
护色与浓缩工艺对梨膏品质的影响
2019-07-10 05:30赵鹏广刘伟尚俊杰金涛王运香颜玲刘长虹
食品研究与开发 2019年13期
赵鹏广,刘伟,尚俊杰,金涛,王运香,颜玲,刘长虹,*
(1.合肥工业大学食品与生物工程学院,安徽合肥230009;2.安徽建筑大学电子与信息工程学院,安徽合肥230601;3.安徽省砀山兴达罐业食品有限公司,安徽宿州235300)
梨作为我国第三大水果,具有黄亮美观、皮薄多汁、酥脆甘甜、耐贮,并兼有止渴生津、祛热消暑、化痰润肺、止咳平喘、通便利尿等优点,深受广大消费者喜爱。其果实近圆柱形,顶部平截稍宽;果皮为绿黄色,贮后为黄色;果点小而密;果心小,果肉白色,中粗,有石细胞。梨主要的加工制品有梨汁、梨干、梨膏、梨罐头、梨果酱和梨脯。其中梨膏在我国历史久远,传统的梨膏香甜而微带药味,在国内外享有盛名,深受喜爱。
目前传统梨膏制作工艺比较粗糙,梨膏产品颜色偏黑,其褐变问题不仅会严重影响梨膏产品的风味和外观,而且还会降低梨的营养成分和价值,进而影响产品感官品质和市场效益。为解决梨膏成品的颜色问题,本研究以砀山梨为原料,采用护色液完全浸泡的方式对梨块进行全面护色[1-4],从而降低梨膏成品的褐变程度。添加护色剂是为了在一定程度上保护梨中的色素不被氧化[5-7]。同时,本试验克服了传统梨膏浓缩方法的缺陷,通过单因素和正交试验,以褐变指数、抗坏血酸含量、总酚含量和DPPH 自由基清除率为评价指标,分析确定了复合护色剂的最佳配比和真空浓缩的最佳温度,为梨膏制品的护色和浓缩工艺提供了理论依据,具有重要的参考意义。
1 材料与方法
1.1 材料与试剂
砀山梨:合肥优客生鲜超市;苯酚、Folin-Ciocalteu试剂:北京索莱宝科技有限公司;2,2-二苯基-1-苦基肼(2,2-Diphenyl-1-picrylhydrazyl,DPPH):美国 Sigma 公司;L-抗坏血酸:生工生物工程(上海)股份有限公司;磷酸二氢钾、钼酸铵、没食子酸、浓硫酸、葡萄糖、氢氧化钾、碳酸钠、无水乙醇:国药集团化学试剂有限公司;食品级氯化钠:中盐东兴盐化股份有限公司;食品级柠檬酸:河南恩苗食品有限公司;食品级抗坏血酸:东北制药集团股份有限公司。
1.2 仪器与设备
