
并条工序机械波对后工序的影响
2019-07-01 10:02王洪杰
纺织器材 2019年3期
张 利,王洪杰,张 志
(山东华兴纺织集团有限公司,山东 泰安 271400)
0 引言
机械波是由于纺纱机械上存在的缺陷或故障(如并条工序前胶辊及前罗拉偏心、中凹,前胶辊套筒与芯子不配套,齿轮轴向窜动,齿轮缺齿或磨损等)造成纱条出现周期性不匀所致,在波谱图上呈“烟囱状”。并条工序出现机械波,会导致条干均匀度恶化,纺成粗纱、细纱后非但不会消失,反而变得越来越严重,而机械波波长会随着后道工序的牵伸成倍增加,致使细纱条干CV值增大,织物外观降等。因此,要高度重视并条机械波的产生,及时排查生产中的机械故障,以稳定成纱质量。
并条工序最常见的机械波有以下两种。
a) 胶辊机械波。因胶辊轴头跳动、轴向游动、个别胶辊存在弯曲等造成的周期性不匀产生的机械波[1],如前胶辊出现上述问题产生的12 cm机械波。
b) 各列罗拉传动齿轮及齿形传动带有问题造成的机械波。如后罗拉脱节引起的76 cm机械波。
1 并条工序12 cm机械波对后工序的影响
测试品种为CJ 7.29 tex,速度为25 m/min,时间为1.5 min,末道并条工序波谱图见图1;测试品种为CJ 7.29 tex,速度为50 m/min,时间为1.0 min,对应的粗纱工序波谱图见图2。

图1 纺CJ 7.29 tex纱末道并条工序波谱图

图2 纺CJ 7.29 tex纱粗纱工序波谱图
图1实测条干CV值为2.86%,正常值为2.23%,相对偏差达28%,且有11.8 cm机械波,计算波长λ=π·d=3.14×40≈12.6 cm,与实际波长基本一致。对多台CJ 7.29 tex粗纱取样测试,波谱图上(见图2)均出现约1 m的机械波,这属于共性问题。计算波长λ粗纱=λ并条×D粗纱≈0.118×9.0≈1 m,与实际波长一致,分析此故障来自于末道并条工序。更换末道并条工序前胶辊后,棉条波谱图正常,对应的粗纱波谱图1 m处机械波消失。
2 并条工序76 cm机械波对后工序的影响
测试品种为CJ 11.66 tex,速度为25 m/min,时间为1.5 min,末道并条工序波谱图见图3;测试品种为CJ 11.66 tex,速度为50 m/min,时间为1.0 min,对应的粗纱工序波谱图见图4。
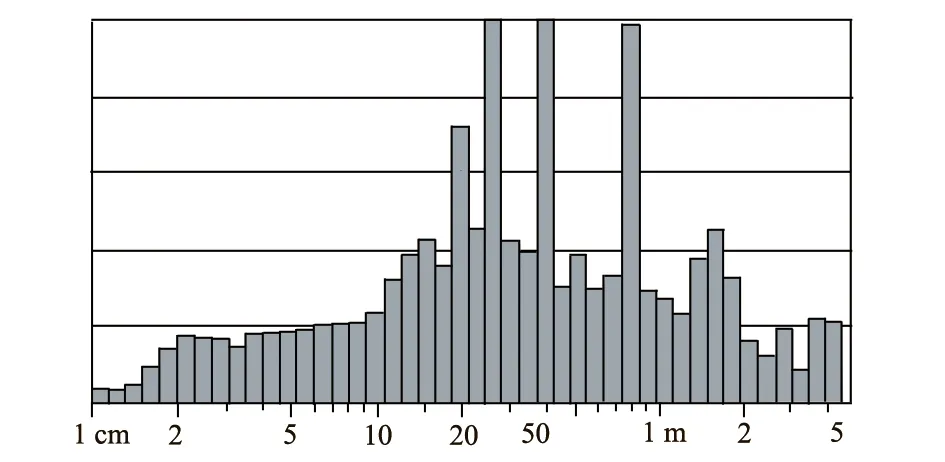
图3 纺CJ 11.66 tex纱末道并条工序波谱图

图4 纺CJ 11.66 tex纱粗纱工序波谱图

图4中的机械波基波长为5.7 m,实测条干CV值为10.21%,正常值为3.30%,相对偏差高达209%;抽检试验时发现多台粗纱多个锭子均出现该机械波,计算波长λ粗纱=λ末道×D粗≈0.76×7.98≈6.1 m,与实际波长基本相符,显然此故障也源于末道并条工序;未追踪到的粗纱纺成细纱后条干CV值为15.14%,正常值为13.55%,恶化了11.70%且影响面积较大,细纱挡车工反映因粗纱吐硬头断头较多,但细纱波谱图中无明显波动[2]。修复后罗拉接头后,末道并条和粗纱波谱图均正常,细纱条干指标正常。
3 并条的圈条效应
圈条效应是指条筒与圈条器相对转动时,每当棉条运动到条筒周边时会受到拉伸,运动到条筒中心时又受到挤压,导致因附加牵伸引发周期性不匀,从而产生机械波。此机械波波长一般为70cm~80 cm,多次试验证明,由圈条效应引发的机械波对粗纱不会有明显影响[3]。对应的圈条效应波谱图见图5。

图5 圈条效应波谱图
4 末并条干对细纱条干的影响
末并条干CV值对细纱的影响,见表1。
表1 末并条干CV值对细纱的影响

项目正常纱异常纱不同并条机棉条CVm1/%2.74.0粗纱工序不匀CVm2/%3.23.2粗纱条干CVm3/%4.25.1细纱工序不匀CVm4/%15.815.8细纱条干CVm5/%16.416.6 注:CVm3=CVm12+CVm22;CVm5=CVm32+CVm42
表1中是用条干均匀度分析仪测试的短片段条干值,可以看出细纱条干CV值差异不大,相对偏差仅为1.2%,但是末并条干CV值相对偏差却达到48%。因此,评价纱线条干指标时只关注细纱短片段条干CV值有很大的局限性,往往会掩盖因并条机械波导致的细纱中、长片段严重不匀问题。
5 结语
并条工序12 cm机械波和76 cm机械波均源于末道并条工序,更换末道并条工序前胶辊,修复后罗拉接头可消除机械波,且由圈条效应引发的机械波对粗纱无明显影响。通过实例分析发现,存在不同程度机械波的并条棉条经过粗纱机和细纱机的牵伸后在细纱波谱图上有时表现不出来,但是严重的机械波将直接影响到细纱条干CV值,造成布面细纬、粗纬及条干疵布,因此,并条机械波不容忽视。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
高中数理化(2022年2期)2022-02-22
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
丝绸(2021年1期)2021-01-21
丝绸(2017年5期)2017-10-15
中国纤检(2015年15期)2015-11-13
合成纤维工业(2015年3期)2015-08-05
科技与创新(2014年8期)2014-07-17
