如图1 粗体所示。可变长度部分由活套的套量决定,但由于活套内的带钢不完全垂直,所以活套内带钢的长度需要通过计算产生。
1.1 固定带钢长度计算
设活套内带钢与辊之间形成的半圆包角长度之和为∑LHalf_rolls,活套入口至定辊轴线间的带钢长度为Lstart,活套出口至定辊轴线间的带钢长度为Lend,活套中部带钢长度为LMiddle,则活套内固定长度带钢的总长度Lfix可表示为:
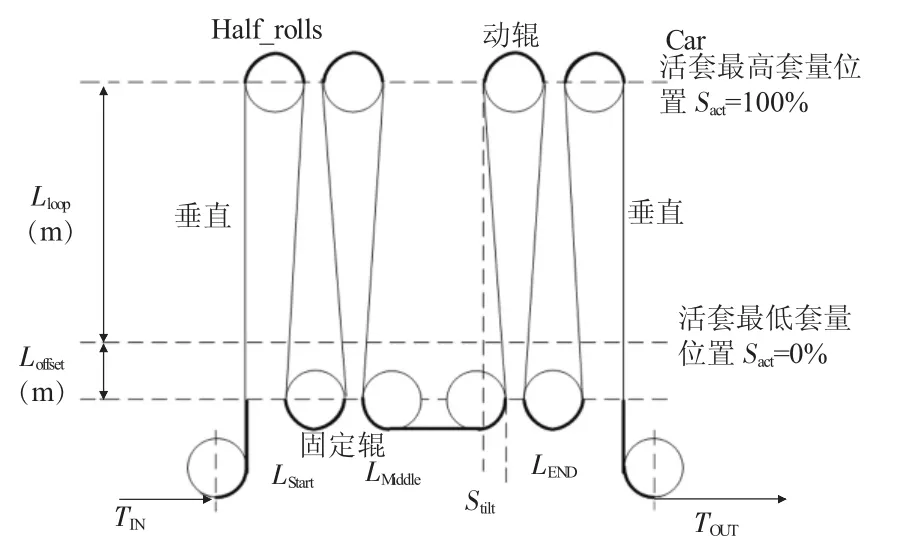
图1 活套带钢长度计算

1.2 变化带钢长度计算
活套内变化带钢长度主要取决于活套的套量变化,由于立式活套内的带钢不完全垂直或倾斜,所以必须分情况进行讨论。如图1 所示,垂直道次的带钢长度为实际套量与补偿值之和,补偿值为最低套量与活套定辊轴线间的距离。计算倾斜道次的带钢长度需要测量定辊与动辊之间的斜位移,根据勾股定理可得出倾斜带钢的长度。随套量变化的带钢长度计算公式如下:
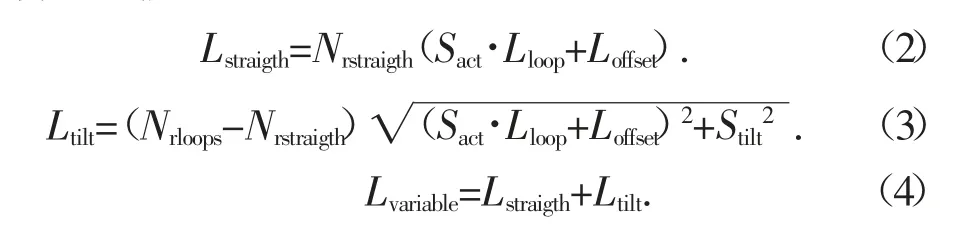
式中:Nrloops为活套总道次数;Nrstraigth为垂直的道次数;Stilt为定辊和动辊间的斜位移,m;Loffset为最低套量与定辊轴线间的距离,m;Sact为实际套量百分比,%;Lloop为最低套量与最高套量间的垂直长度,m;Lstraigth为垂直带钢的总长,m;Ltilt为倾斜带钢总长,m;Lvariable为变化带钢总长,m。
活套带钢的总长度为固定带钢长度与变化带钢长度之和,总长度计算公式如下:

式中:LALL为活套内带钢的总长度,m。
2 机械惯量补偿
2.1 小车惯量补偿
活套小车、配重块和钢绳组成一个统一的质量体,该质量体在活套加速时需要额外提供加速力矩,动态过程中需进行机械惯量补偿。质量体加速时因惯量损失的转矩由质量体的质量和加速度决定。质量体的加速转矩计算公式如下:

上述式中:m为质量体的质量,kg;Tcar为质量体加速的牵引力,N;Acar为活套小车的加速度,m/s2;Ain、Aout分为活套入口和出口的带钢加速度,m/s2;Astrip为活套内带钢的加速度,m/s2;Tcar为加速度牵引力,N;icar为卷筒与小车间的减速比;iGearbox为减速箱的减速比;D为卷筒直径,m;TDrum为卷筒牵引力,N;TQDrum为卷筒转矩,Nm;TQmotor1为小车的惯量补偿转矩,Nm。
2.2 卷筒和电机惯量补偿
电机转子、卷筒和齿轮箱的惯量需计算三者的惯量之和,并折算为电机的转矩补偿,计算公式如下:

上述式中:JMot为电机的转动惯量,kg·m2;JGear为齿轮箱的转动惯量,kg·m2;JDrum为卷筒的转动惯量,kg·m2;JALL为综合转动惯量,kg·m2;iDrive为卷扬电机与带钢间的减速比;TQmotor2为卷筒和电机的惯量补偿转矩,N·m。
2.3 机械惯量补偿
活套的机械惯量损失包括小车、配重块和钢绳所组成的质量体的损失,也包括卷筒和卷扬电机转子的损失。控制时需综合两个部分的机械惯量损失同时进行补偿,机械惯量补偿通过附加转矩的形式下发给卷扬电机参与控制,综合式(11)与式(14)可求出活套机械惯量补偿转矩表达式:

式中,TQMach为活套机械惯量补偿转矩,N·m。
活套机械惯量补偿原理如图2 所示。
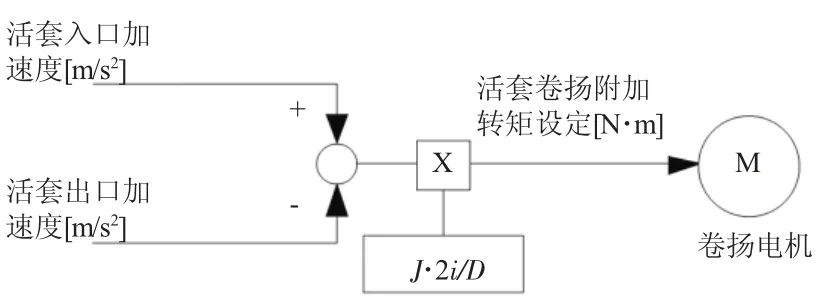
图2 机械惯量补偿原理
3 结论
1)提供了活套内带钢长度的计算方法,包括固定部分和变化部分带钢的长度计算公式。
2)提供了活套机械惯量补偿的计算方法,包括小车、配重和钢绳组成的质量体惯量以及卷筒、减速箱和电机转子组成的整体惯量,文中给出了相关的计算原理和计算过程。
猜你喜欢
现代电力(2022年2期)2022-05-23
中国修船(2022年2期)2022-04-28
矿冶(2020年5期)2020-12-29
重型机械(2020年2期)2020-07-24
设备管理与维修(2020年12期)2020-06-30
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
船舶与海洋工程(2018年5期)2018-11-14
制造业自动化(2018年8期)2018-09-04
中国惯性技术学报(2018年1期)2018-05-10