HH-S2 数显恒温水浴锅:江苏金坛市金城国胜实验仪器厂;AI-F21C701 电磁灶:浙江爱仕达生活电器有限公司;7230G 型紫外-可见光分光光度计:上海析谱仪器有限公司;MJ-JS20A1 榨汁机:广东美的生活电器制造有限公司;EYELA-N-1300 旋转蒸发仪:上海爱朗仪器有限公司;WSC-S 测色色差计:上海精密仪器仪表有限公司;WAY 型阿贝尔折射仪:上海仪电物理光学仪器有限公司;JA2003N 型电子天平:上海精科天美科学仪器有限公司;DHR-3 流变仪:美国TA 公司。
1.3 工艺流程及操作要点
1.3.1 工艺流程
砀山梨→预处理(挑选、洗净、去皮、切块)→护色液浸泡→榨汁→过滤→真空浓缩→灌装→杀菌→冷却→成品
1.3.2 操作要点
1.3.2.1 预处理
选取无机械损伤、无病斑的砀山梨为原料,将洁净果实去皮去核后,切成均匀的小块。
1.3.2.2 护色液浸泡与榨汁
将梨块放置于护色液中完全浸泡1 min,短时沥干果肉表面的护色液后立即在榨汁机中榨汁,得到粗梨汁。
1.3.2.3 过滤与真空浓缩
将粗梨汁过400 目筛进行过滤,去除梨渣,得到不含梨渣的清梨汁(简称为梨汁)。再利用旋转蒸发仪在真空度为-0.1 MPa,转速为60 r/min 的条件下进行浓缩至终点。
1.3.2.4 灌装与灭菌
先将玻璃容器高压蒸汽灭菌,再将浓缩好的梨膏装入玻璃容器中;在98 ℃水浴中灭菌1 min,待其冷却后即为成品。
1.4 方法
1.4.1 真空浓缩终点的判定
利用流变仪在25 ℃下测定在浓缩过程中得到的梨膏在不同浓度条件下(浓度为35°Brix~75°Brix,每隔5°Brix 测定一次)所对应的黏度,绘制浓缩过程中梨膏黏度随浓度变化的关系图,找出梨膏黏度突增的跃变点,此时所对应的浓度即为梨膏的浓缩终点[8]。
1.4.2 砀山梨膏流变类型的判定
利用流变仪测定已浓缩至终点的梨膏在不同剪切速率条件下所对应的黏度,并绘制两者的关系图,进而确定梨膏的流变类型。
1.4.3 砀山梨膏护色工艺试验方案设计
护色试验以褐变指数为评价指标,分别对护色液中柠檬酸浓度、抗坏血酸浓度以及氯化钠浓度进行单因素试验,并对三者组成的复合护色剂进行正交试验,以确定梨膏最佳的护色配方。
1.4.3.1 护色工艺的单因素试验
不同浓度护色剂的单因素试验设计见表1。
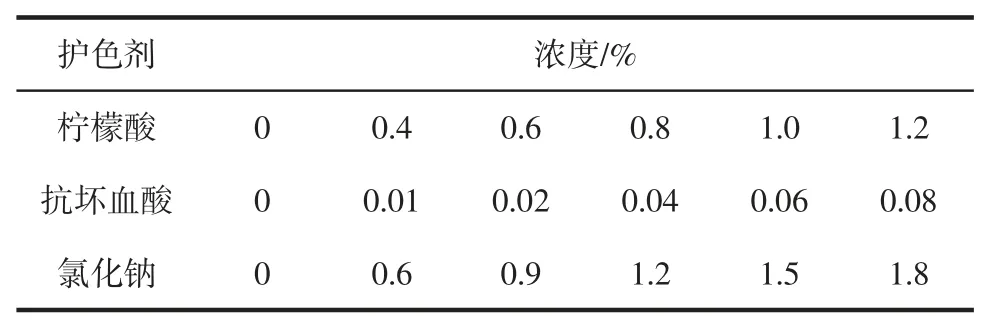
表1 不同浓度护色剂的单因素试验设计Table 1 Single factor experiment design of different concentration of color protection agent
