
新型纤维和纱线品种与牵伸下罗拉的研发应用
2019-07-01 01:39卢晓伟
纺织器材 2019年3期
卢晓伟
(经纬智能纺织机械有限公司,山西 晋中 030601)
1 纱线结构及产量预测
表1 国内不同纺纱品种的占比单位:%
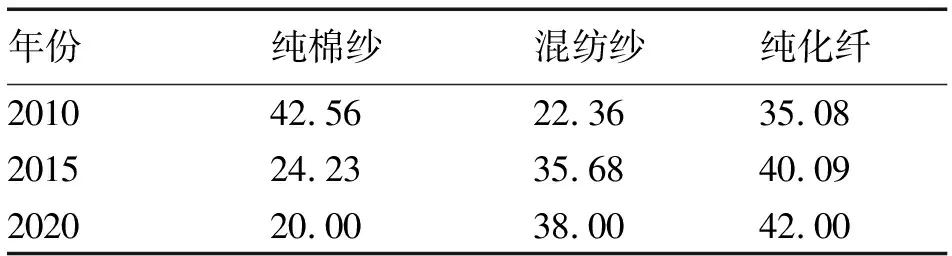
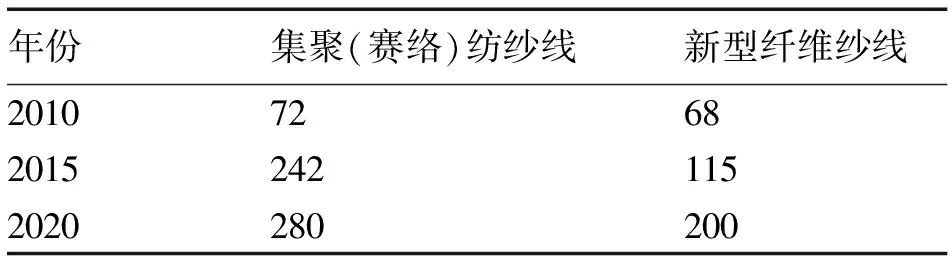
通过推进重定量、大牵伸工艺路线,改造传统细纱机喂入方式、牵伸机构和关键部件等举措,纺制出不同结构的纱线[1]。近年不同结构纱线的产量及预测见表2。笔者在此重点探讨新型纤维和纱线品种对牵伸下罗拉的要求。
表2 不同结构纱线的产量及预测单位:万t
2 新型纤维及纱线品种
随着人民生活水平的全面改善,传统纺织品无法满足高档产品的需求,新型纺纱原料及多样化的纱线品种应运而生[2],使新型纺纱技术如集聚纺技术等不断发展,从而提升了高附加值纺织品比重。此外,非棉纤维产品的广泛应用,也在不断创新产品结构,如色纺纱以及棉、毛、丝、麻等纤维以不同组分(两种以上的纤维)进行纺纱,所得混纺纱具有极高的附加值。
纺织纤维分为天然纤维和化学纤维。新型天然纤维有天然彩棉、改性羊毛、蜘蛛丝、竹原纤维、有机棉、罗麻布等。
化学纤维包括再生纤维、合成纤维和无机纤维。
a) 再生纤维,如粘胶纤维、醋酯纤维,新型再生纤维有莱赛尔(Lyocell)纤维、莫代尔(Modal)纤维、竹浆纤维等。
b) 合成纤维,如锦纶、涤纶、腈纶、氨纶、维纶、丙纶、氯纶。
c) 无机纤维,如玻璃纤维、金属纤维。
要得到合理的修正数据,需对采样和分析方法进行改进,因此对采样和分析过程进行了归纳,监测所需设备、材料及方法如下。
其中,行业关注度高、产品利润相对较高、市场需求相对热门,销量有明显增长的纱线品种主要有:包芯纱、天丝系列混纺纱、紧赛粘胶纱、功能性纱线、色纺纱、竹节纱、麻纱及麻/棉混纺纱、半精纺纱线、腈纶纱及其混纺纱、涡流纺纱线等。
3 牵伸下罗拉的研发
3.1 新应用要求
纯棉、棉混纺纱线所用原料简单,使牵伸下罗拉的研发制造主要以满足纺织企业的纺纱需求为基础。随着新型纤维及纱线品种的不断涌现,对其应用提出了新的要求:
a) 在保证质量的前提下,产品向多元化、差别化发展;
b) 为适应新型纤维、纱线的要求,其产品适应性要好,主要体现在不同纤维、不同纺纱技术、不同环境的适应能力上。
3.2 种类及特性
3.2.1 免校直易装罗拉
新型纤维多采用化学方式从生产原料中提取,通过特种工艺与其他纤维有效融合后进行纺纱,从而得到特定的物理性能。新型纤维混纺对细纱机牵伸系统的过纱部位即牵伸下罗拉工作齿面,提出了更高的耐腐蚀性要求。对此,经纬专件研发制造出适纺新型纤维的免校易装罗拉,如图1所示,以优化齿形,提升纺纱性能。