按照表1 所示的比例配制不同浓度的护色液,将切好的梨块在护色液中完全浸泡1 min 进行护色,然后根据1.3.1 中的操作流程制备梨膏成品(其中浓缩温度设定为70 ℃),要求梨膏的可溶性固形物含量达到(69±1)°Brix,测定梨膏成品的 L*、a*和 b*值,计算比较褐变指数(browning index,BI)。
1.4.3.2 复合护色剂的正交试验
根据单因素试验结果,采用L9(34)正交表进行正交试验,因素水平设计见表2。最后根据梨膏成品的褐变指数BI,确定复合护色剂的最佳配方。
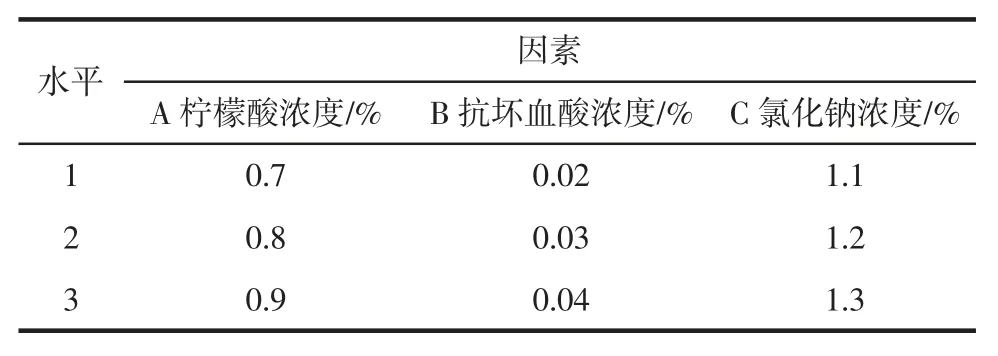
表2 正交试验因素水平表Table 2 Factors and levels of orthogonal test
1.4.4 真空浓缩温度的判定
采用真空旋转蒸发仪对梨汁进行浓缩,真空度为-0.1 MPa,转速为60 r/min。设定浓缩温度为60、70 ℃和80 ℃,并以传统熬煮制得的梨膏作为对照。按照1.3.1 中的操作流程制备梨膏成品,要求梨膏的糖度达到(69±1)°Brix。通过测定不同浓缩温度下制得的梨膏的品质指标,从而确定真空浓缩的最佳温度。
1.4.5 梨膏与传统熬煮制得梨膏的品质特性对比研究
按照最优工艺条件制得的砀山梨膏与传统熬煮制得的梨膏进行品质特性的对比试验,分别研究了它们的外观、褐变指数、可溶性固形物含量、总糖含量、总酸含量、抗坏血酸含量、总酚含量等指标的差异,比较两者的优劣。
1.5 理化指标
可溶性固形物含量:采用阿贝折光仪测定。
褐变指数:采用色差计测定梨膏的L*、a*和b*值,并通过以下公式计算褐变指数BI[9]。
BI=[100(X-0.31)]/0.172,其中 X=(a*+1.75L)/5.645L*+a*-3.012b*)。
抗坏血酸含量:采用钼蓝比色法测定[10]。
总酚含量:采用Folin-Ciocalteu 法测定[11]。
DPPH 自由基清除率:参考陈小红等[12]的方法测定。
总糖含量:采用苯酚-硫酸法测定[13]。
总酸含量:参考GB/T 12456-2008《食品中总酸的测定》[14]的方法测定。
注:检测指标除可溶性固形物含量和褐变指数外,其余指标都是在梨膏成品稀释8 倍的条件下测定[15]。
1.6 数据处理与分析
每个试验重复3 次,数据采用 Origin8、Excel、SPSS软件进行数据分析处理并作图。
2 结果与分析
2.1 真空浓缩终点的判定
25 ℃时梨膏的黏度-浓度关系见图1。

图1 25 ℃时梨膏的黏度-浓度关系图Fig.1 The viscosity-concentration chart of pear paste at 25 ℃
由图1 可知,在25 ℃时,梨膏的黏度随着浓度的升高而增加。当浓度过低时,制品不能形成理想的膏状;而当浓度过高,梨膏会由于黏度过大而导致流动性降低,不利于生产过程中的输送,使得生产效率降低,生产成本提高[16],所以确定合适的浓缩终点尤为重要。
当梨膏的浓度在 35 °Brix~69 °Brix 之间时,黏度由0.004 49 Pa·s 变为 0.361 53 Pa·s,黏度缓慢上升;当浓度超过69°Brix 后,黏度急剧上升;浓度为75°Brix时,黏度就达到了1.372 64 Pa·s,因此69°Brix 即为梨膏黏度突增的跃变点,选择该点作为梨膏的浓缩终点。
2.2 砀山梨膏流变类型的判定
25 ℃时梨膏的黏度-剪切速率关系见图2。
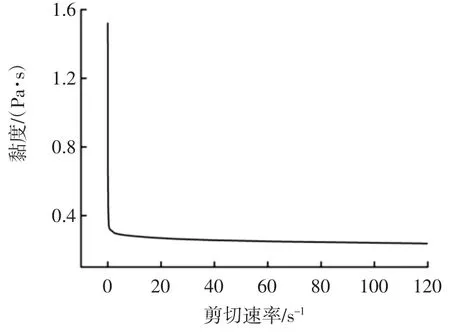
图2 25 ℃时梨膏的黏度-剪切速率关系图Fig.2 The viscosity-shearing rate chart of pear paste at 25 ℃
由图2 可直观的看出,随着剪切速率的提高,梨膏的黏度逐渐降低,呈现出高度的假塑性,这在流变学上称为剪切稀化现象。梨膏的剪切稀化现象对实际生产具有重要的意义,在加工过程中可以通过加快剪切速率降低梨膏的黏度,从而加快泵送和灌注,降低能耗,易于梨膏加工[17]。
2.3 砀山梨膏护色工艺试验结果
2.3.1 护色工艺的单因素试验结果与分析
采用1.4.3.1 的护色方法,分别以不同浓度的柠檬酸、抗坏血酸、氯化钠护色液进行单因素护色试验,结果如图3~图5 所示。
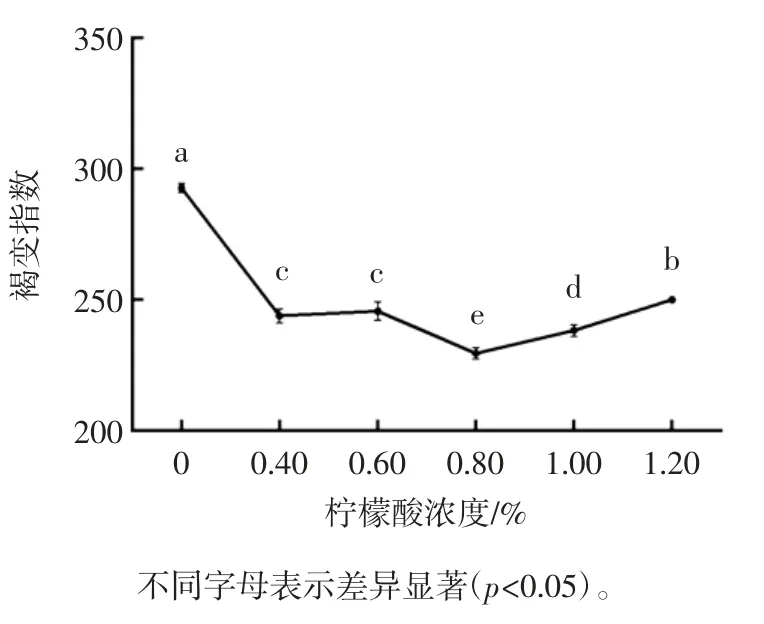
图3 不同浓度的柠檬酸对梨膏褐变指数的影响Fig.3 Effect of different concentration of citric acid on browning index of pear paste
由图3 可知,梨膏的褐变指数随柠檬酸浓度的升高呈现出先降低后缓慢增加的趋势,当浓度为0.8%时,褐变指数达到最低。这可能是因为柠檬酸作为一种有机酸,能够有效降低体系的pH 值[18-19],同时柠檬酸自身的羧基可与多酚氧化酶活性中心的Cu2+螯合[20-21],从而抑制多酚氧化酶的活性。但当柠檬酸过量时,pH 值显著降低,由于体系的pH 值过高或过低均会提高非酶褐变的程度[22],导致梨膏的褐变指数回升。因此,柠檬酸的最适浓度为0.8%。