图1 免校直易装罗拉
其研发关键点:① 优化电镀工艺及参数,增加镀层厚度,对表面进行封闭处理,提升罗拉表面耐蚀与防腐性能;② 改造关键加工设备,提升制造精度,保证罗拉导柱端面、导孔端面的垂直度;③ 改进内、外螺纹加工工艺,保证内、外螺纹的精准配合,提高任意两节罗拉的连接质量。
该罗拉不仅适纺以天丝、粘胶、莫代尔、竹纤维为代表的特殊纤维,而且具有较高的防腐、防锈性能,上车免校直,安装快捷方便,为纺织企业节省用工,实现智能化车间创造了良好的条件。
3.2.2 集聚纺密齿罗拉
集聚纺密齿罗拉,增强了细纱机牵伸系统中前下罗拉与前胶辊啮合牵伸的平稳性,改善了精梳细号纱的成纱条干质量,可有效地提高成纱条干CV值和CVb值,且无纺纱机械波;适应4.86 tex以下精梳细号紧密纱的要求,纺纱指标可达到2013乌斯特公报5%水平。集聚纺密齿罗拉如图2所示。

图2 集聚纺密齿罗拉
3.2.3 三元色纺罗拉
目前,虽然意大利和韩国占领了色纺纱的高端市场,但其产能占比较少,而中国产的低档至中高档的色纺纱占全球的产能不小于70%。三元色纺罗拉是在适应个性化纺纱需求的基础上,开发的高科技特种纺纱罗拉,如图3所示。

图3 三元色纺罗拉
其结构的变化在于:① 重新设计罗拉齿形,工作面由斜齿改为直齿;② 重新设计搓齿板切入齿和精切齿的分布;③ 制造搓制大直径色纺罗拉的搓齿板,提高齿形精度;④ 减小齿顶宽误差,其偏差控制为不大于0.03 mm以优化纺纱原理,提高纺纱指标;⑤ 采用喷砂→酸洗→电化学抛光→表面镀铬的工艺流程,去除加工过程中的毛刺,提升零件表面质量,保证罗拉表面电镀均匀,一致性好;⑥ 根据各个零件的位置要求及结构形式,设计并制作合理的装配工装来完成锭距控制[2]。
在细纱机牵伸系统中,三元色纺罗拉通过过桥齿轮和传动轴分别带动后罗拉组合件的3段工作面以不同的转速转动,从而实现对3束喂入纤维的牵伸,且易损件少,保养周期长,工作效率高。
3.2.4 8锭超长车抗扭罗拉
为了纺制出不同结构的纱线,纺织企业对细纱机关键牵伸部件进行改造,如采用气动V型牵伸装置,使牵伸倍数超过120倍,摇架压力相应增大,要求罗拉在细纱机长车重加压、大牵伸条件下纺纱无扭振,这对罗拉的材质、抗扭和耐用性及易切削性都提出了严格的要求。8锭超长车抗扭罗拉研发关键点:① 在6锭罗拉的基础上,增加了抗扭、抗弯强度设计,以保证该罗拉在重加压、大牵伸条件下使用时,不变形、不走调、寿命长;② 优化了热处理工艺,提高了罗拉连接部位的端面硬度,避免在高扭转情况下连接端面因挤压而产生塑性变形;③ 罗拉的连接结构采用大螺距设计,提高了抗扭、抗弯性能,以保证纺纱质量。
在细纱机总锭数相同情况下,使用8锭超长车抗扭罗拉的整机零件数量比使用6锭罗拉少1/3,降低了整机制造成本且安装快捷方便,为纺织企业节省用工和生产成本,实现智能化车间提供了有利条件。
4 用户体验
目前,新型免校直易装罗拉通过江苏、河南、安徽等地的多家知名纺纱企业使用,其具有的无机械波、管间锭差小、手感好、不缠绕花、上车易安装、易调试、免校直等优点深受欢迎,配套经纬细纱主机使用,纺纱指标达到2013乌斯特公报5%水平,且纺制混纺、粘胶、天丝等新型纤维时无腐蚀生锈问题。
河南某纺织厂使用集聚纺密齿罗拉后,成纱条干CV值和CVb值同比提高0.2个百分点,纺纱无有害机械波,满足了其纺特细号纱的需求。
浙江某纺织厂使用三元色纺罗拉纺制出的羊绒制品,在国家纺织品评比中荣获“最佳创意”等两项大奖。
5 结语
随着新型差别化纤维和纱线品种的不断发展,对牵伸下罗拉提出了新要求。为适应这种需求,经纬专件开发制造出免校直易装罗拉、集聚纺密齿罗拉、三元色纺罗拉和8锭超长车抗扭罗拉等新产品,不但满足了用户纺高档纱、新品种纱的使用需求,也为纺织企业提升效益、实现降本增效打下基础。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
小哥白尼·野生动物画报(2021年6期)2021-07-14
纺织科技进展(2020年11期)2020-11-30
广西文学(2020年8期)2020-08-04
棉纺织技术(2020年2期)2020-02-14
数学大王·趣味逻辑(2019年10期)2019-11-06
广州文艺(2017年8期)2017-09-13
现代纺织技术(2015年6期)2015-02-28
现代纺织技术(2015年6期)2015-02-28
自动化博览(2014年9期)2014-02-28