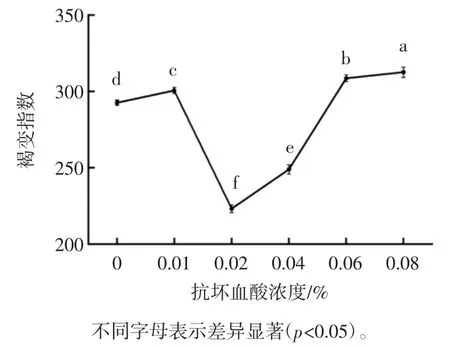
图4 不同浓度的抗坏血酸对梨膏褐变指数的影响Fig.4 Effect of different concentration of ascorbic acid on browning index of pear paste
由图4 可知,随着抗坏血酸浓度的提高,梨膏褐变指数呈先降低后增加的趋势,当抗坏血酸浓度为0.02%时,梨膏褐变指数最小,护色效果最好。这是由于抗坏血酸不仅具有弱酸性,适当降低了体系的pH 值,而且具有很强的还原性,可将体系中的醌类物质还原成酚[23-24],起到防止梨膏褐变的作用。但当抗坏血酸浓度过高时,又会因自身的氧化褐变影响梨膏的色泽。因此,抗坏血酸的最适浓度为0.02%。
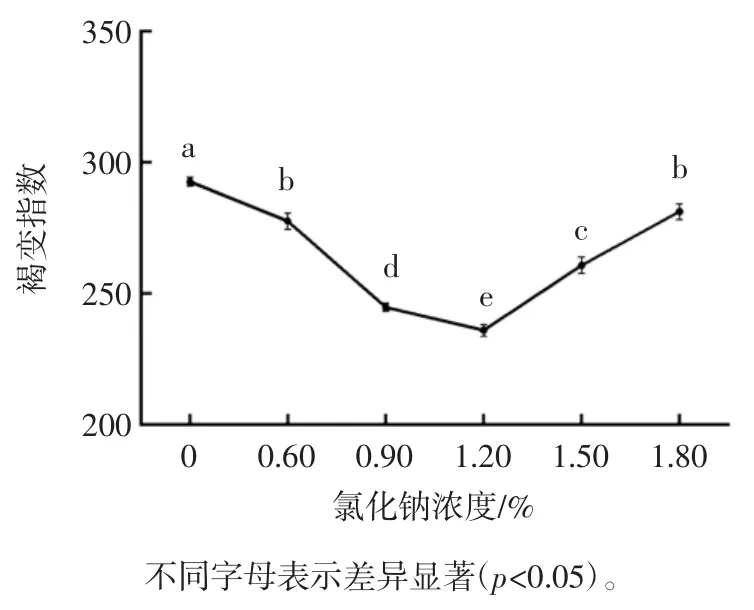
图5 不同浓度的氯化钠对梨膏褐变指数的影响Fig.5 Effect of different concentration of sodium chloride on browning index of pear paste
由图5 可直观地看出,随着氯化钠浓度的提高,梨膏褐变指数先降低后增加,当氯化钠浓度为1.2%时,梨膏褐变指数最小。有研究表明,氯化钠溶液中的Na+会与Cu2+竞争多酚氧化酶,抑制和破坏多酚氧化酶活性;同时,氧气在氯化钠溶液中的溶解度小,使酚类底物难以与氧气接触[25-26]。另外,氯化钠的浓度过高会影响口感,因此,氯化钠最适浓度为1.2%。
2.3.2 复合护色剂的正交试验结果与分析
上述不同护色剂的单因素试验结果表明,3 种护色剂均能不同程度的降低梨膏的褐变指数。考虑到三者组合之间的协同作用,采用柠檬酸浓度、抗坏血酸浓度和氯化钠浓度为因素进行L9(34)正交试验,以褐变指数为指标,考察3 种护色剂以不同比例组成的复合护色剂的护色效果,结果见表3。
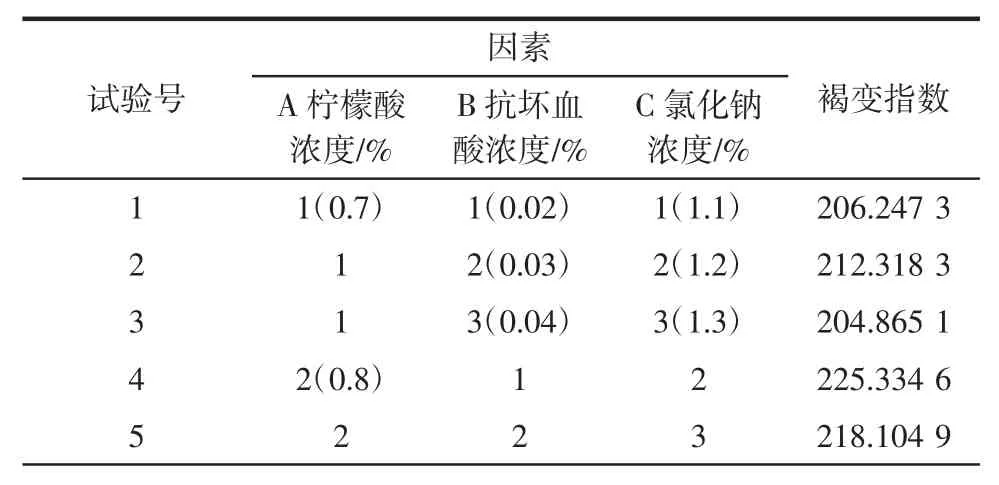
表3 复合护色剂的正交试验结果Table 3 Orthogonal experiment results of the composite color protection
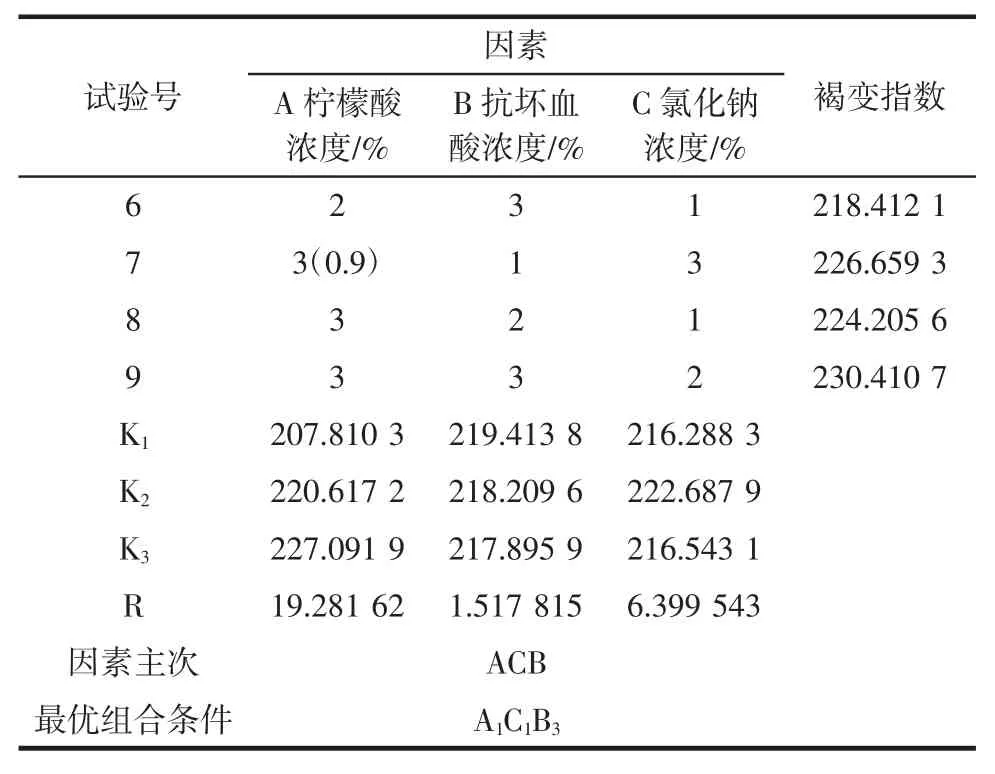
续表3 复合护色剂的正交试验结果Continue table 3 Orthogonal experiment results of the composite color protection
对照传统熬煮制得的梨膏表明,未经护色制得梨膏的褐变指数为292.586 1,而上述9 种复合护色剂均不同程度的降低了梨膏的褐变指数,且护色效果基本优于单一护色剂。由表3 极差分析结果可知,柠檬酸浓度对梨膏褐变指数的影响最为显著,其次为氯化钠和抗坏血酸,因此最佳配比为A1C1B3。对正交试验得到的数据结果进行方差分析,利用F 值检验各因素对试验指标的影响程度,结果见表4。
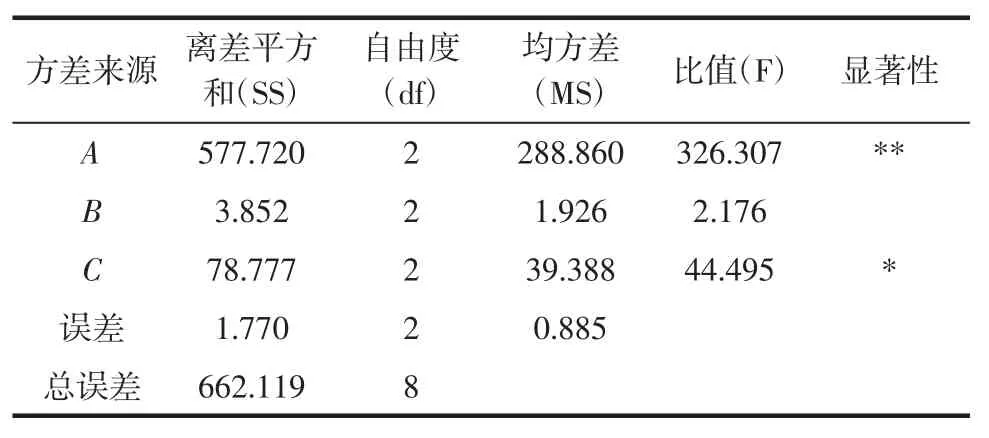
表4 方差分析表Table 4 The analysis of variance table
由表4 可知,柠檬酸浓度对降低梨膏褐变指数的影响达到极显著水平,氯化钠浓度的影响达到显著水平,而抗坏血酸浓度的影响不显著,这与极差分析结果一致。因此,砀山梨膏的最佳复合护色剂组合为:柠檬酸浓度0.7%,抗坏血酸浓度0.04%,氯化钠浓度1.1%。利用该条件进行验证试验,所得梨膏的褐变指数为200.671 9,其护色效果均优于上述9 种复合护色剂,与正交试验结果相符。
2.4 真空浓缩温度的判定
以传统熬煮制得梨膏作为对照,对在不同浓缩温度下制得的梨膏的品质进行评价,通过测定梨膏的褐变指数、抗坏血酸含量、总酚含量及DPPH 自由基清除率等指标,确定梨膏真空浓缩的最佳温度。
2.4.1 不同浓缩温度对梨膏褐变指数影响
不同浓缩温度对梨膏褐变指数的影响见图6。
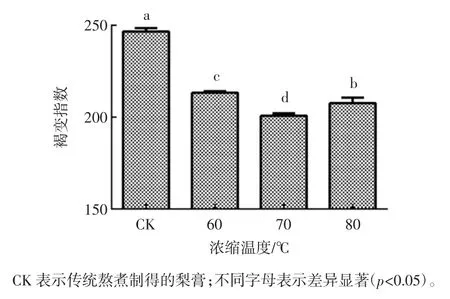
图6 不同浓缩温度对梨膏褐变指数的影响Fig.6 Effect of different concentration temperatures on browning index of pear paste
由图6 可知,当浓缩温度为70 ℃时,梨膏的褐变指数最低,这是因为在60 ℃条件下浓缩所耗费的时间较长,导致梨膏的褐变更为严重,褐变指数因长时间浓缩而升高。当浓缩温度为80 ℃时,虽然浓缩时间缩短,但由于浓缩温度过高,导致一些色素类热敏性物质含量降低,褐变指数有所提高[16]。传统熬煮制得梨膏在制备过程中由于接触大量氧气,氧化褐变极为严重,因此其褐变指数比真空浓缩梨膏显著提高。
2.4.2 不同浓缩温度对梨膏抗坏血酸含量的影响
不同浓缩温度对梨膏维生素C 含量的影响见图7。
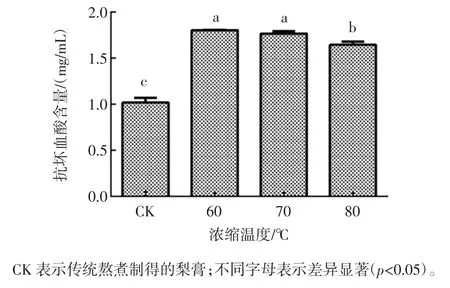
图7 不同浓缩温度对梨膏维生素C 含量的影响Fig.7 Effect of different concentration temperatures on vitamin C content of pear paste
由图7 可看出,在60 ℃和70 ℃浓缩时,抗坏血酸含量变化不显著,这是因为在真空状态下进行浓缩,环境中氧气含量极低,不易发生氧化反应。而在80 ℃时含量显著下降,这是因为抗坏血酸作为一种热敏性物质,温度越高损失越严重[27],在80 ℃温度下进行浓缩时发生了热分解。传统熬煮制得梨膏和真空浓缩制得梨膏相比,抗坏血酸含量大幅降低,可能是温度和氧气共同作用的结果。
2.4.3 不同浓缩温度对梨膏总酚含量的影响
不同浓缩温度对梨膏总酚含量的影响见图8。
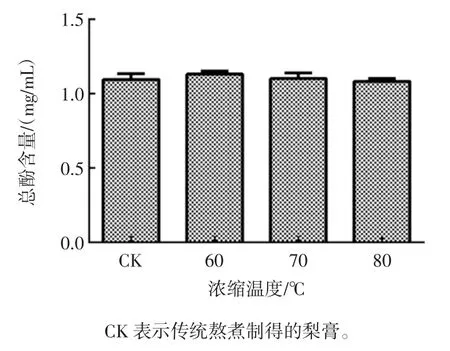
图8 不同浓缩温度对梨膏总酚含量的影响Fig.8 Effect of different concentration temperatures on total phenol content of pear paste
由图8 可看出,不同浓缩温度下梨膏的总酚含量没有显著性变化,可能是由于在真空状态下进行浓缩,环境中氧气含量极低,几乎隔绝了多酚类物质与氧气的接触,仅发生轻微氧化褐变。传统熬煮制得梨膏与真空浓缩制得梨膏的总酚含量也没有显著差异,可能是因为熬煮时,多酚氧化酶在高温状态下基本失活[28],从而使得总酚含量没有显著变化。
2.4.4 不同浓缩温度对梨膏DPPH 自由基清除率的影响
不同浓缩温度对梨膏DPPH 自由基清除率的影响见图9。
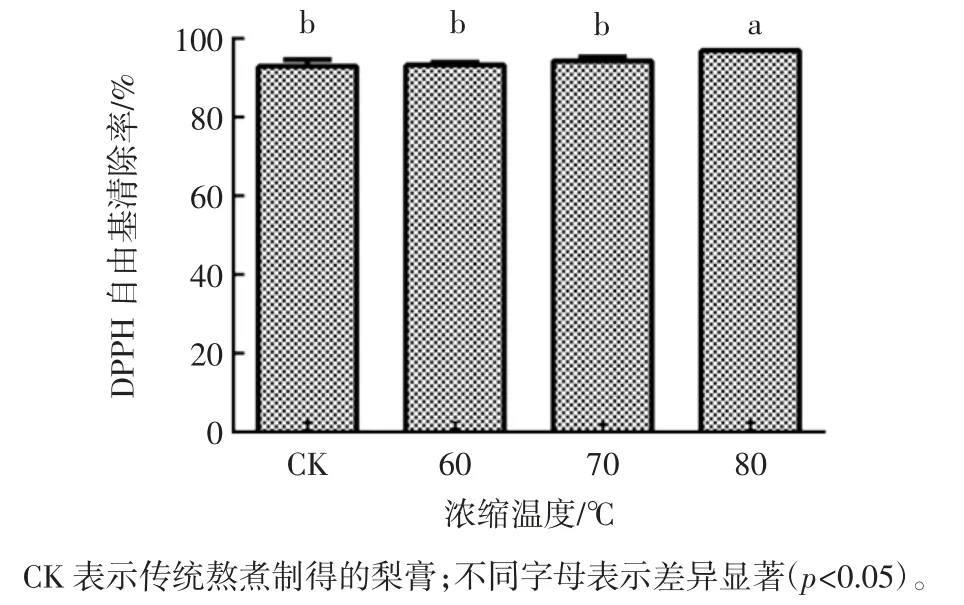
图9 不同浓缩温度对梨膏DPPH 自由基清除率的影响Fig.9 Effect of different concentration temperatures on DPPH·scavenging rate of pear paste
从图9 可直观的看出,不同浓缩温度下梨膏的DPPH 自由基清除率变化不大。有研究表明,酚类物质能有效清除DPPH 自由基,且酚类物质的浓度与DPPH 自由基清除能力呈正相关[29]。由图9 可知,梨膏总酚的含量保持稳定,因此梨膏DPPH 自由基清除率变化幅度不明显,均保持在90%以上。
通过对上述4 个指标的综合分析,并从节能省时的角度考虑,将真空浓缩的温度确定为70 ℃。
2.5 梨膏与熬煮制得梨膏的品质特性对比研究结果
本研究所制得梨膏(A)与传统熬煮制得梨膏(B)品质特性的对比见表5。

表5 本研究制得的梨膏(A)与传统熬煮制得梨膏(B)品质特性的对比Table 5 Comparison of the quality characteristics of pear paste(A)prepared by the study and traditional cooked pear paste(B)
由表5 可知,按最优工艺条件制得的砀山梨膏与传统熬煮制得梨膏相比,总酸含量、抗坏血酸含量、总酚含量均有所增加,褐变指数显著降低。从外观看,本研究所制得的梨膏其色泽更容易令人产生愉悦的心情,并且具有浓郁的香气。结果表明,本研究所制得的砀山梨膏品质更加优良。
3 结论
本试验以砀山梨为原料,主要研究砀山梨膏加工过程中的护色和浓缩工艺,确定梨膏护色和浓缩的最佳工艺参数。主要研究结果为:
1)通过研究砀山梨膏浓缩过程中黏度与浓度之间的关系,确定了梨膏的浓缩终点为69°Brix。
2)砀山梨膏表现为假塑性非牛顿流体,随着剪切速率的提高,黏度逐渐降低,具有剪切稀化现象。
3)通过不同护色剂的单因素试验和复合护色剂的正交试验,以褐变指数为评价指标,确定了砀山梨膏的最佳护色工艺参数:柠檬酸浓度0.7%,抗坏血酸浓度0.04%,氯化钠浓度1.1%。
4)通过真空浓缩温度的单因素试验,以褐变指数、抗坏血酸含量、总酚含量及DPPH 自由基清除率为综合评价指标,确定了砀山梨膏的最佳浓缩工艺参数:浓缩温度70 ℃,真空度-0.1 MPa,转速60 r/min。
5)该研究制得的梨膏与传统熬煮制得梨膏相比,品质更加优良,具有广泛的发展前景。
猜你喜欢
今日农业(2022年1期)2022-11-16
食品研究与开发(2022年2期)2022-02-15
今日农业(2021年12期)2021-10-14
食品与发酵工业(2019年13期)2019-07-24
中学数学研究(江西)(2018年11期)2018-12-04
语文世界(小学版)(2018年7期)2018-08-17
中学数学研究(广东)(2018年9期)2018-05-31
中国调味品(2018年1期)2018-01-23
文学少年(有声彩绘)(2017年12期)2017-02-16
文学少年(有声彩绘)(2017年12期)2017-02-16
